Советы новичку как варить сваркой
Содержание:
- Освещение в большой кухне
- Виды электросварки
- Подготовка электродов и заготовок
- Классификация способов сварки
- Готовимся, приобретаем, запасаемся
- С чего начать подготовительный этап?
- Фиксация
- Газовая резка и сварка деталей — достоинства оборудования
- Плюсы и минусы инверторной сварки
- Дефекты сварных швов
- Подготовка к практическим занятиям ↑
- Виды швов
- Технология сварочных работ
- Теперь о дуге и электродах
- Особенности сварки тонколистовых металлов
- Зажигание дуги
- Что такое электросварка?
Освещение в большой кухне
Виды электросварки
Чтобы понять основы электросварки, нужно разобраться в сути самого процесса. Соединение металлических элементов происходит в результате локального расправления под воздействием высоких температур. Создаётся дуга, которая расплавляет металл, затем готовая конструкция остывает, становится прочной, цельной.
Создать дугу можно двумя способами:
- на постоянном токе;
- на переменном токе.
Для сварки постоянным током используются инверторы. Они создают дугу со стабильными электрическими параметрами, что упрощает процесс сварки:
- формируется ровный однородный шов;
- не разбрызгивается металл.
Многие инверторы имеют стандартные предустановки, оснащенные защитными функциями, которые позволяют контролировать текущие параметры. Они могут использоваться новичками или профессионалами.
Для сварки на переменном токе необходимо применять трансформаторы. Их преимущества: высокая мощность, неприхотливость к параметрам сети. Но при этом у них большой вес, высокий уровень шума. Кроме того, они могут создавать помехи в электросетях.
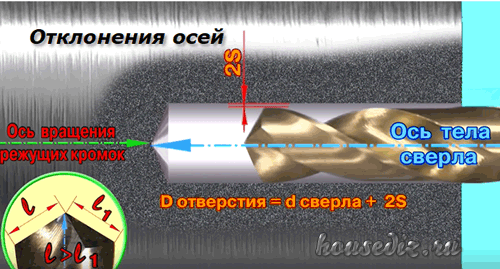
Подготовка электродов и заготовок
Тем, кто хочет в будущем стать хорошим сварщиком, лучше всего начать с использования электродов толщиной от 2 до 3 миллиметров. Посредством таких электродов осуществляется большинство операций в домашних условиях.
Электрод нужно правильно заправить в держатель. Иметь дело лучше с новыми электродами, так как старые весьма нестабильны. После заправки нужно установить соответствующие параметры тока.
Если вы используете двухмиллиметровый электрод, то чтобы получить качественный шов, необходимо поставить переключатель на 70–80 ампер. Для трёхмиллиметровых изделий подойдёт электроток от 100 до 140 А, для четырёхмиллиметровых — 160 А.
Правильно ли был выбран силовой режим, можно понять по звуку дуговой сварки — он должен быть похож на треск, а не на гудение.
Если толщина деталей больше 3 миллиметров, то края перед дуговой сваркой нужно особым образом обработать – снять с них фаску.
Классификация способов сварки
Основными способами создания сварочных швов выделяются три основные виды сварки. Плавление элементов без прилагаемого усилия или давления применяется к оборудованию, способному работать электрической дугой или газовым пламенем. Расплавленные металлы соединяются в сварочной ванне, образуя защитный слой поверх деталей для предотвращения окислов и взаимодействия с кислородом.
Электродуговая сварка
Термомеханическим видом соединения подразумевается применение давления и тепловой энергии. Подогрев заготовок элементов осуществляется за счет тепловой энергии, механическое усилие придает нужное соединение пластичному металлу. Классификация сварки имеет третий вид, при котором производится давление на части материалов. В результате действий, материал сжижается, становится текучим, что дает возможность соединить материалы в труднодоступных местах. Загрязнённый слой отводится на поверхность текучей жидкости, в результате чего появляется обновлённый слой, чистый шов.
Готовимся, приобретаем, запасаемся
Самое главное – знать, что все получится на отлично, ведь технология сварки инвертором очень проста в освоении и использовании, здесь не особо нужны опыт и мастерство.
Техника безопасности
Любое сварочное дело, включая инвертор, напрямую связано с электрически током.
Эти правила просты и бесхитростны:
Нужно проверять кабели на целостность и исправность перед подсоединением к инвертору
Важно запомнить: кабель обратный с прищепкой идет к минусовому полюсу. Кабель, где есть электродержатель, крепим к плюсовому разъему.
