Ручная дуговая сварка покрытыми электродами
Содержание:
- Мебель и техника для кухни в стиле минимализм
- Основные правила и частые ошибки при выборе тротуарной плитки
- Понос у кроликов: причины диареи, что делать и чем лечить
- Зачем это нужно?
- Классификация видов сварки металлов по технологическим признакам
- Сущность
- Сравнительный анализ ручной и автоматической дуговой сварки и областей их применения
- Трехфазный сварочный выпрямитель с регулировкой напряжения холостого хода секционированием витков обмоток трансформатора
- Штробление стен
- Надежный пол
- Способы соединения проводов
- Выбор параметров режима
- Варим полиэтилен
- Как с ним работать?
- Модульная конструкция
- Преимущества и недостатки блоков
- Виды уплотнителей для металлических дверей по материалу изготовления
- Безопасность сварщика
- Сварка труб электродом
- Термомеханический класс
- Основной физический принцип
- Что значит маркировка
Мебель и техника для кухни в стиле минимализм
Актуальная кухня в стиле минимализм предполагает выбор техники в тон мебели. Идеально, если техника будет встроенная, так пропадает ощущение шероховатости и недоработанности в интерьере.
Технику лучше выбирать в тон мебели и встроенную.
Выбор кухонного гарнитура зависит от предпочтений и отделки. Писком моды считается полностью белая кухня, в которой практически нет цветовых пятен.
Особым шиком считается полностью белый гарнитур.
Также в тренде использование неожиданных цветовых решений для фасадов. Можно встретить фото интерьеров с темно-зелеными глянцевыми фасадами или светло-желтыми. Такой прием разбавляет холодность минимализма, делая кухню более уютной и жилой.
Допускается использовать яркие насыщенные цвета.
Основные правила и частые ошибки при выборе тротуарной плитки
Возможную нагрузку определяют прежде, чем приобрести материал для мощения дорожек, у каждой тротуарной плитки своя прочность. Если толщина покрытия не соответствует ожидаемой нагрузке; типу основания, быстро появятся трещины, разломы. Каменные, клинкерные и бетонные плитки укладываются на плотное основание толщиной до 20 см в зависимости от грунта. Таким материалам страшны сезонные пучения грунта. Гибкий пластик бросают прямо на траву.
Результат некачественной подготовки основания под тротуарную плитку
Разрушение некачественной плитки под действием воды и морозов
При покупке некачественной плитки хорошего результата тоже не будет. При самостоятельном изготовлении бетонной брусчатки или фигурных плиток необходимо правильно выбирать марку цемента. Из готовых изделий высокие прочностные показатели у бетонных и каменных тротуарных покрытий. Керамика и керамогранит требуют тщательной подготовки основания. Правильно выбранный материал при любом типе укладки прослужит много лет, сделает передвижение по саду удобным и комфортным.
Устройство садовой дорожки из тротуарной плитки
На подтопляемых участках, где скапливается талая и дождевая вода, необходим дренаж, чтобы на дорожках не появлялись лужи.
Понос у кроликов: причины диареи, что делать и чем лечить
Зачем это нужно?
Причин для того, чтобы пол был ровным, много. От состояния его поверхности будет зависеть дальнейшая судьба и эксплуатация не только напольного покрытия, но и техники, мебели. Кроме всего этого, наличие на основании бугров и выемок испортит внешний вид комнаты.
Большинство материалов при укладке не терпит дефектов «чернового» слоя, так, например, ламинат или паркет, установленный на кривой пол, уже спустя полгода после эксплуатации начнет расшатывается и давать трещины. А неровная поверхность в ванной комнате и туалете послужит серьёзной проблемой с сантехникой, нарушится система слива и вода будет плохо уходить.
Выравнивание пола важно как в жилых, так и нежилых помещениях. Стоит заметить, что неровная поверхность встречается как в старых домах, так и в новостройках, где часто уклоны превышают допустимые нормы
Поэтому, начиная ремонт пола, следует во всех помещениях квартиры устранить перепады и сделать стяжку, которая исправит дефекты поверхностей и упростит настил новых покрытий.
Стоит заметить, что неровная поверхность встречается как в старых домах, так и в новостройках, где часто уклоны превышают допустимые нормы. Поэтому, начиная ремонт пола, следует во всех помещениях квартиры устранить перепады и сделать стяжку, которая исправит дефекты поверхностей и упростит настил новых покрытий.
