Вальцовочный станок: виды, изготовление своими руками
Содержание:
- Технические характеристики ручных вальцов
- По производителю
- Полезная информация
- Листогибы делятся на несколько типов:
- Как купить Листогибы
- Классификация станков
- Преимущества и недостатки
- Технические характеристики трехвалковой листогибочной машины ИБ2222
- Сборка вальцовочного станка своими руками
- Процесс вальцевания, прокатка через вальцы
- Обзор современных моделей станков
- Отличие самодельных вальцов
- Видео по теме
- Преимущества станка, собранного своими руками
- Самодельные приборы для вальцевания
- Как изогнуть профильную трубу простым способом
- Классификация станков
- Как разработать техническое задание на разработку вальцовочного станка своими руками
- Сборка своими руками
- Покупной или самодельный станок
- Особенности технологии
- Технические характеристики материала
- Рекомендации по изготовлению вальцовочного станка
Технические характеристики ручных вальцов
Диаметр валов — 48 мм. Длина рабочей поверхности вала — 96 мм. Длина рабочей поверхности роликов — 20 мм. Количество сменных роликов — 12 шт. Регулируемый развод валов — 0….5 мм. Габаритные размеры без рукояти — 241х125х245 мм.
Масса — 12,5 кг.
Изготовление ручных ювелирных вальцов по чертежам, поможет вам сэкономить 50% от стоимости аналогичных заводских.
Дополнительно вы получаете чертежи пирамиды для растяжки калибровки колец. Поворотом ручки вы сможете придать кольцу нужный размер. Размеры от 13мм до 24,5мм согласно стандартов принятых в Германии и России.
https://youtube.com/watch?v=yMLkaH51DTg
По производителю
3EMAKINA
ACL
FABTEC
FERROX
FERRUM machine tools
H.M. Transtech
ILMAKSAN
JIARONG
JOUANEL
MAZANEK
PROD-MASZ
RAS
Tapco
TTMC
ЛГМ
Металл Мастер
Россия
Полезная информация
Листогиб состоит из станины, прижимной и гибочной балок. Для удобства работы некоторые модели оснащены ножной педалью для открывания и закрывания верхней балки, угломером для высокой повторяемости производимой продукции в крупносерийном производстве, а также передним и задним упором для поддержания и фиксации крупных заготовок. Для раскроя металла станок может быть оснащен роликовым ножом.
Листогибы делятся на несколько типов:
Ручные листогибы
Ручные станки применяют в единичном и мелкосерийном производстве при работе с металлом до 2 мм. Гибочный механизм приводится в действие за счет усилия нажатия на рычаг. Основные преимущества:
- удобство (ручной листогиб не требует подключения к источнику тока, может эксплуатироваться в условиях отсутствия электричества);
- мобильность (за счет относительного небольшого веса);
- низкая стоимость (по сравнению с электромеханическими и гидравлическими моделями).
Электромеханические листогибы
Электромеханические станки применяют для гибки листового металла в условиях серийного производства. В отличии от ручных, электромеханические станки являются стационарными и приводятся в действие посредством редуктора с электродвигателем. Важным фактором у таких станков является скорость траверсы: чем она выше, тем больше производительность листогиба и скорость самой работы. Станки могут иметь педальное или кнопочное управление.
Преимущество использования электромеханического листогиба — полная автоматизация, от оператора не требуется практически никаких физических усилий, кроме загрузки и снятия заготовки.
Гидравлические листогибы
Такие станки имеют высокую производительность за счет гидравлического привода. Путём равномерного распределения усилия по всей длине они способны производить безупречный гиб листового металла толщиной до 3 мм.
Процесс сгибания металла осуществляется с помощью давления на рабочий орган, которое происходит за счет поступления в цилиндры гидравлической жидкости, выталкивающей поршни.
Преимуществами данного типа являются:
- отсутствие вибраций за счет прочной рамы из высоколегированной стали;
- высокая повторяемость деталей за счет электронного управления процессом;
- безопасность — подобные станки оборудован специальными щитами и системами экстренного отключения.
Гидравлические листогибы, в отличии от остальных видов, существенно ускоряют изготовление стандартных изделий на крупном производстве за одну смену.
Сегментные листогибы
Гибочные балки таких станков могут быть оснащены специальными сегментами, с помощью которых можно изготавливать изделия сложных профилей, коробчатых, трапециевидных форм сечений (фасадных кассет, лотков, поддонов и др).
Перед покупкой вы можете ознакомиться с ассортиментом оборудования на нашем сайте, а также получить консультации по бесплатному номеру по всей России: 8 (800) 333-51-02.
Как купить Листогибы
Компания «МОССклад» поставляет Листогибы, гибочные станки во все города России, в том числе в г. Москва, Санкт-Петербург, Челябинск, Пермь, Симферополь, Ульяновск, Казань, Калуга, Новосибирск, Екатеринбург, Нижний Новгород, Калининград, Самара, Омск, Уфа, Саратов, Красноярск, Владивосток, Ростов-на-Дону, Воронеж, Волгоград, Махачкала, Грозный и другие, а также в Белоруссию, Казахстан, Армению и Киргизию.
У нас вы можете купить листогибы ручные, гидравлические, листогибочные станки следующих производителей: 3EMAKINA, ACL, FABTEC, FERROX, FERRUM machine tools, H.M. Transtech, ILMAKSAN, JIARONG, JOUANEL, MAZANEK, PROD-MASZ, RAS, Tapco, TTMC, ЛГМ, Металл Мастер, Россия, и другие.
Приобрести Листогибы у нас очень легко:
- Выберите интересующее оборудование в подразделе выше
- Узнайте характеристики, посмотрите фото и видео, нажав на название модели
- из любого города РФ 8-800-333-51-02 или отправьте запрос на info@mossklad.ru
Что-то заинтересовало? Отправьте нам запрос
Мы обработаем запрос и направим Вам ответ.
Классификация станков
По методу сгибания вальцы бывают:
- сегментными, где трубы сгибаются под действием одного вытягивающего сегмента;
- дорновыми, которые деформируют тонкостенные трубы;
- пружинными. Благодаря наличию пружины, пластик сгибается без деформации;
- арбалетными, которые предназначены для труб того или иного диаметра.
Станки по методике использования подразделяются на следующие категории:
- Ручные. Такие станки самые удобные и практичные, их не нужно подключать в сеть. На их основной станине крепят струбцины и подающие вальцы, имеющие цепную передачу. Ручные профильные станки долговечны, надежны, компакты, удобны в плане регулировки и имеют доступную цену. Ручные вальцы имеют подкатегорию ювелирных, их применяют для вальцовки и прокаток заготовок ювелирных изделий;
- Гидравлические. Гидроприводные приборы с большой мощностью, которые отличаются высокой производительностью. Их недостаток – габариты, переместить своими руками без труда такой агрегат не получится;
- Электрические. Высокая производительность достигается за счет работы элекромотора, хотя принцип работы станка не отличается от ручного. Чаще всего их используют в промышленных масштабах, поскольку такие вальцы имеют немалую цену.
Если вы приобретаете или изготавливаете станок своими руками для домашних мелких нужд, то желательно, чтобы он имел такие характеристики:
- мобильность и маловесность;
- компактность;
- экономичность в плане расхода энергии, поскольку мощный аппарат может повредить домашнюю проводку.
Преимущества и недостатки
Положительные стороны обустройства сауны в подвале:
- Экономия строительных материалов. Не нужно строить отдельное здание, тратить деньги на возведение фундамента, стен, крыши.
- Экономия места на территории своего участка.
- Наличие готовых коммуникаций.
Минусы:
- Требуется качественная теплоизоляция, чтобы помещения сохраняли тепло, медленно промерзали.
- Поскольку сауна будет расположена под землей, понадобится отдельная напорная канализация.
- При обустройстве могут появиться сложности с выводом дымовой трубы от дровяной печи.
Важно! Если все будет сделано грамотно, из качественных материалов, можно добиться высокого уровня комфорта.
Технические характеристики трехвалковой листогибочной машины ИБ2222
| Наименование параметра | ИБ2220 | ИБ2222 | ИБ2222В |
|---|---|---|---|
| Основные параметры машины | |||
| Наибольшая толщина изгибаемого листа при бт = 250 МПа (25 кгс/мм²), мм | 10 | 16 | 16 |
| Наибольшая ширина изгибаемого листа, мм | 2000 | 2000 | 2000 |
| Максимальный угол при вершине конических обечаек, град | 20 | 20 | |
| Скорость гибки, м/мин | 9.3 | 7,7 | 8,5 |
| Наименьший радиус гибки, мм | 180 | 240 | 240 |
| Диаметр верхнего валка, мм | 215 | 270 | 270 |
| Диаметр боковых валков, мм | 195 | 260 | 260 |
| Электрооборудование и привод машины | |||
| Количество электродвигателей, кВт | 4 | 4 | 4 |
| Электродвигатель (главного) привода вращения боковых валков, кВт | 8,5 | 12,0 | 12,0 |
| Электродвигатель механизма наклона откидной опоры верхнего валка, кВт | 1,1 | 1,1 | 1,1 |
| Электродвигатели регулировки высоты боковых валков, кВт | 3,0 | 5,5 | 5,5 |
| *Электродвигатель привода механизма съема изделий (сталкивателя) (М5), кВт | 1,5 | 1,5 | 1,5 |
| *Электродвигатель привода поддерживателя обечайки (М6), кВт | 0,75 | 0,75 | 0,75 |
| Суммарная мощность электродвигателей, кВт | |||
| Габарит и масса машины | |||
| Габарит (длина х ширина х высота), мм | 3940 х 1250 х 1310 | 4040 х 1490 х 1745 | 4040 х 1590 х 2096 |
| Масса, кг | 5850 | 11495 | 8890 |
Полезные ссылки по теме
Каталог справочник листогибочных валковых машин
Паспорта листогибочных валковых машин
Справочник КПО
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
Сборка вальцовочного станка своими руками
Самодельные валковые листогибы с ручным приводом собираются в следующей последовательности:
- Сваривается (по размерам, приведенным на чертеже общего вида) станина вальцовочного станка.
- Монтируются боковые стойки, для которых подойдёт стальной швеллерный профиль из низкоуглеродистой стали марки 09Г2С или подобной.
- Крепится корпус под детали передачи (если шестерни придётся сделать самостоятельно или заказывать, то для монтажа цепной передачи можно подобрать силовые звёздочки и натяжную цепь, например, от горного велосипеда).
- Валы вводятся в отверстия корпусов подшипников, после чего выставляется их параллельность, и производится окончательная фиксация узлов станка.
- Перед окончательной сборкой валкового агрегата своими руками стоит произвести пробную гибку детали, уточнить количество и характер смазки опор подшипников, а также отрегулировать натяжение приводной цепи.

Самодельный 3-х валковый листогибочный станок
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Процесс вальцевания, прокатка через вальцы
Закругление листа формирует третий изгибающий задний валок. Зазор и положение этого вала относительно двух ведущих и определяет форму будущей детали и ее радиус. Чем меньше зазор меду валами, тем меньше радиус заготовки. Если валы стоят параллельно друг к друг, стало быть, деталь получится цилиндрическая, если третий вал стоит под углом, то и форма изделия будет конусная.
Вальцы для прокатки листа могут поставляться с полированной, обрезиненной и повышенной твердостью поверхностью.
Гибочные четырехвалковые станки имеют дополнительный передний вальцовочный вал, служащий для подгибки передней кромки листа, после его установки меду приводными вальцами. Обычно на четырехвалковых станках этот вал имеет пневматический привод, установленный дополнительно. Это, можно сказать, самое популярное оборудование для прокатки листового металла. Механизмы с гидравлическим приводом применяются на более мощных вальцовочных станках. Цена на них значительно отличается от трехвалковых в большую сторону.
Обзор современных моделей станков
На рынке существует несколько признанных лидеров, которые способны предложить пользователю совершенную машину по гибке металлопрофиля. Такие вальцеватели изготавливает концерн DEGstm, ставший прекрасным тандемом немецких и итальянских изобретателей.
На территории нашей страны работает DEG Composite. Компания предлагает широкий спектр станков различного уровня.
Среди наиболее востребованных моделей можно выделить двухвалковый гибочный станок вальцеватель из серии MG F. Он может работать с металлом, рабочая длина которого до 20,5 см. При этом максимальная толщина листа составляет 4 мм, а минимальный радиус гиба – 40 мм.
Из той же серии обязательно стоит уделить внимание трехвалковому станку с гидравлическим приводом. Преимущество рассматриваемого агрегата – в его возможностях
Длина листа может достигать 3100 мм при максимальной толщине в 13 см. Максимальный диаметр гиба в этом случае составляет 94 см.
Есть в той же серии и четырехвалковое оборудование. Максимальная длина детали здесь – как и в предыдущем случае, но толщина заготовки до 7,5 см, а гибочный максимальный диаметр – 68 см.
На российском рынке свой ассортимент предлагает воронежская фирма «Энкор». Из наиболее востребованных моделей – трехвалковые станки с электромеханическим и ручным приводом.
Отличие самодельных вальцов
По большому счету, домашнему мастеру не нужно иметь под рукой профессиональное оборудование, оснащенное электромотором или гидроприводом. Эти устройства имеют очень сложную конструкцию, а также требуют для самостоятельной установки наличие дорогих составляющих.
Как правило, в повседневной жизни сталкиваются с необходимость выполнить деформацию разных профильных изделий очень редко. Потому в домашних условиях достаточно иметь ручной станок, который при этом можно очень просто изготовить своими руками. Все, что необходимо — это соответствующий инструмент, рабочее место и определенный комплект составляющих.
Чтобы конструкция, изготовленная в домашних условиях, могла легко справиться с поставленной задачей, и прослужило владельцу в течение долгих лет, нужно во время сборки соблюдать некоторые правила.
- Все комплектующие для устройства нужно выбирать максимально прочные и качественные, без каких-то изъянов. Зачастую все необходимые составляющие можно найти у себя в хозяйстве.
- Прежде чем начинать работы по изготовлению, нужно тщательно изучить чертежи, которые создадут полное представление о принципе работы вальцов ручного типа.
Если точно соблюдать все этапы работ, и выбрать только качественные элементы, то гибочное устройство получится долговечным и надежным.
Последовательность сборки
жестким и прочным
Деформирующий элемент каркаса необходимо собрать П-образной формы, и на его верхнюю часть нужно закрепить с помощью сварки гайку. Производя данную работу, нужно использовать струбцину, она в обязательном порядке должна быть с резьбой. Затем нужно ввернуть гайку в соответствующую шпильку, сечение которой обязано подходить по своему диаметру.
На конец гайки нужно с помощью сварки закрепить круглую стальную пятку. Для удобства можно установить гидравлический домкрат. Его нужно закрепить в нижней части основания станины, то есть, так, деформация будет происходить под действием поступающей силы на находящиеся в верхней части подающие вальцы.
Затем нужно сделать функциональный и надежный механизм подачи. Для этого необходимо использовать металлическую цепь. Можно взять велосипедную цепь. Одну из звездочек надо закрепить на деформирующем валу, а другую — на ведомом. Затем в обязательном порядке необходимо аккуратно натянуть велосипедную цепь и лишь после этого можно пробовать вращать соответствующую ручку.
Чтобы самому выточить вальцы нужных размеров, можно использовать обычную легированную сталь. Подготовленные вальцы нужно обязательно подвергнуть закалке. Не забывайте, что полученные таким способом вальцы, по прочности обязаны в значительной мере превосходить тот материал, с которым вы в дальнейшем будете работать на станке.
Фиксируются вальцы на станок с помощью подшипников качения. Закреплять их нужно максимально прочно так, чтобы они не прогнулись и не соскочили во время работы гибочного станка.
Рекомендации профессионалов

Самое важное в данном случае — иметь под рукой весь нужный инструмент и материал. Если устройство будет изготовлено из качественных комплектующих, с соблюдением всех правил, то можно будет решить совершенно любые задачи, даже очень сложные
Во время сборки этого оборудования нужно в обязательном порядке установить радиальную регулировку. Это даст возможность, если необходимо, быстро изменять размер зазора между рабочими частями устройства. Также нужно подумать и о возможности регулировки углового зазора, что значительно облегчит работу на вальце.
Во время работы на вальце нужно соблюдать технику безопасности. Помимо этого, сам станок не должен представлять какой-то опасности. При сборке устройства своими руками, нужно максимально защитить все рабочие части, таким образом, предотвратив все вероятные риски нанесения травмы. В некоторых случаях самодельный валец по своим характеристикам даже может превосходить заводские станки.
Видео по теме
Преимущества станка, собранного своими руками
Покупкой проходного листогибочного станка и сборкой ручного листогиба своими руками чаще всего интересуются люди, желающие сэкономить на приобретении профилированного листа серийного изготовления. Простая арифметика показывает, что самостоятельные работы по гнутью металлических листов удешевляют стоимость последних приблизительно на 40 процентов, если сравнивать с заводскими изделиями. Однако на деле все сложнее!
Стоимость проходного заводского ручного станка для гнутья профлиста составляет приблизительно 60 тысяч рублей. Несмотря на это, купленный листогиб не гарантирует стабильно высокого качества продукции. Загвоздка заключается в том, что прокатка с одним проходом скорее всего будет приводить к образованию перетянутых углов, которые в свою очередь со временем могут стать причиной образования трещин. Многократная же прокатка со сменой прижима будет трудоемкой и долгой. Для создания простых деталей из металла самодельный листогибочный станок подходит просто идеально, для серийного производства — не совсем!
Главный фактор, на который следует обращать внимание при покупке листогиба, — это его скорая окупаемость! Достичь этого самостоятельному мастеру, использующему станок в частном порядке, довольно проблематично. В данном случае куда целесообразнее взять на вооружение самодельный листогибочный станок, который отлично справится с гнутьем металлических листов
При помощи него вы сможете «своими руками» гнуть листы профнастила типовых и нестандартных габаритов — и те, и другие остаются очень востребованными не только при проведении кровельных работ, но и многих других.
Самодельные приборы для вальцевания
Трубогиб в арсенале домашнего мастера не является устройством, которое часто бывает задействовано. Однако для тех умельцев, которые занимаются обустройством собственного участка самостоятельно, периодически вальцы необходимы.
Выполнение ремонтных, строительных работ с использованием гнутого профиля позволяет создавать легкие, прочные конструкции из современных материалов. На гнутый металлический профиль хорошо ложится, например, поликарбонат, который широко используется в обустройстве теплиц, беседок, козырьков, крыш.
Самодельный трубогиб – это компактное устройство с размерами: длина – 500 мм, ширина – 220 мм, высота 340 мм.
Для изготовления понадобятся:
- устойчивое основание;
- крепкий корпус;
- валики металлические;
- цепь для передачи крутящего момента на валики;
- струбцина для регулировки давления;
- направляющая труба.
Чтобы изготовить самостоятельно качественный трубогиб, необходимо иметь навыки работы с металлом, уметь составить и прочитать чертеж. Приложив немного усилий, в домашних условиях можно собрать вальцы, которые по своим эксплуатационным качествам не будут отличаться от промышленных аналогов.
Как изогнуть профильную трубу простым способом
Самое примитивное приспособление для изменения очертаний профильной трубы — использование деревянного шаблона. Применить его можно в случае гибки тонкостенных труб из стали или алюминия. Для изготовления такого импровизированного станка берут доски, скрепляют их между собой любым способом и выпиливают шаблон.
Шаблон лучше делать съемным, тогда можно изготовить их несколько с разными радиусами. Его не обязательно делать из дерева, заменить эту деталь можно и металлическими крючками, расположив их по прорисованному контуру
В месте соприкосновения с трубой толщина шаблона должна быть больше, чем высота сечения профильной трубы на несколько сантиметров. Край шаблона выполняют с наклоном, иначе труба может соскользнуть.
Конструкцию снабжают упором и крепят к какому-нибудь устойчивому основанию. Трубу помещают между плоскостью шаблона и упором и начинают гнуть материал, начиная с края трубки. Если начать процесс изгиба с центра, то тонкостенная труба может сплющиться.
В трубу можно вставить металлический стержень диаметром равным проходному сечению трубы, а можно просто взять отрезок трубы и надеть его на коне заготовки. В любом случае так будет удобней.
По такому же принципу изготавливают более мощные станки. В этом случае усилие создают при помощи лебедки, а трубу закрепляют покрепче, чтобы не сорвалась.
Классификация станков
По методу сгибания вальцы бывают:
- сегментными, где трубы сгибаются под действием одного вытягивающего сегмента;
- дорновыми, которые деформируют тонкостенные трубы;
- пружинными. Благодаря наличию пружины, пластик сгибается без деформации;
- арбалетными, которые предназначены для труб того или иного диаметра.
Станки по методике использования подразделяются на следующие категории:
-
Ручные. Такие станки самые удобные и практичные, их не нужно подключать в сеть. На их основной станине крепят струбцины и подающие вальцы, имеющие цепную передачу. Ручные профильные станки долговечны, надежны, компакты, удобны в плане регулировки и имеют доступную цену. Ручные вальцы имеют подкатегорию ювелирных, их применяют для вальцовки и прокаток заготовок ювелирных изделий;
- Гидравлические. Гидроприводные приборы с большой мощностью, которые отличаются высокой производительностью. Их недостаток – габариты, переместить своими руками без труда такой агрегат не получится;
- Электрические. Высокая производительность достигается за счет работы элекромотора, хотя принцип работы станка не отличается от ручного. Чаще всего их используют в промышленных масштабах, поскольку такие вальцы имеют немалую цену.
Если вы приобретаете или изготавливаете станок своими руками для домашних мелких нужд, то желательно, чтобы он имел такие характеристики:
- мобильность и маловесность;
- компактность;
- экономичность в плане расхода энергии, поскольку мощный аппарат может повредить домашнюю проводку.
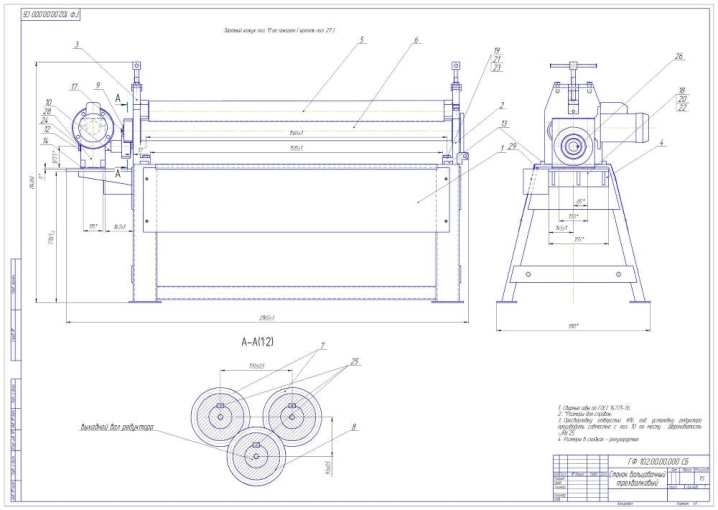
Как разработать техническое задание на разработку вальцовочного станка своими руками
Простейшая схема трёхвалкового ручного станка включает в себя:
- Рамное основание.
- Две боковых стойки с отверстиями под подшипниковые узлы.
- Три продольных вала, один из которых – верхний — размещается под углом 60° относительно двух остальных.
- Комплект рабочих валков, количество которых зависит от предельного значения наружного диаметра вальцуемой заготовки.
- Рукоятку для вращения нижних, приводных валков.
- Зубчатую или цепную передачу, которая обеспечит синхронное вращение приводных валков в одну сторону.
- Нажимной узел с пружинами сжатия, который обеспечит возможность прижима неприводного валка к заготовке. Его проще выполнять слева или справа, поскольку тонкий лист довольно легко выходит из зазора при изменении его первоначального значения только с одной стороны.
- Приспособление для поворота одной из стоек вальцовочного станка с целью замены рабочих валков.
https://youtube.com/watch?v=67teL-t3uds
Прежде всего, следует чётко ограничить технические возможности проектируемого валкового оборудования. Вальцовочный станок с ручным приводом способен производить гибку листового металла толщиной не более 1 — 1,5 мм, при ширине заготовки до 600 мм. При малой энергоёмкости самого процесса гибки, потери на трение в передачах и подшипниках оказываются весьма значительными, что заставит оператора увеличивать мускульное усилие, прилагаемое для проворота рабочих валков. Между тем видимая неравномерность их вращения вызовет нежелательные искажения формы профилируемого изделия.
https://youtube.com/watch?v=Y-FZPMBf1vw
Сборка своими руками
Вальцы для гибки труб представляют собой простое устройство. Сделать его можно даже из подручных материалов, оставшихся после ремонта и строительства. В большинстве случаев, принимая решение, как сделать вальцы, начинающие мастера склоняются к выбору конструкции механического типа. Ее несложно спроектировать и собрать с помощью сварки, которая есть в каждом доме.
Чертеж
Перед тем, как изготовить добротный и функциональный станок для сгибания профиля, необходимо изготовить подробные чертежи, размеры всех деталей следует наносить с высокой точностью.
Схемы валков можно сделать на миллиметровой бумаге или на компьютере. Выбор зависит от навыков проектирования. На основе составленных чертежей рассчитывается потребность в строительных материалах и инструментах. Делается смета, осуществляется подбор оборудования и закупка недостающего имущества.
Материалы и инструменты
Для сборки самодельных вальцов потребуются такие инструменты и расходные материалы:
- сварочный аппарат;
- болгарка или фреза с дисками по металлу;
- рулетка;
- электрическая дрель;
- набор отверток и гаечных ключей;
- угольник;
- керн;
- масляный уровень;
- метизы (уголки, болты, гайки, заклепки);
- швеллер или двутавровая балка;
- заготовки для валов;
- профильные трубы.
Подбирая материал для строительства, следует помнить, что металлы и сплавы для вальцов должны быть намного прочнее, чем сталь профильных труб.
Что входит в конструкцию
Станина изготавливается из толстого и тяжелого проката.
Прочность и масса основания должна соответствовать прикладываемому усилию при прокатке профилей. Каркас собранный должен быть устойчивым и крепким, чтобы не качаться во время работы.
Прижимная система собирается в форме буквы «П». На верхней перекладине изготавливается отверстие с резьбой для создания прижимного усилия. Другим вариантом является приваривание гайки поверх круглого отверстия. Впоследствии в него вставляется болт для регулировки просвета между роликами.
Сами ролики оборудуются подшипниками качения, которые крепятся на прочных осях. Вальцы вытачиваются на токарном станке, проходят цикл закалки в масле.
Привод делается из велосипедных звездочек и цепи. Звездочки привариваются к ведомому и ведущему валу, после чего соединяются цепью. На ведущую звездочку приваривается ворот с достаточным рычагом усилия.
Заполнение песком или водой?
При придании заготовкам сильного изгиба происходит их сплющивание и нарушение геометрии сечения. Для того, чтобы этого не допустить, полые профили заполняются плотным материалом, не меняющим объем под давлением.
С водой сложнее, так как заглушки должны быть герметичными. Если сборка происходит зимой, то лучшим решением будет заливка труб водой, закрытие их пластиковыми заглушками и замораживание. Такой способ применяется при изготовлении духовых музыкальных инструментов.
Выбор пружины
Пружины используются для снижения воздействия вибрации от электродвигателя на прокатную систему. При сильной вибрации может наблюдаться смещение заготовок по горизонтальной оси. Пружины должны быть жесткими, чтобы не допустить раскачивания мотора и одновременно снизить тряску. Рекомендуется использовать не менее 4 пружин для фиксации станины электродвигателя.
Нарезаем и варим
Процесс изготовления вальцов проводится в такой последовательности:
- Проведение замеров и нанесение разметки в соответствии со схемами.
- Разрезание проката на заготовки, зачистка поля для сварки.
- Вытачивание и закалка валов, установка в них подшипников, прикрепление звездочек, закрепление на оси.
- Сваривание каркаса с прокаточным и прижимным механизмом.
- Монтаж привода. Он может быть постоянным или съемным.
- Проверка работоспособности станка.
В заключение проводится очистка металла от ржавчины, его грунтовка и покраска. Подвижные части смазываются.
Покупной или самодельный станок
Безусловно, чтобы не тратить свое время и силы на изготовление домашнего станка, на расчеты вальцов и нагрузок, гораздо проще его купить. Однако камнем преткновения в данном случае является цена готового покупного оборудования, которая варьируется в диапазоне от 20 до 35 тысяч рублей.
Вполне возможно, что конструкция, которую вы собрались возводить с использованием вальцовочного станка, стоит гораздо меньше самого прибора.
И если не в ваших планах возводить ажурный забор или беседку, то такие расходы на приобретение профессионального вальцовочного станка вовсе ни к чему. Попробуйте сделать станок своими руками.
Если у вас получилось создать прибор для деформации металлических изделий, то применяя его на практике, позаботьтесь о том, чтобы в работе не были допущены следующие дефекты:
- появление трещин на металлическом профиле. В противном случае деталь нужно выбросить;
- избегать сжатия и растяжения поверхности в точке нагрузки на конструктивный элемент;
- сжатие или деформацию детали перед вальцеванием.
Если вы решились сделать станок самостоятельно, то для дальнейшего удобства работы с ним желательно совмещать его работу с электроприводом. Для этого подойдет любой мотор с редуктором, который упростит процесс выполнения деформации металла. При помощи стальной трубы, которая монтируется на обычный домкрат, сделайте прижимное устройство для профиля. Благодаря таким нехитрым дополнениям вы сможете получить качественную готовую продукцию.
Особенности технологии
Вальцовка, или вальцевание, – работа, в ходе которой листовые заготовки приобретают необходимую в соответствии с задачей форму. Работа, строго говоря, идет не только с металлом. В качестве материала может послужить любой пластичный материал, начиная от резины и пластика и заканчивая железом или алюминием. Разного рода трубопрокатные изделия тоже подвергаются такой обработке.
Для того чтобы обработать профлист, используется специальное оборудование. Исходя из названия, легко можно сделать вывод, что основную роль в конструкции играют несколько валов. Процесс придания формы конуса или цилиндра в целом и называется вальцовкой. Если, например, нужно увеличить диаметр трубы в ширину без потери качества, тогда операция называется развальцовкой, но суть от этого изменится мало.
Для домашней мастерской будет достаточно и ручного. При правильном подходе устройство можно собрать и самостоятельно, работать оно будет с ничуть не меньшей эффективностью, чем его заводские аналоги. Это специальное оборудование для работы с металлом в холодном состоянии, объяснений его эффективности существует несколько.
- В процессе металл не меняет своей температуры, а значит, сохраняет все свои первоначальные технические характеристики неизменными.
- Структура не подвергается серьезным изменениям, помимо внешней деформации. Не образуется никаких дыр и трещин в заготовках.
- Работа идет равномерно по всей поверхности изделия. Расчет толщины и радиуса воздействия учитывается заранее.
- Процесс легко можно контролировать на всех этапах.
Благодаря точности обработки изделий можно работать с заданными геометрическими параметрами, не теряя ни миллиметра. Детали и габариты изделий в конечном итоге могут быть диаметрально разными, начиная от стальной заготовки и заканчивая частью небольшого ювелирного украшения.
Технические характеристики материала
Влагостойкий гипсокартон используют в ванной, бассейнах, кухне и других помещениях с нестабильным уровнем влажности. Это возможно благодаря тому, что материал обладает техническими характеристиками, которые разрешают применять его в разных микроклиматах.
Гипсокартон – это материал, с которым, с удовольствием работают ремонтники. Благодаря тому, что появился стеновой и потолочный материал, у которого высокая влагостойкость, использование ГКЛ стала возможна в любом по микроклимату, помещении. Ведь даже если учесть стандартные параметры обычного гипсокартона, несмотря на универсальность сырья, сфера его применения была ограничена.
Производителям влагостойкого гипсокартона выдан сертификат, который указывает на соответствие гипсокартона требованиям и характеристикам:
- Материал полностью безопасен для человека.
- У материала высокий уровень устойчивости к пожарам. Используется ГКЛВ даже в помещениях с повышенным риском высоких температур.
- Материал очень гибок, из него создаются самые разные формы и архитектурные решения.
- Материал нетоксичен, а значит, применим для помещений разного назначения.
- Гипсокартонное покрытие, если оно имеет влагостойкую структуру, помогает защитить перекрытие стенового отдела комнаты от попадания в пространство излишних звуков. Звукоизоляция довольно высокая.
- Поверх материала клеятся обои разных текстур и толщины. А также, сверху ГКЛВ укладывают плитку, это позволяет дополнительно утеплить и изолировать помещение от посторонних звуков.
Исходя из значимых технических характеристик, можно быть уверенным, что влагостойкий гипсокартон подходит под плитку, обои в ванну и на кухне.
Рекомендации по изготовлению вальцовочного станка
После того как чертежи ваших будущих вальцов разработаны, а материалы подготовлены, можно приступать к изготовлению станка. Перед его сборкой вам надо изготовить следующие элементы.
Опорная рама
На ней будут установлены нижние валки оборудования. Изготовить такую раму можно из двух листов толстого металла, которые соединяются между собой ребрами жесткости (можно использовать для этого несколько труб). К боковой поверхности листов, из которых будет изготовлена рама, для придания им дополнительной жесткости необходимо приварить стальные уголки. Опорные валы на элементы такой рамы устанавливаются в специальные пазы, которые следует предварительно разметить и вырезать.
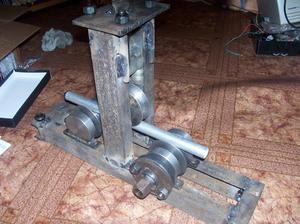
Самодельная рама в сборе с валками
Опорные стойки
На них будет располагаться верхний валок. Для изготовления таких стоек лучше использовать не трубы, а массивный П-образный профиль из стали. Для обеспечения вертикального перемещения верхнего валка подойдет червячная передача.
Приводной механизм
Он будет состоять из трех звездочек, цепи и механизма ее натяжения.
Вид станка с торца до закрепления деталей приводного механизма
Самодельный привод станка можно собрать и на основе шестереночной передачи
Сами валки, которые и будут выполнять основную работу по деформированию листового металла, лучше приобрести в заводском исполнении, а не использовать для этого трубы или не пытаться выточить их на токарном станке самостоятельно.
Вам также потребуются болгарка, сварочный аппарат, дрель и набор слесарных инструментов. Порядок действий по изготовлению вальцов своими руками выглядит следующим образом.
- Предварительно подготовленные узлы станка, размеры которых должны точно соответствовать чертежу, соединяются между собой при помощи сварки.
- Верхний и нижние валки устанавливаются в предварительно подготовленные для них места на станине и опорных стойках.
- Собирается приводной механизм вальцов.
- После сборки оборудования проводится тестирование работоспособности его составных элементов и корректность их взаимодействия друг с другом.