После визуальной проверки установить ручку с регулятором силы тока на минимальное значение
Затем подключаем аппарат к сети. Слушаем работу включившегося вентилятора: если шум ровный и без треска, все в порядке.
Теперь учтем немалый вес металла, с которым вам придется работать.
Спецодежда
 Сварка инвертором.
Сварка инвертором.
Прежде всего нужно учитывать действие высокой температуры и иметь следующие предметы:
- маску сварщика со специальными светофильтрами;
- защитные перчатки или краги;
- костюм из защитной ткани;
- обувь на подошве из резины;
- при необходимости респиратор, если сварка пойдет в замкнутой комнате без проветривания.
Оборудование
Список необходимого оборудования:
- инверторный сварочный аппарат;
- молоток;
- электроды, отобранные под вид работы с учетом природы и толщины металла;
- щетка с металлической щетиной
С чего начать подготовительный этап?

приобрести необходимое оборудование
- аппарат для сварки;
- набор электродов;
- молоток для отбивания шлака;
- щетка.
При выборе электрода необходимо обращать внимание на его диаметр, который будет определяться толщиной свариваемого металлического листа. Также следует позаботиться и о защите
Для сварки нам понадобятся:
- сварочная маска со специальным светофильтром;
- плотная одежда с длинным рукавом;
- перчатки, желательно из замши.
В числе обязательных для выполнения сварочных работ инструментов должны числиться сварочный выпрямитель, трансформатор или инвертор. Именно с помощью этих аппаратов и будет решена задача по преобразованию переменного тока в постоянный, что позволит выполнять сварку.
Фиксация
Перед тем, как сваривать металл, необходимо надежно зафиксировать соединение. Это будет служить гарантией того, что при процессе не произойдет их сдвига друг относительно друга. Надежную фиксацию обеспечит выполнение прихваток. Прихватками называются швы небольшой длины, ось которых расположена перпендикулярно оси шва, то есть их выполняют поперек соединительной линии изделий.
Существует ограничение, касающееся размера сечения прихваток. Оно заключается в том, чтобы оно не превышало половину ширины пролагаемого шва. Длина одной прихватки должна быть не более двух сантиметров. Величина шага, то есть расстояние между двумя прихватками, зависит от толщины изделий. Если выполняемый шов имеет небольшую длину, то допускает точечное соединение на его краях. Выполнение прихваток происходит за одно прохождение.
Прихватки после выполнения работы можно удалять или оставлять, если они не мешают. Перед тем, как начать делать прихватки, надо сделать очистку поверхностей, не уступающую той, которая выполняется для шва.
Газовая резка и сварка деталей — достоинства оборудования
Отдельный вид сварочного оборудования — газовое. Принцип соединения деталей основывается на том, что происходит плавление металла пламенем высокой температуры. Для создания газовой дуги, посредством которой происходит плавление металла, используются следующие разновидности газов — водород, природный газ, ацетилен.
Почему применяются именно эти разновидности газов? Ведь именно они обладают свойством горения на воздухе. Наиболее популярной разновидностью газа является ацетилен, для получения которого применяется карбид кальция с водой. Горение газа происходит при поддержании температуры в пределах от 3200 до 3400 градусов Цельсия.
Принцип работы газосварочного оборудования основывается в подаче на соединяемые детали открытого пламени сгораемого газа. За счет высокой температуры горения газа, достигается оплавление металлических заготовок. Для регулировки пламени в конструкции держателя имеются настроечные винты. Принцип работы устройства подобен газовой горелке или паяльной лампе, только из держателя через сопло выходит тонкая дуга с высокой температурой нагрева.
Составными элементами газовой сварки являются:
- Баллон с пропаном или другими разновидностями газов
- Баллон с кислородом, выступающий в роли катализатора
- Соединительные шланги
- Газовая резка или держатель, состоящая из бронзы, двух вентилей, калиброванного сопла
- Розжиг осуществляется посредством специального пьезоэлемента
К преимуществам использования рассматриваемого оборудования следует отнести следующие моменты:
- Простая конструкция, состоящая из газового баллона и держателя
- Отсутствие необходимости подключения оборудования к электрической сети
- Простота применения
- Возможность не только соединения деталей, но и их резка
В отличие от электрических устройств, газовое оборудование для сварки не способно обеспечить высокую скорость проведения работ. Кроме того, работы выполняются исключительно в ручном режиме. Как правило, сварка с использованием газа осуществляется преимущественно специалистами. Назвать оборудование мобильным нельзя, так как достаточно большой вес и габариты имеют газовые баллоны.