Классификация видов сварки металлов по технологическим признакам
Специалисты компании «МЕТАЛЛ-ЭНЕРГИЯ» выполняют сварку металлоконструкций всеми наиболее распространенными методами. Предлагаем следующие виды сварки металла: дуговая или электродуговая (ЭДС) и газовая.
Наиболее распространенным видом сварки является дуговая сварка в среде защитных газов. Этим методом можно соединять вручную, автоматически или полуавтоматически в различных пространственных положениях разные металлы и сплавы толщиной от десятых долей до десятков миллиметров.
Сущность способа. При дуговой сварке в зону дуги через сопло непрерывно подается специальный защитный газ. Основной металл расплавляется теплотой дуги и, если выполняют сварку плавящимся электродом, расплавляется и электродная проволока. Расплавленный металл сварочной ванны, кристаллизуясь, формирует шов. При сварке неплавящимся электродом электрод не расплавляется, а расход его вызван частичным оплавлением или испарением металла при повышенном сварочном токе.
Формирование сварочного шва происходит за счет расплавления кромок основного или дополнительно вводимого присадочного металла. Активные (кислород, водород, углекислый газ и азот), а также инертные (гелий и аргон) газы, а также их смеси (Аr+О2; Аr+Не; СО2+О2; Аr+СО2 и др.) применяют как защитные газы.
Защитный газ, по отношению к электроду, можно подавать сбоку или центрально. При больших скоростях сварки плавящимся электродом, когда при центральной защите из-за обдувания газа неподвижным воздухом надежность защиты нарушается, газ подают сбоку. При сварке качество сварного шва могут резко ухудшить ветер или сквозняки, сдувая струю защитного газа. Иногда, используют спецзащиту двумя концентрическими потоками газа, особенно при сварке вольфрамовым электродом, для получения необходимых технологических свойств дуги, и с целью экономии дорогих и дефицитных инертных газов.
Сущность
Для ручной дуговой сварки характерно зажигание дуги, производимое касанием электродов к металлическому изделию, поддержание длины дуги во время сварки и перемещение электродов.
При протекании тока короткого замыкания электрод в месте касания нагревается до высокой температуры, зажигается дуга и производится сварка дугой с переносом материала электрода или проволоки в место сварки. Для защиты места сварки от газов, содержащихся в воздухе, используется защита места сварки газами (аргоновая сварка).
Ручная дуговая сварка разделяется на следующие виды:
- одно, двух и многоэлектродную, используемую для ускорения работ и повышения производительности труда;
- сварку при постоянном и переменном токе;
- сварку однофазной и трёхфазной дугой.
В зависимости от длины свариваемого стыка и толщины свариваемого существуют разные способы ведения шва:
- Короткие швы до 250 мм. делают способом — «на проход».
- Швы средней длины от 250 до 1000 мм. выполняют от середины к краям ступенчатым способом по участкам.
- Швы длинные делают обратноступенчатым способом от середины к краям.
Сравнительный анализ ручной и автоматической дуговой сварки и областей их применения
Невозможно однозначно утверждать, что какой-либо из видов дуговой сварки имеет явное преимущество перед другим. Для этого надо рассмотреть плюсы и минусы каждого из них.
1. Плюсы и минусы РДС.
Преимуществами ручной дуговой сварки являются (в дополнение к вышеуказанным):
- простота в освоении и работе, а также в эксплуатации оборудования;
- возможность работы в любом положении и с любой стороны;
- работа с помощью согнутого электрода на труднодоступных участках;
- разнообразие металлов, с которыми может работать сварщик.
Из недостатков ее применения отмечают:
- вред электромагнитного излучения для здоровья сварщика;
- зависимость опыта работника и результата работы;
- Производительность труда значительно ниже, чем при иных видах сварки.
2. Достоинства и недостатки применения полуавтоматической дуговой сварки.
Преимущества:
- снижение себестоимости за счет незначительного расхода материалов;
- возможность работы с металлами, подвергшимися небольшой коррозии;
- применение медной проволоки;
- соединение стальных листов толщиной до 0,5 мм;
- защита сварочной ванны от воздействия воздуха;
- отсутствие шлака и окиси на шве;
- скорость работы значительно выше, чем при использовании РДС.
Минусы работы с полуавтоматом:
- значительное разбрызгивание металла при отсутствии защиты газом;
- яркая дуга создает опасность для лица и глаз сварщика, что требует серьезной защиты.
Ручная дуговая сварка применяется для:
- изготовления сеток из арматуры и иных деталей;
- возведения каркасов и сетей из арматуры;
- монтажа конструкция из железобетона;
- подготовки арматуры при отсутствии стыковочного оборудования.
Полуавтомат применяется:
- При работе с цветными металлами.
- В работе с металлами, которые плавятся только при высокой температуре.
- При сварке нержавейки и иных высоколегированных сталей.
- Для соединения труб с прямыми и спиральными швами.
- В нефтепереработке, в авиационной промышленности и в машиностроении.
Помимо перечисленного, полуавтоматическую сварку часто применяют при соединении алюминия с черным металлом, при этом как защиту используют углекислый газ по причине его дешевизны. Впрочем, используют в этом качестве и аргон, и гелий.
Область применения автоматической дуговой сварки ограничена конкретными сферами, поскольку она требует четкого технического здания:
- В судостроении – автоматическая сварка позволяет соединить крупные блоки изделия, в том числе целые секции судов.
- При производстве труб большого диаметра – автоматы используются на всех трубопрокатных заводах.
- В нефтехранении и нефтепереработке – применяют резервуары, созданные с помощью автоматической сварки. Причина – в высоком качестве сварочного шва и его стойкости к агрессивным средам.
Трехфазный сварочный выпрямитель с регулировкой напряжения холостого хода секционированием витков обмоток трансформатора
Секционированием витков первичной обмотки трансформатора можно изменять его коэффициент трансформации и, соответственно, выходные параметры. Это простой, надежный и дешевый способ регулирования, но изменять параметры с его помощью можно только ступенчато. Причем, если не предусмотрено двухдиапазонного регулирования или если число ступеней регулирования мало, настройка напряжения будет довольно грубой. При этом способе регулирования также невозможно использовать дистанционное управление. Однако он часто используется в дешевых источниках питания для сварки МИГ/МАГ.
Штробление стен
После изготовления ниш для розеток и выключателей, начинается штробление под трассы кабельных линий. Делать нужно именно в такой последовательности.
Иначе, если вы сначала проштробите, а потом попытаетесь сделать ниши, центровой бур у вас будет уводить в штробу.
Резку штроб легче всего осуществить по лазерному уровню. Иногда привлекают для этой работы несколько лазеров одновременно.
Например, если у вас к блоку подрозетников должны спускаться две штробы — одна силовая, другая слаботочная, то быстрее будет выставить два лазерных уровня и не спускаясь со стремянки, пропилить сверху-вниз сразу обе параллельные прямые.
Когда готовы все ниши и штробы, делается уборка помещений и устанавливаются все подрозетники.
Далее идет пристрелка клипс для гофр на потолке. Делать это легче и быстрее всего при помощи монтажного пистолета.
Если его нет, то обычным перфоратором просверливают отверстия d-6мм и клипсы сажаются на дюбель гвозди.
Можно ли прокладывать трассы кабельных линий без гофры и чем это все может закончиться, читайте в отдельной статье.
Применять нужно только гофру ПВХ серого цвета. Она в отличие от остальных разноцветных видов не поддерживает горение. Ее класс горючести – А1.
Помимо негорючести, гофра защищает кабель от механических повреждений. На нее можно наступить, слегка ударить молотком, зацепить острой кромкой профиля.
Саму оболочку вы конечно повредите, зато кабелю при этом ничего не будет. Ну и кроме всего прочего, монтаж в гофрорукаве выглядит более эстетичным.
В гофре кабель с одинаковым успехом прокладывается как по стене, так по полу и потолку. Правда во всех случаях есть ряд существенных отличий.
Надежный пол
 Утепление пола
Утепление пола
Если ваш сарай имеет временное предназначение, то в качестве пола будет выступать грунт. В некоторых случаях землю можно равномерно застелить досками, предварительно ее выровняв.
Если вы соорудили столбчатый фундамент, то на устанавливаемые лаги настилаются доски шириной в 100 мм. При помощи гвоздей они прибиваются к лагам.
Если делается сплошной фундамент, по принципу ленточного, то на поверхности укладывается гидроизоляционный слой. После укладываются лаги. В самом конце настилается деревянный щит, который равняется общей площади пола.
Способы соединения проводов
Выбор параметров режима
Род и полярность тока определяют в зависимости от марки стали, толщины стенки трубы, марки покрытого электрода.
Сварочный ток обуславливается диаметром электрода dэ (мм), который выбирают в зависимости от толщины трубы:
Низкоуглеродистые и низколегированные конструкционные стали:
Iсв = (30-40)dэ, А
Высоколегированные хромоникелевые стали:
Iсв=(25-30)dэ, А
Напряжение на дуге определяется ее длиной. Оптимальную длину дуги выбирают между минимальной (0,5dэ) и максимальной (dэ+1).
Скорость сварки сварщик назначает в зависимости от требуемых геометрических размеров шва или наплавляемого валика.
Ориентировочные режимы сварки
|
Покрытие электрода |
Диаметр электрода, мм |
Сварочный ток (А) при положении шва |
||
|
нижнем |
вертикальном |
потолочном |
||
|
Основное |
2,5 |
70-90 |
60-80 |
55-75 |
|
3 |
90 -110 |
80-100 |
70-90 |
|
|
4 |
120 -170 |
110-150 |
95-135 |
|
|
5 |
170-210 |
150-190 |
— |
|
|
Рутиловое |
2,5 |
70-90 |
60-80 |
55-75 |
|
3 |
90-130 |
80-115 |
75-105 |
|
|
4 |
140 -190 |
125-170 |
110 -155 |
|
|
5 |
180 -230 |
165-205 |
— |
При сварке труб малого (до 100 мм) диаметра с толщиной стенки 2-10 мм из углеродистых, низколегированных и теплоустойчивых сталей:
- стык собирают в приспособлениях и прихватывают ручной аргонодуговой сваркой в одной или двух точках, расположенных симметрично;
- стык, скрепленный одной прихваткой, сразу же обваривают, начиная со стороны, противоположной прихватке;
- при толщине стенки менее 3 мм прихватку выполняют электродом диаметром не более 2,5 мм.
Стыки труб со стенкой толщиной более 4 мм сваривают не менее чем в два слоя:
I — корневой шов (слой); II — облицовочные валики (слои); 1; 2; 3; 4; 5 — очередность выполнения
Очередность ручной сварки стыков труб диаметром менее 100 мм
| С двумя прихватками длиной 10-15 мм, высотой 3-4 мм | С одной прихваткой длиной 10-20 мм, высотой 3-4 мм | Без прихваток (с помощью приспособления) |
| Вертикальное положение стыка | ||
| Горизонтальное положение стыка | ||
При сварке труб диаметром 30-83 мм :
|
Варим полиэтилен
Области применения сварки пластмасс.
Что можно варить кроме металлов? Керамику. Стекло. Но на втором почетном месте стоят пластмассы или полимеры, прежде всего это полиэтиленовые трубы. С полиэтиленом можно работать терморезисторным, электромуфтовым методами, можно электросопротивлением: эти термины перечисляются в технической литературе. Не пугайтесь, все варианты можно называть коротко – сварка НЗ. НЗ – закладные нагреватели.
Суть процесса – расплавление полиэтилена в местах соединения с помощью металлических спиралей электрического нагревателя, который заложен в деталь. Способ чрезвычайно популярен, у него большие перспективы в промышленности: применяется в различных трубопроводах, замене старых металлических труб новыми полиэтиленовыми, установке и ремонте, развитии новых полимерных технологий.
В работе с пластмассами применяется еще один способ НИ или сварка нагретым инструментом. Самый простой вариант подвода тепла для нагрева полимерных поверхностей. Для работ с НИ существует множество вариантов сварочных инструментов – от простого электропаяльника для маленьких деталей до специальных сварочных аппаратов различной величины. Уважающие себя сантехники держат в своих рабочих чемоданах такого рода аппараты в обязательном порядке.
Теперь классификация по типу механизации процесса:
- Автоматическая
- Автоматизированная
- Механизированная
- Ручная, начнем с нее.
Как с ним работать?
Чтобы освоить технику рукоделия по работе с фоамираном, лучше начать с изготовления какого-то несложного изделия, пользуясь пошаговой инструкцией.
Начинается все с подготовки шаблонов и трафаретов. Отдельные детали сперва прорисовываются на бумаге повышенной плотности при помощи мягкого карандаша, после чего переносятся на пластичную замшу. Пользоваться в этом случае удобнее шилом или затупившейся иглой. Раскроив и вырезав детали, можно переходить к следующему шагу.
Для сборки готового изделия могут пригодиться проволока и особо прочный клей. Как уже было сказано, удобнее всего склеивать при помощи горячего клея, подающегося из пистолета. Во время финальной стадии пригодится набор для творчества, содержащий фигурный дырокол, многообразную фурнитуру, блестки, бусины, стразы и пайетки. Контурные краски на основе акрила будут кстати для таких декоративных элементов, как капли росы или пуговицы на одежде.
Что такое фоамиран и каким он бывает, смотрите в видео.
Модульная конструкция
Преимущества и недостатки блоков
Каждый стеновой материал отличается своими преимуществами и недостатками, которые оказывают влияние на область их использования и эксплуатационный срок здания.
Шлакоблок
Специалисты сходятся во мнении о том, что шлакоблок давно устарел и все реже используется в строительстве.
Ведь он обладает рядом недостатков:
- низкая экологичность;
- низкая морозостойкость;
- слабое водопоглощение.
Разнообразие форм и цвета шлакоблока
Они существенно сокращают срок полезной эксплуатации здания.
А преимуществами можно назвать:
- низкую цену;
- и легкий вес.
Сегодня производители предлагают его заменитель – керамзитобетонный блок, который намного превзошел шлакоблок по своим характеристикам.
Шлакоблоки: плюсы и минусы материала
Керамзитоблок
Рассмотрим преимущества, которыми обладают пеноблоки или керамзитобетонные блоки:
- Характеризуется большой прочностью в сравнении с другим сырьем, а так же большой морозостойкостью, что вместе является весьма существенным преимуществом. Ведь здание из такого строительного материала будет иметь большой срок службы и высокую надежность своей конструкции;
Добротный дом из керамзитобетонных блоков
- Имеет самый низкий показатель водопоглощения, поэтому не требует особенного ухода и довольно стоек к атмосферным осадкам;
- У подобных блоков довольно низкая цена, что существенно влияет на объем спроса на этот материал со стороны промышленного и частного строительства;
- У него абсолютно отсутствует склонность к усадке после монтажа, поэтому на таких стенах не возникают трещины и сколы. А геометрия стен стойка к изменениям;
- Помещениям из керамзитобетонных блоков не характерные резкие перепады температуры, что повышает комфорт жизни в них.
А среди недостатков можно назвать:
- неидеальную геометрию;
- и вес.
Виды уплотнителей для металлических дверей по материалу изготовления
Безопасность сварщика
Основы сварочных работ для начинающих включают обеспечение безопасности человека, собирающегося приступить к этому виду искусства. Прежде всего это относится к его экипировке. Она должна защищать кожный покров сварщика и глаза от попадания раскаленных брызг. Губительным для зрения будет слишком большая яркость от пламени дуги.
Для своей защиты сварщик должен одевать специальный рабочий костюм, называемый робой. Он выполнен из огнеупорного материала, поэтому даже при попадании огненных брызг не произойдет его прожигания. При отсутствии такого костюма или нежелании тратить на него деньги для работы в домашних условиях можно обойтись просто плотной одеждой, закрывающей все участки кожного покрова.
На руки сварщик должен одевать брезентовые рукавицы. Не следует бояться того, что в них будет неудобно работать — важнее защита рук, которые при сварке находятся в самой опасной зоне.
Неотъемлемым атрибутом экипировки является защитная маска. Изготовить ее самостоятельно не получиться, поэтому придется выбрать из широкого ассортимента масок, имеющихся в продаже. Советы, все о сварке для начинающих, говорят о том, что наибольшее удобство в работе принесут маски Хамелеон, обладающие функцией автоматического затемнения.
Искры и брызги могут попадать и на ноги, поэтому при сварке необходимо находиться в прочной обуви на толстой подошве. К мерам безопасности относится и уборка с места проводимых работ всех материалов, которые могут загореться при попадании на них раскаленных брызг металла. Рядом с местом проведения работ должно быть установлено ведро с водой, которой можно быстро потушить возможное возгорание. Обязательным является нахождение невдалеке огнетушителя. Освещение места работы должно быть достаточным.
Идеальным вариантом для неопытного сварщика будет нахождение рядом еще одного человека, который быстро среагирует на опасную ситуацию. Искры от сварки могут попасть в щели на полу и долго там тлеть, поэтому после окончания сварочного процесса необходим тщательный осмотр помещения.
Если производится сварка с применением газа, то необходимо особо тщательно соблюдать меры безопасности. Баллон с газом следует проверить на отсутствие утечки из него
Перемещать баллон необходимо осторожно, чтобы не произошло его несанкционированного падения
Причиной пожара может стать и неисправный аппарат для сварки. Следует внимательно использовать оборудование, у которого подходит к концу срок его эксплуатации. Рядом с местом проведения сварки категорически запрещается курить. Необходимо также позаботиться о том, чтобы поблизости не находились домашние животные.
Сварка труб электродом
Отдельного внимания заслуживает сварка труб электродом. Считается, что если сварщик научился варить трубы, то он получил весь необходимый опыт и может называться «гуру».
Вот несколько секретов сварки труб, которые помогут вам быстрее освоить данный навык и стать успешным в сварочном деле:
- По возможности используйте сварку труб встык. Обязательно тщательно подготавливайте и выравнивайте кромки свариваемых изделий;
- Чтобы уменьшить наплыв металла внутри трубы, старайтесь варить трубы под небольшим углом, не более чем в 45°;
- Выдерживайте минимально возможную ширину и высоту сварочного шва. Высота должна быть в пределах 3 мм, а ширина 8 мм.
Термомеханический класс
Третий класс с точки зрения физики: здесь используются оба вида воздействия на поверхности: тепло и давление. Представляем виды и способы сварки термомеханическим способом:
Диффузионная. Поверхности сдавливают, затем нагревают в высоком вакууме, добиваясь взаимной диффузии атомов. Эффективен, когда металлы для сварки плохо совмещаются друг с другом или материалы разные по своей природе, например, металл с керамикой. Способ недешевый, применяется в основном в аэрокосмической сфере, других высокотехнологических отраслях.
Разновидности сварки давлением.
Все следующие пункты – виды контактной сварки
- Контактная электрическая. Здесь все просто: перед тем, как надавить, нужно хорошенько разогреть. Поверхности разогревают током в местах соединения, затем сдавливают или осаживают. Отличный высокопроизводительный способ, хорошо поддается автоматизации. Широко применяется в строительстве, машиностроении.
- Шовная контактная – разновидность контактной сварки: шов формируется электродами внахлестку.
- Точечная контактная. Между двумя электродами размещают поверхности. Ток включается после плотного сжимания, в результате чего образуется сварная точка с диаметром, равным диаметру поверхности электрода. Чрезвычайно интересна разновидность – рельефная сварка. Контакт электродов проводят по определенным заранее выступам – рельефам, которые в итоге деформируются, поверхность выравнивается.
- Точечная конденсаторная – «сварка с запасенной энергией в конденсаторах». Отличается малым потреблением мощности, применяется в работе с мелкими деталями и при использовании оптических приборов – часовых механизмов, авиационных приборов и т.д.
Для термомеханического класса характерно комбинирование применения повышенных температур и механических изделий.
Кузнечная сварка
Сварка ковкой, ручная ковка – это одни из самых старинных способов сварки. Металл разогревается до необходимой температуры и дальнейшее его соединение происходит под действие кузнечного молота, либо гидравлическим прессом.
Контактная сварка
При контактной сварке применяется электрический ток, который соединяет металлы. Данный метод предусматривает формирование электрической дуги, которая расплавляет металл. Регулирование мощности тока позволяет обрабатывать более толстые металлы.
Точечная сварка
Самый распространённый вид – это точечная контактная сварка, так как данный метод может применяться и в домашних условиях. Детали зажимаются в электродах или специальных клещах, затем между электродами пускают ток, происходит разогрев металла, электроды сжимают сильнее и происходит «проковка», металл кристаллизуется под давлением.
Рельефная сварка
На металлических заготовка имеются специально подготовленные выпуклости – рельефы, и сварочные поверхности контактируют только в зонах данных рельефов, происходит пластическая деформация этих самых рельефов во всем остальном принцип метода тот же – через детали пропускают ток под усилием сжатия металлов.
