Как правильно спаять отопление и водопровод из полипропилена
Содержание:
- Основные принципы технологии
- Ошибки при пайке пластиковых труб
- Как поступают с армированием?
- Срок хранения меда в стеклянной таре при комнатной температуре
- Металлопластик
- Раскрой и изготовление
- Ставим детали на прогрев
- Как запаять дырку в трубе
- Как подготовить паяльник к работе
- Подготовка к монтажу водопровода из полипропиленовых труб
- Как правильно наносить герметик в ванной
- Практический этап пайки и сборки водопровода
- Способы пайки
- Необходимость очистки дымохода
- Какими свойствами должен обладать герметик для ванны
- Особенности пайки армированного полипропилена
- Пошаговое описание пайки пластиковых труб
- Дизайн и декор: варежки, бабочки
- Виды герметиков
- Как подбираются насадки для пайки полипропиленовых труб
Основные принципы технологии
Самое важное правило, о котором стоит помнить – это то, что полипропилен имеет свойство терять свои качества при перегреве. Несмотря на все положительные качества этого материала, он очень плохо переносит термическое воздействие
Температура диффузии молекул пластика этого типа – 140 градусов. При перегреве соединение может истончаться.
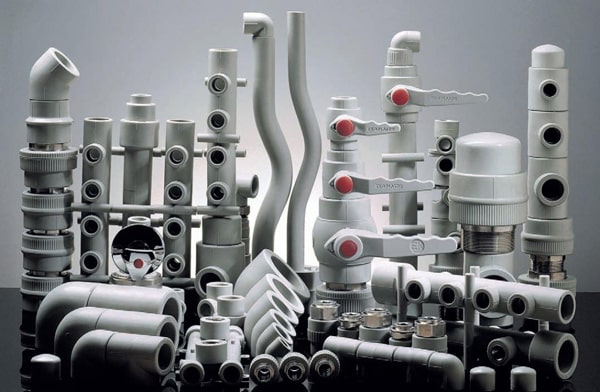 Фото — фитинги и прочие соединители для полипропилена
Фото — фитинги и прочие соединители для полипропилена
Именно поэтому полипропиленовые соединения не рекомендуется использовать для отопления, где рабочий процесс осуществляется в температуре более 120 градусов. Если нет других вариантов, то используйте армированные материалы, которые более прочны к высоким температурам.
Правила пайки:
- Специалисты отмечают, что соединяя фитинги и полипропиленовые коммуникации в домашних условиях, нужно использовать температуру 95 градусов, при этом трубы, армированные стекловолокном, могут быть сварены при 100–120 градусах;
- При работе с диаметром до 63 мм (наиболее часто встречаются в системах холодного водоснабжения), нужно использовать электромуфтовую сварку;
- Строго придерживайтесь отведенного времени воздействия. Если превысить его более, чем на 2 секунды, то пластик может расплавиться и труба просто не войдет в фитинг. Придется обрезать её;
- Продолжительность и температура паяльного процесса выбирается исходя из диаметра и толщины стенок пластика.
Правильно подобрать нужную температур, при которой можно паять полипропилен, поможет специальная таблица:
| Диаметр, мм | 16 | 25 | 40 | 63 | 90 |
| Нагрев, с | 5 | 7 | 11 | 24 | 39 |
| Пауза, с | 4 | 4 | 4 | 6 | 6 |
| Охлаждение, с | 120 | 120 | 240 | 360 | 360 |
Эти показатели являются приблизительными и могут изменяться в зависимости от типа материала и рабочего инструмента. В данном случае они даны на паяльник с мощностью 1800 Вт. Это не профессиональный инструмент, поэтому для более высокотехнологичного оборудования параметры времени подбираются уменьшенными.
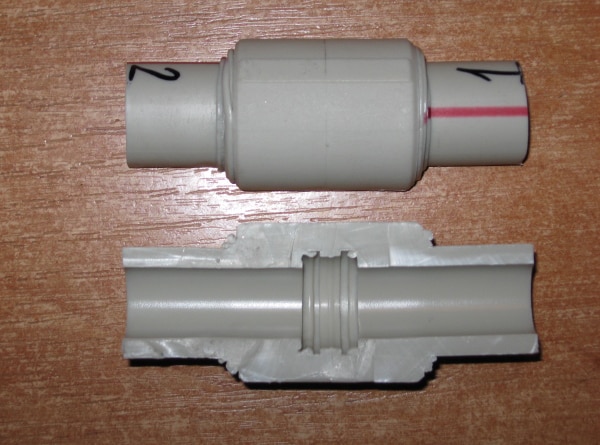 Фото — правильное соединение
Фото — правильное соединение
Видео: как паять своими руками полипропиленовые трубы
Ошибки при пайке пластиковых труб
Неопытный сантехник или хозяин, который решил провести работы по монтажу полипропиленовой водопроводной линии своими руками, часто совершает ошибки, не зная полностью технологии пайки труб и не умея работать с паяльником.
К наиболее распространенным можно отнести следующие ошибки.
Рис. 8 Отличия бюджетных и дорогих утюгов
Неправильный выбор паяльника
Наиболее популярными и недорогими аппаратами для пайки являются электромуфты с насадками для разных диаметров ППР. При покупке и эксплуатации необходимо учитывать следующие факторы:
- Приобретать аппарат нужно с удобным держателем, чтобы можно было его легко и быстро установить на место при самостоятельной работе. Это сократит время нахождения нагретых элементов в расстыкованном состоянии, которое может привести к холодной сварке и дальнейшей разгерметизации.
- Также используемые агрегаты лучше выбрать с таким размещением регулятора и кнопок включения, чтобы при работе их не задеть рукой, сбив при этом температуру или отключив нагрев.
- Если аппарат используется для постоянного использования, лучше приобретать дорогую модель с качественными тефлоновыми насадками – это исключит прилипание полипропилена и повысит качество соединений.
Рис. 9 Таблица нагрева ППР
- Современные аппараты выпускаются с электронными индикаторами, поддерживающими постоянную температуру при помощи встроенного процессора, которая отражается на его табло. Данный фактор также способствует повышению качества пайки, чье время определяется исходя из степени нагрева муфт, которое невозможно определить на агрегатах старого образца.
- Аппарат должен поддерживать заданную температуру, которая повышается с увеличением диаметра труб. Многие китайские утюги имеют завышенные температурные параметры, что следует учитывать при выборе производителя, одними из лучших агрегатов по соотношению цена и качество считается модели турецкого производства.
- Форма утюга и расположение муфт играют важную роль в случаях, если производится сварка полипропиленовых труб в труднодоступных местах. Более узкий утюг и размещение муфт на краю заостренного конца в этом случае значительно удобнее в работе.
Перепай
Передержка в паяльнике элементов свыше положенного времени приводит к тому, что их поверхность перегревается и после соединения, сопровождающегося чрезмерным усилием, трубный проход забивается расплавленным пластиком. Если такая ошибка произошла на большом количестве стыков отопительных или водопроводных трубопроводов, система не сможет нормально функционировать. Для того, чтобы избежать данной ситуации, следует четко соблюдать указанные в инструкции временные интервалы для каждого вида и диаметра труб и провести несколько пробных спаек небольших отрезков.
Рис. 10 Дефекты пайки ППР
Малый нагрев, неправильный угол и другие ошибки
Многие новички совершают достаточно большое количество ошибок, к которым можно отнести следующие:
- Пайка около стен грязных элементов или с оставшейся в линии водой, при этом из-за грязи или водяного охлаждения пластик плохо соединяется и в дальнейшем происходит разгерметизация стыка.
- Недостаточное углубление труб в раструбы большего диаметра. Нередко возникает при мелкой ошибке в случае монтажа кранов – если его вентиль не повернуть на небольшой угол, воздух в стыкуемом участке не будет иметь выхода, препятствуя полному погружению монтируемого участка в отверстие.
- При недостаточном нагреве соединяемых элементов пластик не будет иметь единой структуры и произойдет разгерметизация стыка. Определить данный дефект можно по отсутствию юбочки у кромки фитингов с большим диаметром.
- При ручной стыковке элементов следует выдерживать единую ось – в противном случае перекосы приведут к недостаточной плотности и разгерметизации.
- Также стыкуемый участок после соединения следует выдержать определенное время в неподвижном состоянии до полного остывания.