Плюсы и минусы инверторной сварки
Устройство инверторного сварочного аппарата обладает рядом несомненных преимуществ. Благодаря им данный тип оборудования получил широкое распространение как в промышленности, так и в домашнем использовании.
Как известно, все, что необходимо от сварщика – это плавное перемещение электрода над линией соединения без соприкосновения с поверхностью детали. Электрод должен находиться на расстоянии в несколько миллиметров от изделия.
На первый взгляд кажется, что подобная операция достаточно легка. На деле же этот простой процесс превращается в невероятно тяжелую процедуру. Это связано с особенностями работы в маске, в которую постоянно летят искры, не дающий контролировать процесс соединения с высокой точностью.
Применения простого трансформатора сопровождено некоторыми рисками, описанными ниже.
Таблица силы тока для сварки инвертором.
Так, например, касание электрода поверхности изделия приведет к короткому замыканию. Если подобное произойдет, то оторвать его будет достаточно тяжело. Придется приложить приличные усилия, в противном случае сработает теплозащита или, что еще хуже, загорится обмотка трансформатора.
В инверторе такой недостаток попросту отсутствует. Случайное прикосновение электрода к поверхности не повлечет за собой катастрофических последствий. Микропроцессор практически мгновенно отреагирует на падение напряжения и подплавит электрод. В результате оторвать его от детали не составит труда.
Если же соприкосновения не происходит, но электрод находится достаточно близка к поверхности конструкции, процессор распознает такой сценарий действий и прекратит поступление выходного напряжения. Это позволит избежать перегрева трансформатора.
Технологические достоинства
Устройство и принцип работы сварочного инвертора обладает рядом преимуществ по сравнению со своими традиционными аналогами, работающими по трансформаторной схеме, а именно:
- достаточно большая мощность, соизмеримая с низкочастотными трансформаторами;
- маленький вес и габариты, позволяющие без труда перемещать оборудование по цеху, мастерской или дому;
- широкие возможности по настройке параметров сварки;
- низкий расход электродов;
- высокая эффективность;
- возможность осуществления сварочного процесс в различных пространственных положениях;
- совместимость с разными типами электродов.
В любом случае повышенный комфорт сварки и возможность выполнения более качественной работы по достоинству оценит любой сварщик.
https://www.youtube.com/watch?v=5RmnsgUOL14
Недостатки
Как показано выше, принцип работы сварочных инверторов обладает множеством положительных моментов. В таком случае возникает вопрос: почему же многие сварщики до сих пор используют традиционные трансформаторные приборы?
Параметры сварочных инверторов.
Главной причиной такого положения вещей является высокая стоимость оборудования. Инверторы минимум в два раза дороже. Данный факт относится к ключевым при ответе не поставленный вопрос.
Еще одним недостатком сварочного инвертора является высокий процент выхода устройств из строя. Достаточно лишь загрязниться электронике – и аппарат может сломаться.
В связи с отмеченной проблемой возникает необходимость в постоянной чистке «внутренностей» с применением сжатого воздуха.
Маленькие размеры инструмента также не относятся только к плюсам. Есть и обратная сторона медали. Наличие большого количества электронных систем ограничивает возможность работы с устройством на открытой местности во время дождя или при повышенной влажности.
Плохая погода может попросту поломать прибор, а ряд дешевых устройств и вовсе не будет функционировать при отрицательных температурах. Работа в пыльных условиях также сопряжена с риском поломки.
Со сваркой тоже не все так гладко, как может показаться на первый взгляд. В первую очередь это относится к резке толстого металла. Если напряжение на выходе сварочного аппарата будет нестабильным, что связано с перепадами в сети, характерными для сельской местности, то преобразующий узел выйдет из строя.
Подобные агрегаты сильно востребованы в сельской местности, где постоянно появляются задачи, связанные с соединением тех или иных металлических изделий.
Высокая мобильность позволяет без труда использовать их во дворе, перенося устройство с одного места на другое. Однако отсутствие сервисных центров станет большой проблемой в случае выхода аппарата из строя.
Дефекты сварных швов
У начинающих сварщиков часто при выполнении швов встречаются ошибки, которые приводят к появлению дефектов. Некоторые из них критичны, некоторые — нет
В любом случае, важно уметь определить ошибку, чтобы затем исправить ее. Самые распространенные среди новичков дефекты — неодинаковая ширина шва и его неравномерное заполнение
Происходит это из-за неравномерных движений кончика электрода, изменении скорости и амплитуды движений. По мере накопления опыта эти недостатки становятся все менее заметными, через некоторое время вообще исчезают.