Диффузионная сварка
Основа метода – физический процесс диффузии. Как известно, металлы, плотно прижатые друг к другу могут сливаться на молекулярном уровне.
Сварка происходит к защитной среде – вакууме, либо специальных защитных газах. Детали обрабатывают от шероховатостей, промывают ацетоном для обезжиривания, далее происходит нагрев металлов и их сжатие.
При нагреве высокочастотными токами, металл помещается в магнитное поле, в процессе этого в металле индуцируется электродвижущая сила, которая вызывает в нем ток, происходит поверхностный эффект (ток распределяется неравномерно, у поверхности он больше, благодаря этому металл греется быстрее) и эффект близости (энергия более усиленно концентрируется у поверхности за счет распространения влияния собственного переменного магнитного поля и поля других источников).
Основной физический принцип
В основе электродуговой сварки лежит не один, а сразу два электрических принципа: явление короткого замыкания, с которым знакомы все, имеющие набор школьных знаний по электричеству, и явление пробоя
Вот на нем стоит остановиться внимание
Имеется в виду пробой диэлектрика, который происходит в результате насыщения его межатомного пространства частицами, несущими электрический заряд. Положительный заряд несут ионы, отрицательный — электроны.
Теоретически пробой возможен для любого диэлектрика (в определенных условиях), но в случае электродуговой сварки используется конкретно пробой воздушного пространства между электродом и массой (деталью).
Технологический процесс подразумевает создание на электроде заряда тока низкого напряжения, но большой силы — порядка 80-200 А, и огромной плотности — до нескольких тысяч А/см2.
Когда электродом касаются массы, то есть другого материала с высокой электропроводностью, в случае сварки металла, то возникает короткое замыкание, инициирующее мощное электрическое поле.
В этом поле и происходит пробой. Вследствие насыщения заряженными частицами прослойка воздуха превращается из диэлектрика в проводник тока.
Именно в этот момент и возникает сварочная дуга, давая название электродуговой сварке. Температура в зоне соприкосновения дуги с металлом может достигать 5000 °C.
Что значит маркировка
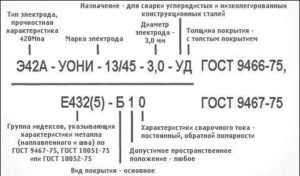 Невозможно представить ручную дуговую сварку без электродов. Их маркировка определяет, для каких металлов они предназначены, какую толщину и состав покрытия имеют, в в каком положении их надо держать при сварке (вертикально, горизонтально, под углом), для каких металлов предназначаются. Характер маркировки — буквенно-цифровой.
Невозможно представить ручную дуговую сварку без электродов. Их маркировка определяет, для каких металлов они предназначены, какую толщину и состав покрытия имеют, в в каком положении их надо держать при сварке (вертикально, горизонтально, под углом), для каких металлов предназначаются. Характер маркировки — буквенно-цифровой.
Первой после названия и марки электрода идет буква, определяющая его назначение. У — для низколегированных и среднеуглеродистых сталей, Т — для теплоустойчивых легированных. Буква Н — для наплавок, А — для пластичных металлов.
Далее следует буква, обозначающая толщину покрытия. М — тонкое покрытие, С — среднее, Д — толстое, Г — особо толстое.
Толщина покрытия определяется в процентах по отношению к самому стержню.
Следующая буква кода означает тип электрода. Если это буква Е, то электрод плавящийся.
Далее следуют цифры, которые характеризуют предел прочности на растяжение, относительное удлинение и температуру сохранения ударной вязкости. Они имеют значение только для профессиональных сварщиков, работающих на особо ответственном производстве.
За ними идут одна или две буквы, означающие материал обмазки электрода. А означает кислотное соединение, Б — щелочное, Ц — целлюлозное, Р — рутиловое, П — прочие виды. Возможны смешанные типы обмазки, такие, как РЦ.
Последние две цифры кода означают одни из самых важных параметров — положение в пространстве, в котором можно производить ручную дуговую сварку, и характеристики тока для сварки.
Например, код «13» следует читать как 1 и 3. 1 — варить можно в любом пространственном положении, 3 — необходимо использовать ток обратной полярности либо переменный напряжением 50 В.