Рис. 11 Способ ремонта полипропиленовых труб разогревом поверхности ремонтируемой трубы насадкой
Для качественной пайки в труднодоступных местах большое значение играет качественный выбор паяльника – модель должна обеспечивать удобный доступ и необходимую температуру нагрева без прилипания ППР. Для удобства все работы делят на два этапа – вначале монтируют длинные цепи в удобном месте, а затем переходят к стенам, стыкуя участки на весу.
Как поступают с армированием?
Любой слой алюминия — на поверхности либо в глубине полипропилена — автоматически сделает пайку невозможной. Если армирование находится на поверхности, то труба не войдет ни в сопрягаемый элемент, ни в нагревательную муфту. Этот слой счищают до основного материала.
Наружная защита

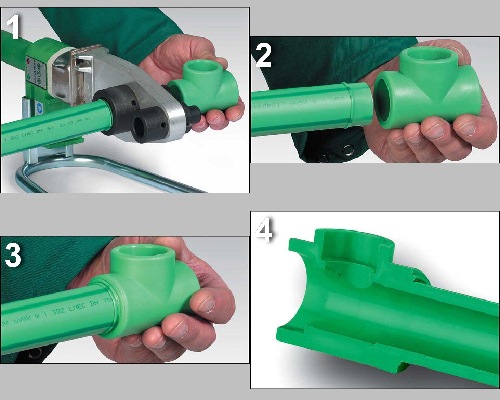
Трубу вставляют в шейвер, затем начинают проворачивать, удаляя мешающий слой металла. Обработку заканчивают, когда изделие упирается в дно инструмента. В этом случае необходимости в предварительной разметке нет. Готовую, прогретую трубу вставляют в соединительный элемент до упора: нельзя оставлять снаружи даже миллиметр незащищенного материала.
Внутренняя защита
Алюминий, спрятанный в толще, тоже требует обрезки: металл, контактирующий с водой, в скором времени начнет корродировать, а жидкость станет причиной надувания пузырей. В этом случае задача инструмента — закрыть торец расплавленным полипропиленом. Торцеватель вырезает 1,5-2 мм фольги у края трубы, чтобы при сопряжении деталей это место занял пропилен.
Трубы, имеющие в роли защитника стекловолокно, в дополнительно обработке перед пайкой не нуждаются.
Срок хранения меда в стеклянной таре при комнатной температуре
Металлопластик
Достоинства и недостатки
Эти трубы дешевы и красивы, легко собираются в водопровод и не требуют для этого специального инструмента. Однако в силу как особенностей материала, так и монтажа часто через несколько сезонов текут на .
Стандарты и размеры
Сортамент на трубы из металлополимеров стандартом ГОСТ Р 53630-2009 «Трубы напорные многослойные для систем водоснабжения и отопления» не регламентируется; ГОСТ указывает лишь стандарты качества трубы .
Фактический же сортамент трубный продающихся в России изделий из металлопластика сводится к шести типоразмерам: 16, 20, 26, 32, 40 и 50 мм.
Раскрой и изготовление
Ставим детали на прогрев
Когда сварочный аппарат достигнет рабочего режима, загорится лампочка. Труба вставляется в муфту, а фитинг – на дорн. Если провести такую работу одновременно довольно сложно, сначала монтируется тяжелый соединительный элемент.
Сварочные детали обязательно имеют небольшой припуск, который начинает выдавливаться при их монтаже. Так получается кольцеобразный валик (грат). Чтобы сдвинуть такое кольцо, нужно приложить некоторые усилия, но делать это следует плавно и медленно, чтобы грат приобрел правильную форму. Фитинг, свободно надевающийся на дорн и не образующий кольцеобразного валика, считается бракованным.
При монтаже детали требуется обязательно следить за глубиной установки. Как только элемент упрется в вершину дорна, нужно прекратить давление, иначе можно повредить торец трубы и помять ограничитель фитинга. Чтобы контролировать глубину погружения детали в муфту, на некотором расстоянии от торца делается соответствующая отметка. Однако эта процедура необязательна, так как в основном фитинг вставляется в оправку, пока не коснется упора.
После того как детали были установлены в муфту аппарата и его дорн, нужно выждать несколько секунд, пока поверхности хорошо не оплавятся
Важно правильно определить продолжительность нагрева. Этого времени должно хватить для получения вязкого и текучего состояния полипропилена
Если период нагрева будет слишком большим, детали станут очень мягкими. Изготовители пластмассовых труб разработали специальные таблицы, в которых обозначено время нагрева для определенной марки полипропилена. В этом случае учитываются также толщина стенки и сечение трубы.
Когда совмещаются фитинги с цилиндрическими изделиями, угол проворачивания деталей не должен превышать 5 градусов. Если стык сделан правильно, грат будет иметь одинаковую толщину со всех сторон.
Как запаять дырку в трубе
Во время ремонта могут возникнуть различные непредвиденные ситуации, например, трубопровод был случайно продырявлен. Эту проблему можно решить при условии, что отверстие получилось небольшим.
Первый вариант заделки конструкции подразумевает следующие действия. Сначала поверхность сушим и обезжириваем. Затем берем еще одну трубу того же производителя и разогреваем ее и образовавшуюся дырку. Далее отверстие запаиваем с помощью паяльника или подручных средств, например, горелки. Если труба армированная, фольгу нужно срезать. Но также можно установить муфту.
Второй вариант пайки дырки в цилиндрическом изделии из ПП представлен на видео ниже.
Как подготовить паяльник к работе
Сперва сварочный аппарат нужно хорошо закрепить. Когда начинается прогрев, детали подвергаются давлению, которое передается паяльнику
Чтобы было удобнее работать, важно обеспечить аппарату неподвижность
На инструмент надевается нагревательная пара. Далее устанавливается нужная температура нагрева, подается напряжение. Когда свариваются трубы из ПП враструб, температура нагрева должна быть в пределах 260±10 °С, что превышает значения, при которых полипропилен становится вязким и текучим.
Таким образом происходит быстрое оплавление верхнего слоя трубы совместно с фитингом. В результате деталь легко снимается без прогрева всей толщины стенки. При другом значении температуры, когда элементы становятся мягкими, выполнить соединение будет невозможно.
Подготовка к монтажу водопровода из полипропиленовых труб
Можно с уверенностью сказать, что качественная подготовка к сборке разводки во многом определяет ее работоспособность и долговечность.
Смотреть видео
Кроме того, одной из основных задач этих мероприятий является просчет реальной потребности в элементах водопровода.
Выбор схемы подключения
В настоящее время распространены две основные схемы монтажа трубных разводок:
Тройниковая – при ней каждый потребитель воды подключается к центральной трубе, соединенной со стояком. Для этого используются тройники.
Недостатком такой схемы является то обстоятельство, что при одновременном открытии нескольких кранов давление в питающей трубе резко снижается и поступление воды в каждом из них снижается. Особенно страдают точки разбора, удаленные от стояка.
Тройниковые схемы применяются в квартирах или небольших частных домах. Из преимуществ можно назвать простоту монтажа и сравнительно небольшой расход материалов.
Коллекторная схема разводки. Такой способ формирования водопроводной сети заключается в том, что от стояка питающая труба проводится к топографическому центру водопроводной системы и оканчивается установкой гребенки.
Гребенка представляет собой короткий патрубок с установленными на нем отводами с резьбой под шаровый кран. Таким образом, формируется распределительный узел, от которого выполняется разводка к точкам потребления.
В итоге имеется возможность перекрытия любой точки водопотребления отдельно. Остальная система продолжает функционировать в обычном режиме с одинаковым расходом воды.
Температурные режимы эксплуатации
Производители продукции для водопроводов декларируют максимальную температуру теплоносителя в 95 градусов. Однако физические свойства материала несколько отличаются от этого показателя.
Рабочая температура в паропроводах составляет именно 175 градусов.
Казалось бы, что может быть лучше? Но особенность материала заключается в том, что от температуры в 135 градусов он начинает размягчаться. Разводки начинают провисать, утончаться и в конечном итоге наступает разрыв.
Производители полипропиленовых труб официально декларируют значительно более низкую допустимую температуру, желая застраховать свои изделия и сделать их более долговечными.
Нужно заметить, что в правильно обустроенном жилище с достаточной тепловой защитой стен, такой рабочей температуры вполне достаточно.
Следует заметить, что в системах отопления целесообразно использовать армированные полипропиленовые трубы, обладающих рядом преимуществ:
- Стабильность линейного расширения элементов водопровода под воздействием тепловых и механических нагрузок. Они без заметных изменений выдерживают давление до 10 атмосфер.
- Срок службы армированного трубопровода, постоянно находящегося под давлением при повышенной температуре в разы превышает аналогичный показатель неармированной продукции.
- Температура плавления в тех и других изделиях одинакова, но при равных условиях труба без армирования разрушается, а армированная нет.
Как правильно наносить герметик в ванной
Практический этап пайки и сборки водопровода
Приняв во внимание вышеуказанные рекомендации можно переходить к непосредственному монтажу водопровода или линий циркуляции теплоносителя. Считаем, что зона проведения работ уже подготовлена: старые коммуникации демонтированы, рабочее место освобождено от мусора и посторонних предметов, в непосредственной близости размещен необходимый запас материала и инструментов
- На аппарате для сварки полипропиленовых труб устанавливаем насадки-матрицы с диаметрами соответствующими решаемым задачам. Выставляем регулятор в температуры в требуемое положение и включаем аппарат. Ожидаем 2-3 срабатываний термореле, чтобы насадки успели хорошо прогреться. Первый паечный стык лучше опробовать на специально запасенных фитингах, так как возможно потребуется корректировка температуры нагрева инструмента.
- Нарезаем трубные заготовки непосредственно под каждое их соединение. Не следует делать это заранее для всех участков системы, даже имея на руках тщательно продуманную схему с точными промерами. На практике при прокладке пластиковых водопроводных труб всегда приходится корректировать длину отдельных элементов.
- Работа с ПП-материалами от разных производителей происходит, в общем, одинаково. Может лишь потребоваться некоторая корректировка температуры пайки полипропиленовых труб из-за незначительных отличий в их тугоплавкости. Армированная алюминием продукция подлежит зачистке: шайвером от внешнего покрытия, торцевателем от внутреннего. Для улучшения качества сварного шва рекомендуется использование фаскоснимателя. Он может быть дополнительным инструментом либо совмещенным с шайвером или торцевателем.
- Следует очистить трубы на ширину сварочного пояса. Его величину можно определить по размеру рабочей части насадки матрицы или замерив посадочную глубину внутри муфтовых частей фитингов. Для очистки можно использовать чистую сухую ветошь. Дополнительное обезжиривание (спиртом, изопропанолом, специальными растворителями) позволит гарантированно получить гомогенное соединение без жировых или грязевых включений. Кроме того, обезжиривание мест под сварочный пояс позволит дольше уберечь насадки от нагара.
- Опираясь на рекомендации таблицы времени сварки (Таблица 3), труба и муфта разогреваются на насадках-матрицах. Слегка проворачивая, аккуратно снимаем детали и без задержек вставляем одну в другую. В процессе соединения полипропиленовых труб их уже не следует проворачивать. Это может вызвать неравномерное распределение пластмассы в зоне сварочного пояса, что чревато нарушением его целостности.
Способы пайки
На практике сегодня применяется пара основных способов, обеспечивающих долговечное и надёжное стыкование свариваемых элементов:
- муфтовый;
- прямой.
Первый вариант – это сварка полипропиленовых трубопроводов посредством фасонного изделия (муфты) или трубы, имеющей достаточный внешний размер. Данный способ целесообразен для пластиковых трубопроводов незначительного диаметра. Он заключается в расплавлении внешней стороны элементов и внутренней части муфты, что обеспечивает гарантированно плотный стык.
Прямая сварка предполагает расплавление концевой части пластиковых труб с одинаковым диаметром, а также их последующее стыкование торцевыми поверхностями. Особенностью метода является необходимость выполнять сварку с предельной точностью обработки всех стыкуемых участков и их соединения друг с другом.
Необходимость очистки дымохода
Независимо от того, насколько качественно был установлен дымоход, его все равно нужно периодически прочищать. Другое дело, что при грамотном подходе к монтажу отопительной конструкции без очистки можно обойтись несколько лет. Чтобы очистка дымохода камина требовалась как можно реже, нужно соблюдать правила эксплуатации оборудования – например, не стоит использовать для отопления влажные дрова, и уж тем более не стоит класть в огонь различный мусор. Кроме того, нежелательно растапливать печь древесиной хвойных пород – в ней содержится смола, которая будет интенсивно откладываться на стенках дымохода.
О проблемах в дымоходе могут сигнализировать следующие факторы:
- Первым признаком того, что дымоотводный канал засорился, является потемневший дым, выходящий из трубы. При нормальной работе отопительного оборудования и использовании подходящей сухой древесины дым будет прозрачным или белым.
- Второй признак – отсутствие звука горящих дров. Кроме того, огонь в таком случае будет иметь темно-оранжевый оттенок.
Заметив одно из этих явлений, нужно в первую очередь заняться исследованием трубы на предмет засорения, чтобы понять, как почистить дымоход. Для этого обычно используется прочистная гиря, диаметр которой совпадает с размерами трубы. Если гиря легко заходит в трубу, то с дымоходом все в порядке, но если она останавливается на определенном этапе, то явно есть необходимость в очистке конструкции.
Есть пара способов, благодаря которым чистка дымоходов печей и каминов откладывается на некоторый срок:
Какими свойствами должен обладать герметик для ванны
Ванная комната — помещение, в котором царит повышенная влажность. Поэтому при выполнении ремонтных работ нужно использовать материалы, устойчивые к влажной среде.
Высокая влажность приводит к возникновению болезнетворных бактерий, оказывающих негативное воздействие на здоровье. Если не провести герметизацию, в стыках между плиткой и сантехникой накапливается конденсат и появляется плесень. Не все материалы, представленные в магазинах, подходят для проведения герметизации в ванне.
К герметикам для ванны предъявляются строгие требования:
- стойкость к влаге — герметик не должен терять свои свойства при контакте с водой.
- высокая адгезия — прилипание к различным поверхностям (керамическая плитка, стекловолокно, стекло, ПВХ)
- эластичность — герметик должен быть хорошо эластичен.
- температура использования — материалы для обработки стыков должны отличаться стойкостью к перепадам температур.
Особенности пайки армированного полипропилена
Теперь понятно, как проводится спайка труб из полипропилена с толстыми стенками. Будет полезным узнать, как правильно спаять пропиленовые изделия для отопительной системы с канифолью. Отличие в спайке армированных элементов от обычных заключается в том, что с каждого участка соединения нужно убрать фольгу из алюминия. Иначе качество спайки будет плохим.
Затем спайка выполняется как обычно. Если же слой алюминия расположен внутри полипропилена, то применяется специальный торцеватель. Он забирает с торца элемента слой материала внутри и сравнивает торец изделия, создавая крепкое соединение. В той ситуации, если трубопровод армирован стекловолокном, спайка элементов ничем не отличается от работы с трубами, которые не имеют армирования.
В процессе работы следует учесть такие особенности:
Высококачественная пайка может получиться только на сухих изделиях. Присутствие капель влаги может окончательно испортить крепление.
Насадки на паяльнике должны быть прикреплены очень плотно. Если этого не сделать, то оборудование быстро испортится.
При нагревании полипропилен слегка сжимается, поэтому длина отрезка трубопровода может сократиться на 1 мм
Важно сделать при расчётах небольшой запас по длине.
Трубопроводы правильно соединять горизонтально. Так получится предотвратить непроизвольные сдвиги соединяемых элементов.
Полиуретановые трубы обладают отличными эксплуатационными качествами
Чтобы сделать пайку по вертикали, паяльник должен вертикально держать мастер, а его помощник — соединять отрезки труб
Важно не перегревать паяльник, так как уже при температурном режиме 270ᵒС пластик может начать разрушаться. Если требуется соединить между собой полипропилен и металл, то применяют комбинированные фитинги
К одному концу изделия прикрепляется труба из металла, а другой его конец припаивается к полипропиленовому изделию. В помещении, где идет работа по монтажу полипропиленового трубопровода, должна удерживаться положительная температура.
Пошаговое описание пайки пластиковых труб

- 220 °С для полиэтиленовых изделий;
- 260 °С для полипропиленовых изделий.
Важно! Рассчитайте схему трубопровода так, чтобы большинство соединений можно было сделать на паяльнике, установленном стационарно. Это намного удобнее, нежели работать на весу
Итак, пошаговое описание процесса пайки:
- Распланируйте, отмерьте и нарежьте нужные отрезки труб специальными ножницами, а также приготовьте фитинги и уголки;
- Паяльник с подставкой удобнее всего разместить на рабочем столе. Теперь нужно установить насадки по размеру трубы и фитинга на нагревательный элемент. На специальной подставке закрепляются насадки по порядку их применения, чтобы во время работы не нужно было их долго искать;
- Паяльник нужно включить в сеть и выставить нужную температуру с помощью регулятора. Прежде чем приступать к работе, нужно дождаться полного прогрева паяльника, иначе качественных швов не получится;
- Нагрев занимает около 20-ти минут, об этом оповещает светодиодная лампочка;
Внимание! Работайте с паяльником в перчатках, чтобы избежать ожогов, что неизбежно на первых порах
- Теперь необходимо произвести замеры глубины фитинга и отметить от конца трубы это же расстояние. Это избавит вас от проблем продавливания разогретой трубы в фитинг. В дальнейшем, когда у вас будет опыт хотя бы несколько удачных соединений, вы сможете интуитивно чувствовать упор в стенку фитинга и обходится без этих пометок;
- Чтобы труба входила в фитинг легко, сделайте ее конце фаску при помощи фаскоснимателя. В армированных вариантах, где фольга находится сверху, нужно снять алюминиевую фольгу до уровня отметки;
- Все отрезки, которые будут соединяться, обработайте спиртом или ацетоном для обезжиривания и удаления грязи;
- Трубу и фитинг вставьте одновременно в раскаленную насадку паяльника для прогрева. Чтобы не ошибиться со временем, нужно пользоваться таблицей прогрева. Имея некоторый опыт, это время можно будет определять «на глаз»;
Температура. Не проводите работы по пайке пластика при минусовой температуре.
- Прогретую трубу вставьте в прогретый фитинг, производя уверенное поступательное движение, но ничего не проворачивая. Нужно выждать время для спайки пластика и оставить эту конструкцию до полного остывания.
- Фитинги с резьбовыми соединениями нужно заделывать ФУМ-лентой при скручивании.
Тефлон. После каждой пайки двух деталей проверяйте насадки паяльника на остатки пластика. Его нужно удалить деревянным предметом, но ни в коем случае не металлическим скребком. Так можно испорить прибор, и пластик будет прилипать к насадкам, ведь они имеют тефлоновое покрытие.
Как видите, ничего сложного в этом процессе нет, но все-таки некоторая осведомленность и сноровка нужна. Ознакомившись с видео, пошаговым описание пайки и приведенными советами, а также найдя несколько ненужных отрезков, вы можете потренироваться в пайке. Если выполняя настоящие соединения системы, вы почувствуете неладное, то лучше все срезать и спаять заново. Хорошо спаянные трубы прослужат действительно очень долго, как и обещают производители.
https://youtube.com/watch?v=ooY-UcQuIbU
Дизайн и декор: варежки, бабочки
Изготавливая прихватки для кухни, важно помнить, что это не просто кусок ткани. Это важная деталь интерьера, интересный элемент декора
Замечательно показывает себя в быту двухсторонняя прихватка. У ее владельцев не возникает вопросов, какой стороной ее вешать, чтобы было красиво.
Подбор рисунка для прихватки – непростая задача. Крупный рисунок нужно уметь правильно и красиво расположить. Если шьете комплект из одинаковых прихваток-варежек, нужно поместить рисунок на обе рукавички симметрично.
В качестве элементов декора можно использовать бисер, кружево, тесьму и тому подобные детали. Дело ограничивается лишь вашей фантазией. Главное не переусердствовать. Все же основная функция прихватки – обеспечить защиту от ожогов
Также важно крепко пришить декоративные элементы к прихватке. Никому не понравится ловить в супе пуговицы или бисер
О других идеях дизайна для кухни своими руками читайте в нашей статье.
Видео: мастер-класс, как пошить прикольную кухонную прихватку
Как пошить яркую и хорошую прихватку за несколько минут, мастер-класс:
Виды герметиков
Как подбираются насадки для пайки полипропиленовых труб
Насадки для паяльника
При выборе размера и формы активной части сварочных аппаратов обращают внимание на эксплуатационные характеристики насадок. Они должны быть прочными, обладать высокой теплопроводностью, сохранять форму при сильном нагреве
Насадки позволяют достаточно быстро работать с пластиковыми трубами, не меняя самого аппарата и не отвлекаясь на посторонние манипуляции при монтаже сложных многопрофильных водопроводов.
Насадка представляет собой металлическое изделие. Диаметр фурнитуры задается форматом трубы, для пайки которой она предназначена. Технология сваривания полипропиленовых труб подразумевает диффузионное соединение внутренней поверхности и внешнего покрытия, задающего механические свойства труб ППР.