Другие ошибки — при выборе силы тока и величины дуги — можно определить по форме шва. На словах описать их сложно, проще изобразить. На фото ниже показаны основные дефекты формы — подрезы и неравномерное заполнение, прописаны причины, их вызвавшие.
Ошибки, которые могут возникнуть при сварке
Непровар
Одна из ошибок, которые допускают начинающие сварщики: непровар
Этот дефект состоит в неполном заполнении стыка деталей. Этот недостаток необходимо корректировать, так как он влияет на прочность соединения. Основные причины:
- недостаточный сварочный ток;
- высокая скорость движения;
- недостаточная подготовка кромок (при сварке толстых металлов).
Устраняется корректированием тока и уменьшением длины дуги. Подобрав правильно все параметры, от такого явления избавляются.
Подрез
Этот дефект — канавка вдоль шва на металле. Обычно возникают при слишком длинной дуге. Шов становится широким, температуры дуги для прогрева не хватает. Металл по краям быстро застывает, образуя эти канавки. «Лечится» боле короткой дугой или корректировкой силы тока в большую сторону.
Подрез в угловом соединении
При угловом или тавровом соединении подрез образуется из-за того, что электрод больше направлен на вертикальную плоскость. Тогда металл стекает вниз, снова образуется канавка, но уже по другой причине: слишком сильном нагреве вертикальной части шва. Устраняется снижением силы тока и/или укорочением дуги.
Прожог
Это сквозное отверстие в сварном шве. Основные причины:
- чересчур большой ток сварки;
- недостаточная скорость движения;
- слишком большой зазор между кромками.
Так выглядит прожог шва при сварке
Способы исправления понятны — пробуем подобрать оптимальный сварной режим и скорость движения электрода.
Поры и наплывы
Поры выглядят как небольшие отверстия, которые могут группироваться в цепочку или быть раскиданы по всей поверхности шва. Являются недопустимым дефектом, так как значительно снижают прочность соединения.
Поры появляются:
- при недостаточной защите сварной ванны чрезмерном количестве защитных газов (электроды низкого качества);
- сквозняке в зоне сварки, который отклоняет защитные газы и кислород попадает к расплавленному металлу;
- при наличии загрязнений и ржавчины на металле;
- недостаточной разделке кромок.
Наплывы появляются при сварке с присадочными проволоками при неправильно подобранных режимах и параметрах сварки. Представляют собой затекший металл, который не соединился с основной деталью.
Основные дефекты сварных швов
Холодные и горячие трещины
Горячие трещины появляются в процессе остывания металла. Могут быть направлены вдоль или поперек шва. Холодные появляются уже на холодном шве в тех случаях, когда нагрузки для этого типа шва чересчур велики. Холодные трещины ведут к разрушению сварного соединения. Эти недостатки лечатся только повторной сваркой. Если недостатков слишком много, шов срезают и накладывают повторно.
Холодные трещины ведут к разрушению изделия
Подготовка к практическим занятиям ↑
Навыками сварщика овладевают в основном на практике. Потому необходимо знать, чем нужно запастись начинающему сварщику, получившему теоретические сведения и желающему применить знания.
Внимание. Сварка сопряжена с опасностью получения ожогов от брызг расплавленных металлов, с отравлением токсичными выделениями, с вероятностью поражений электротоком. Излучение может вызвать ожог роговицы глаз
Тщательно подготовьтесь без экономии на экипировке и оборудовании
Излучение может вызвать ожог роговицы глаз. Тщательно подготовьтесь без экономии на экипировке и оборудовании.
Работа сварщика сопряжена с угрозой травмирования, отравления газом, получением ожогов
Для практических занятий можно сделать сварочный агрегат собственноручно. Но если и в этом деле нет практики, желательно взять в аренду или купить сварочное оборудование с устройством плавной регулировки показателей силы тока, максимальные значения которого около 160 А. Научиться мастерству сварщика помогут:
- Сварочный трансформатор, осуществляющий преобразование переменного тока, поставляемого сетью, в переменный ток сварочного процесса. У простого в обслуживании, производительного, дешевого агрегата есть недостатки: он не обеспечивает высокую стабильность дуги, «просаживает» напряжение, отличается излишней тяжестью.
- Сварочный выпрямитель, действие которого основано на получение постоянного тока сварки за счет преобразования переменного тока сети. В отношении набора недостатков и достоинств агрегат аналогичен предыдущему варианту, но лучше поддерживает стабильность дуги, благодаря чему у сварочных швов повышается качество.
- Сварочный инвертор, поставляющий для сварки постоянный ток и напряжение, полученное в результате преобразования переменного тока. Это легкий компактный аппарат с плавной регулировкой параметров тока, быстродействующее и производительное оборудование с легким зажиганием.
Выбор сварочного оборудования должен производится исходя из нужд
Бывалые сварщики советуют купить инвертор. Он и места много не займет и в обучении лучше поможет. Посмотрите ролик о том, как подобрать аппарат, как подготовиться и как научиться варить электросваркой – видео поможет наглядно представить начало практического курса.
Дуговая сварка выполняется с использованием плавящихся электродов. Их функция заключается в подведении тока ко шву. Основным компонентом автоматической или полуавтоматической сварки может служить порошковая проволока, механизированным способом поставляемая в зону плавления по мере использования. Однако большинство обучающих курсов рекомендуют начать с электродов, выпускаемых в виде твердых стержней со специальным плавящимся покрытием. С ними можно быстрее «набить» руку и получить навыки в формировании четких ровных наплавленных линий.
Сварочные электроды в виде металлических стержней — оптимальный выбор для начинающих
Оптимальными для начинающих признают электроды-стержни с диаметром 3 мм. Для работы с более «толстыми» электродами потребуется мощное оборудование. Стержни с сечением 2 мм используют для сварки деталей из тонколистового металла. Не стоит использовать старые, завалявшиеся у кого-то компоненты дуговой сварки, а если они к тому же отсырели, вообще толку не будет.
Будущему сварщику обязательно нужен защитный щиток или маска сварщика. Они оберегут глаза от ожогов, получаемых из-за воздействия яркого излучения, и кожу лица от раскаленных металлических брызг.
Для практических занятий потребуется защитный щиток или маска сварщика
Кожу рук тоже нужно защитить от попадания обжигающих брызг расплавленного металла. Нужны рабочие брезентовые рукавицы или замшевые перчатки (трикотажные и х/б не подойдут).
Костюм или халат со штанами должны быть из плотного материала, лучше всего из толстого брезента высокой плотности.
Для практических занятий предпочтительно, но необязательно расположиться на улице. Все возгораемые предметы в районе работ и вероятной досягаемости искры нужно убрать.
Виды швов
Соединительные швы бывают:
- тавровые;
- стыковые;
- угловые;
- внахлёст.
По расположению сварные швы делятся на: потолочные, горизонтальные, вертикальные. (рис. 3)
рис.3
Горизонтальный шов самый простой, электрод опускается к низу под углом 60-70 градусов. ( рис. 4)
рис.4
Вертикальный шов – электрод ведут по вертикали снизу-вверх или сверху-вниз. Лучше держать электрод под углом 45-50° вниз от вертикального положения, чтобы металл не стекал. Желательно делать шов одним прогоном. (рис 5).
рис.5
Потолочный шов – самый сложный. Сварочная ванна располагается вверху, над сварщиком и перевёрнута вверх дном. Движение электрода производится на себя, на очень короткой дуге. Желательно варить электродами 3-4 мм.(рис. 6)
рис.6
Технология сварочных работ

процесс крепления металлов
Объемы ванны зависят непосредственно от формы краев соединяемых поверхностей, режима сварки, положением изделий в пространстве, скорости движения электрода, и т. д. и составляет в ширину 7-15 мм, глубиной около 5 мм и длиной 11-32 мм.
Сгорать от повышенной температуры металлу не позволяет газовый слой, который образуется при расплавке обмазки электрода, он полностью вытесняет кислород из участка плавления. После удаления сварочной дуги металл кристаллизуется и появляется общий шов деталей, защищенный слоем шлака, его после охлаждения удаляют.
Основные преимущества электродуговой сварки:
- доступность;
- возможность варки разных материалов без переналадки устройства;
- хорошая производительность;
- доступные расходные материалы;
- отличное качество шва.
К минусам этого метода можно отнести необходимость подготовки свариваемых краев и непременное наличие электричества.
Теперь о дуге и электродах
Быстро поджечь и правильно держать дугу – самое, пожалуй, важное дело для успешной сварки инвертором. Дуга не должна прерываться – вот за чем нужно следить при приближении электрода к плоскости заготовки
В этом случае следует постучать электродов подольше, чтобы пленка разбилась. Зависимость между сварочным током и диаметром электрода легко просчитать с помощью таблиц, которые присутствуют в сети в огромном количестве.
Функциональная схема сварки инвертором.
Если у вас продвинутая модель инвертора, то она снабжена дополнительными функциями, которые отлично облегчают жизнь новичкам и всем остальным.
Вот эти продвинутые функции:
- Функция «Горячий старт» или HotStart облегчает поджиг электрической дуги.
- Антизалипание или форсаж дуги включается при слишком быстром приближении электрода к поверхности металла. Эта функция повышает уровень тока.
- Антистик или AntiStick наоборот, отключает ток для профилактики перегрева сварочного аппарата.
Учиться лучше на самой простой форме шва – ниточном шве, для которого электрод нужно вести ровно без каких-либо колебательных движений.
Как только вы начнете чувствовать себя уверенно с ниточной технологией, можно приступать к сварке металлов с колебательными движениями в разных конфигурациях – их существует несколько.
Чтобы шов вышел качественным и эстетичным, в его конце следует сделать пару-тройку колебательных движений в сторону металлической наплавки. Таким образом можно избежать образования кратера.
Особенности сварки тонколистовых металлов
Сварка тонколистовых металлов более сложна, так как такой металл легче прожечь. Рекомендуется выполнять следующее:
- Варят в режиме обратной полярности, величина силы тока минимальна.
- Чем меньше длина шва, тем меньше коробление, поэтому варят прерывистым швом, иногда перемещаясь в другую зону стыка.
- При сварке встык добиваются минимального зазора между кромками.
- При сварке внахлёст плотно прижимают листы друг к другу во время сварки, чтобы не допустить зазора.
- В случае, если толщина металла не превыщает 1,5 мм, то рекомендуется использовать сварочные полуавтоматы с проволокой, так как обычные электроды будут прожигать заготовку.
Ручная дуговая сварка – сложный процесс, но при должном старании можно научиться этому делу.
Зажигание дуги
Затем нужно включить инвертор. Эта самая простая процедура при электросварке выполняется включением тумблера. Значение тока следует выставить регулятором, который легко увидеть на лицевой панели агрегата. Для выбранного электрода подойдет сила тока, равная 100 А. Опустите маску и приступайте.
Прежде всего, нужно отработать навык зажигания дуги. С новым электродом это делается простым резким проведением им по детали. Вспомните, как вы зажигаете спички. Если электрод уже был в употреблении, то нужно им постучать по поверхности металла. Бывает так, что электрод в руках у новичков прилипает к металлу. Это легко исправляется резким наклоном электрода в сторону. В случае, если оторвать не получилось, нужно выключить инвертор. Тогда места слипания исчезнут сами.
Разожженный электрод образует сварочную дугу. Для ее поддержания, нужно научиться выдерживать расстояние до металла в 3-5 мм. При приближении может случиться замыкание, сопровождающееся прилипанием. При отдалении исчезнет дуга.
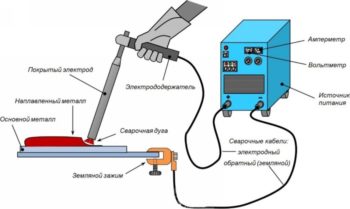
Что такое электросварка?
Электрическим называют один из методов сварки, когда для нагрева и последующего расплавления металлов применяется электрическая дуга. Температура последней доходит до 7000°С, что намного превышает температуру плавления большинства металлов.
Процесс электросварки протекает следующим образом. Для образования и поддержания в рабочем состоянии электрической дуги подается ток от сварочного прибора к электроду.
В процессе сварки основной металл и металлическая сердцевина электрода расплавляются и перемешиваются, образуя прочный и неразрывный шов (+)
Когда электродный стержень касается свариваемой поверхности, проходит сварочный ток. Под его воздействием и воздействием электрической дуги электрод и металлические кромки свариваемых элементов начинают плавиться. Из расплава образуется, как говорят сварщики, сварочная ванна, в которой расплавленный электрод перемешивается с основным металлом.
На поверхность ванны всплывает расплавленный шлак, который образует защитную пленку. После отключения дуги металл постепенно остывает, образуя шов, покрытый окалиной. После полного остывания материала ее счищают.
Для сварки могут использоваться неплавящиеся и плавящиеся электроды. В первом случае для образования сварочного шва в расплав вводят присадочную проволоку, во втором этого не требуется. Для образования и последующего поддержания в рабочем состоянии электрической дуги используется специальное оборудование.
Навыки на поприще сварщика в бытовых условиях требуются для выполнения обширного ряда работ: