Гост 6357-81 (ст сэв 1157-78) основные нормы взаимозаменяемости. резьба трубная цилиндрическая (с поправкой)
Содержание:
- Характеристики двигателя Тойота 1G
- Классификация и определение резьбы
- Недостатки и слабые места Г4ЕЕ
- Неисправности
- Применение дюймовой резьбы
- Маркировка и классы точности
- Лучшие покупные крысоловки
- Дюймовая продукция, поставляемая компанией «Трайв-Комплект»
- Свойства цвета
- Классы точности и правила маркировки
- Конические трубные резьбы
- Отличие резьбы метрической от трубной
- Материал для дымохода в бане
- Какие данные нужны для расчёта эксплуатационных характеристик воздуховодов?
- Обозначение резьбы трубной конической на чертеже гост
- Основные характеристики дюймовой резьбы
- Описание двигателей серии 1G
- Гидро- и теплоизоляционные отделочные работы
Характеристики двигателя Тойота 1G
| Производство | Shimoyama plant |
| Марка двигателя | 1G |
| Годы выпуска | 1979-2005 |
| Материал блока цилиндров | чугун |
| Система питания | инжектор |
| Тип | рядный |
| Количество цилиндров | 6 |
| Клапанов на цилиндр | 2/4 |
| Ход поршня, мм | 75 |
| Диаметр цилиндра, мм | 75 |
| Степень сжатия | 8.8 (1G-EU) 9.2 (1G-GEU/EU) 8.5 (1G-GTEU/GTE) 8 (1G-GZEU/GZE) 9.6 (1G-FE) 10 (1G-FE BEAMS) 9.5 (1G-GE) (см. модификации) |
| Объем двигателя, куб.см | 1988 |
| Мощность двигателя, л.с./об.мин | 105/5400 (1G-EU) 125/5400 (1G-EU) 130/5400 (1G-EU) 140/6200 (1G-GEU) 140/6400 (1G-GEU) 160/6400 (1G-GEU) 185/6200 (1G-GTEU) 210/6200 (1G-GTE) 160/6000 (1G-GZEU) 170/6000 (1G-GZE) 135/5600 (1G-FE) 140/5750 (1G-FE) 160/6200 (1G-FE BEAMS) 150/6200 (1G-GE)(см. модификации) |
| Крутящий момент, Нм/об.мин |
146/4400 (1G-EU) 160/4400 (1G-EU) 160/4400 (1G-EU) 162/4600 (1G-GEU) 172/4000 (1G-GEU)186/5200 (1G-GEU)245/3200 (1G-GTEU)280/3800 (1G-GTE) 210/4000 (1G-GZEU)230/3600 (1G-GZE)180/4400 (1G-FE)185/4400 (1G-FE)200/4400 (1G-FE BEAMS)186/5400 (1G-GE) (см. модификации) |
| Топливо | 92-95 |
| Экологические нормы | до Евро 3 |
| Вес двигателя, кг | ~180 (1G-FE) |
| Расход топлива, л/100 км (для Lexus IS 200)— город— трасса— смешан. |
14.07.89.8 |
| Расход масла, гр./1000 км | до 1000 |
| Масло в двигатель | 0W-30 5W-30 5W-40 10W-30 10W-40 10W-50 15W-50 |
| Сколько масла в двигателе, л | 3.8 (1G-FE BEAMS АКПП) 3.9 (1G-FE BEAMS МКПП) 4.1 (1G-FE) |
| Замена масла проводится, км | 7000-10000 |
| Рабочая температура двигателя, град. | — |
| Ресурс двигателя, тыс. км— по данным завода — на практике |
—300+ |
| Тюнинг, л.с.— потенциал— без потери ресурса |
400+ |
| Двигатель устанавливался |
Toyota Crown Toyota Mark 2Toyota SupraToyota Altezza/Lexus IS 200 Toyota Chaser Toyota Cresta Toyota Soarer |
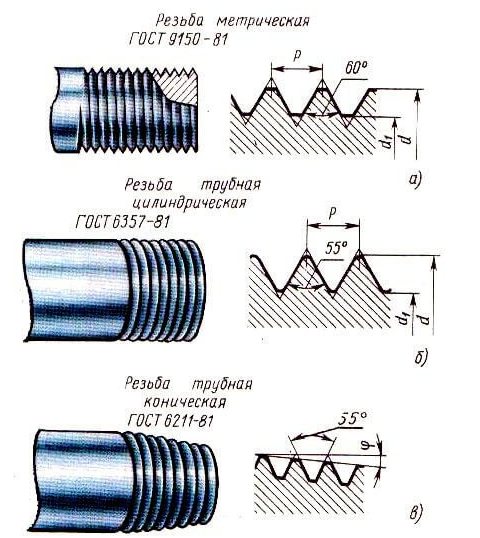
Классификация и определение резьбы
Резьба – один или несколько равномерно расположенных выступов, имеющих постоянную величину сечения, нанесенных на боковой поверхности цилиндра или конуса. Резьба используется в машинах, различных механизмах, инженерных конструкциях для соединения, уплотнения или заданного перемещения элементов конструкции.
Существует множество классификаций резьбы, которые отличаются по конструкционным и эксплуатационным признакам. Применительно к конструкции можно выделить различные типы резьбы в зависимости от формы поверхности (цилиндрическая, коническая), расположения на детали (наружная, внутренняя), форме профиля (треугольная, круглая, ленточная, трапецеидальная, прямоугольная, упорная), числу заходов (с одним или несколькими заходами), по направлению (правая и левая), в зависимости от использования единиц измерения (метрическая, дюймовая). Также различают резьбу общего назначения и специальную резьбу (для деталей определенного типа).
Недостатки и слабые места Г4ЕЕ
Наиболее частой неисправностью этого мотора считаются нестабильная работа (рывки, провалы тяги), течь масла и вибрация.
В чем коренятся проблемы неустойчивых оборотов:
- неполадки системы зажигания (неисправны свечи или катушка, пробит высоковольтный провод);
- загрязнение топливного фильтра;
- неверно отрегулированные клапаны (на G4EE двигатель установлены автоматические гидрокомпенсаторы, поэтому тепловые зазоры в регулировке не нуждаются, однако и они могут выйти из строя по окончании ресурса).

К слабым местам относят также утечку масла. Она возникает обычно из-за пришедшей в негодность манжеты клапанной крышки или прокладки ГБЦ, а также износа маслосъемных колпачков.
Появление вибраций связано ослаблением опор двигателя. Это минус автомобилей с большим пробегом.
Неисправности
| НЕИСПРАВНОСТЬ | ПРИЧИНА |
|---|---|
| Повышенный расход масла. | Подобное характерно для залегших маслосъемных колец. В данном случае ремонт заключается в раскоксовке мотора или же установке новых колец, маслосъемных колпачков и вкладышей. Рекомендуем использовать соответствующий ремкомплект, что позволит значительно упростить ремонтные работы. |
| Появление протечек масла. | Это характерная поломка, в особенности для модификаций двигателя до рестайлинга 1G FE Beams 1998 года. Из-под датчика масла появлялась течь, устранить которую было затруднительно. Причиной проблемы являлся сам датчик масла, который терял герметичность и появлялись протечки. Сложность состоит в том, что добраться до датчика и заменить его не так то просто. Необходимо приподнимать двигатель или же снимать навесное оборудование. |
| Появляются проблемы с давлением масла в системе ДВС. | Причина – вышедший из строя масляный датчик. Рекомендуем проверить давление в системе и провести замену вышедшего из строя датчика. |
| Появление плавающих оборотов холостого хода. | Необходимо проверить клапан холостого хода и дроссельную заслонку. Данные работы должен выполнять исключительно специалист, что позволит гарантировать полное устранение проблем с двигателем. |
Применение дюймовой резьбы
Для обеспечения высокой прочности создаваемого соединения с США и Канаде применяются рассматриваемые резьбы с углом при вершине 60 градусов. Исключением можно назвать производство сантехники. Болты с дюймовой резьбой встречаются и на территории Европы. Они характеризуются высокой прочностью. Кроме этого, может использоваться винт с дюймовой резьбой при создании различной техники и механизмов.
Дюймовая резьба в трубопроводе обеспечивает высокое качество соединения, так как соединение труб должно выдерживать высокое давление и переменные нагрузки. Однако, она стала использоваться и при производстве различной техники, к примеру, фотоаппаратов. Некоторые метрические варианты исполнения схожи по своим параметрам с дюймовыми, что обеспечивает универсальность применения.
В заключение отметим, что не следует путать английскую индустриальную резьбу с той, которая широко применяется сегодня. Старый образец использовался еще 1841 году. Этот вариант исполнения практически полностью повторяет рассматриваемый, однако отличительные особенности все же есть. Стоит учитывать, что винты и гайки с такими витками не сопрягаются с дюймовыми крепежами, которые получили широкое распространение на территории Америки и Канады.
Маркировка и классы точности
Существует 3 класса точности резьбы: первая (самая грубая), вторая и третья (наиболее точная). Выбор того или иного класса зависит от 2-х факторов: размеры диаметра резьбы, взятого из таблицы, давления жидкости в трубопроводе. Чем выше класс резьбы, тем большее давление жидкости она сможет выдержать.
Размеры проверяют на соответствие определенному классу точности с помощью специальных калибров. Этот способ позволяет наиболее достоверно определить соответствие резьбой требуемых размеров, но он более трудоемкий. Такой метод эффективен в условиях многосерийного производства деталей, требующих наличие высокой точности. Когда серийность не столь велика и к точности не предъявляется повышенных требований, размеры резьб контролируются следующим образом:
- Размеры наружного диаметра измеряют с помощью штангенциркуля, микрометра и других механических измерительных приборов. Затем показания сверяют со справочной таблицей.
- Размеры шага определяют прикладыванием специальных гребенок, например дюймовый резьбомер. Затем полученное количество витков на дюйм соотносят со значением таблицы размеров дюймовой резьбы. Самый простой способ измерить шаг резьбы – взять линейку, отметить на ней 25,4 миллиметра и посчитать сколько витков входит в данный отрезок. Сразу отметим, что это способ наиболее грубый и не подходит для измерения резьбы с третьим и вторым классом точности.
Обозначение дюймовой резьбы в технической документации разберем на примере:
G 2” LH-2-40
Буква «G» означает, что резьба трубная цилиндрическая. Коническая трубная согласно Российским стандартам обознается буквой «К».
Цифра «2» указывает на размер наружного диаметра. Единицей измерения являются дюймы. Размеры резьбы и их варианты полностью регламентированы ГОСТами и занесены в специальные таблицы.
Буквы «LH» показывают, что резьба имеет левое направление завинчивания. Отсутствие данного обозначения указывает на правое направление.
Цифра «2» характеризует класс точности. Таблица пределов отклонений указана в ГОСТе.Цифра «40» — это размер, характеризующий длину завинчивания.
Лучшие покупные крысоловки
Дюймовая продукция, поставляемая компанией «Трайв-Комплект»
Свойства цвета
Яркая темно-розовая палитра относится к холодной части спектра. Родственные – малиновый, сиреневый и лиловый, но вместе эти тона использовать не стоит. Удивительный цветок, давший новое название в палитре, поражал воображение барышень с той поры, как прижился на подоконниках в северных широтах. В оформлении интерьера его практикуют со 2-й половиной ХХ века, когда пришла эмоциональная и беспечная послевоенная эпоха, принесшая миру арт-деко, поп-арт и диско. Яркий оттенок быстро наскучил своим поклонникам.
На волне популярности цвет фуксия в дизайне интерьера вернулся на рубеже тысячелетий – с новой стилистикой типа «Гламур» и «Барби». Сначала его применяли в детской спальне, гостиной и ванной. Но активнее всего он практикуется в декоре личного пространства молодых модниц.
Классы точности и правила маркировки
Резьба, относящаяся к дюймовому типу, как указывает ГОСТ, может соответствовать одному из трех классов точности – 1, 2 и 3. Рядом с цифрой, обозначающей класс точности, ставят буквы «А» (наружная) или «В» (внутренняя). Полные обозначения классов точности резьбы в зависимости от ее типа выглядят как 1А, 2А и 3А (для наружных) и 1В, 2В и 3В (для внутренних). Следует иметь в виду, что 1-му классу соответствуют самые грубые резьбы, а 3-му – самые точные, к размерам которых предъявляются очень жесткие требования.
Предельные отклонения размеров по ГОСТу
Чтобы понять, каким параметрам соответствует конкретный резьбовой элемент, достаточно разобраться в обозначении резьбы, которая на него нанесена. Обозначение, о котором идет речь, используют многие зарубежные производители, которые работают по американским стандартам, относящимся к элементам резьбовых соединений.
Пример условного обозначения дюймовой резьбы
В такой маркировке содержится следующая информация о резьбе:
- номинальный размер (наружный диаметр) – первые цифры;
- число витков, приходящихся на дюйм длины;
- группа;
- класс точности.
Если возник вопрос- как определить тип и размер резьбы Соединительная арматура для труб и шлангов
соединения пользуйся таблицей ниже.
Обрати внимание на следующее:
- соединения с дюймовой резьбой выделены цветом
- рядом с размером дюймового шага в tpi указан размер шага в мм
- соединения с наружной конической резьбой обычно не имеют зарезьбовой канавки
- конические фитинги BSPT и NPT очень похожи, но у BSPT на шестиграннике есть метка – риска
Важный ахтунг – вполне возможны ситуации когда дюймовый и метрический шаги весьма близки по размерам (такое возможно на соединениях JIC).
Читать также: Скребковый конвейер принцип работы
В этом случае можно спутать дюймовую Резьба дюймовая цилиндрическая американская UNF (Unified Thread Standard)
UNC UNF и метрическую резьбы.
Резьбовой крепеж является одним из самых популярных для присоединения деталей, сборки изделий, оборудования, конструкций. Нет такой отрасли, где бы он не использовался. Характеристик резьбы много: шаг, поле допуска, количество заходов, номинальный диаметр, вид профиля и другие. Одна из таких – единицы измерения, дюймы или миллиметры.
Часто бывает ситуация, когда нужно заменить болт, шпильку или винт, но приобретенный по максимальной схожести “на глазок” крепеж не ввинчивается в посадочное отверстие. Одна из причин – попытка ввинтить в отверстие с метрической резьбой крепежное изделие с наружной дюймовой резьбой. Или наоборот. Такая ситуация часто возникает при замене крепежа на изделиях или оборудовании, произведенных в Великобритании, США, Японии, Австралии. Там дюймовая резьба является приоритетной.
Как отличить дюймовую резьбу от метрической? Есть два основных способа – измерением шага и диаметра или с помощью специального инструмента.
Измерение
Маркировка резьбы крепежной детали в метрической и дюймовой системах выполняется по разному. В метрической, это указание шага резьбы (расстояние между соседними нитками) в миллиметрах, тогда как в дюймовой – количество витков на один дюйм.
Определение типа и размера резьбы крепежа сводится к следующим операциям. С помощью штангенциркуля измерить диаметр. Затем с помощью дюймовой линейки или штангенциркуля измерить количество витков в одном дюйме и шаг резьбы. Можно воспользоваться и обычной линейкой с отмеренными 2,54 мм (1 дюйм = 2,54 мм). Шаг метрической резьбы на мелком крепеже можно узнать, измерив расстояние между 10 витками и полученное значение разделить на 10. Полученные значения следует сопоставить с таблицей ниже. Максимальное совпадение по диаметру, количеству витков, шагу указывает на размер и тип резьбы. Нужно отметить, что существует много разных видов дюймовых резьб. В таблице приведены наиболее распространенные в диапазоне диаметров от 8 мм до 64 мм.
Для измерения резьбы также можно воспользоваться резьбомером. Это его прямое назначение. Резьбомер представляет собой набор пластин с выступающими зубьями под конкретную резьбу объединенных на единой оси. Размер резьбы выгравирован или нанесен несмываемой краской на самой пластине. Проверка резьбы выполняется путем прикладывания к резьбе наиболее близких по размеру пластин. При полном совпадении, без зазоров резьбу можно считать определенной, а ее размер посмотреть на пластине резьбомера. Выпускаются резьбомеры отдельно под метрическую, дюймовую резьбу или под оба вида.
Конические трубные резьбы
рисунок трубные конические резьбы
Коническая трубная резьба ГОСТ 6211-81 (1-й типоразмер)
Единица измерения параметров: Дюйм
Соответствует закругленному профилю трубной цилиндрической резьбы с углом 55°. См. верхнюю часть (I) трехмерного изображения «рисунок трубные конические резьбы».
Условное обозначение
Международная: R
Япония: PT
Великобритания: BSPT
Указывается буква R и номинальный диаметр Dy. Обозначение R означает наружный вид резьбы, Rc внутренний, Rp внутренний цилиндрический. По аналогии с цилиндрической трубной резьбой для левой резьбы используется LH.
Примеры:
R1 ½ — наружная трубная коническая резьба, номинальный диаметр Dy = 1 ½ дюйма.
R1 ½ LH — наружная трубная коническая резьба, номинальный диаметр Dy = 1 ½ дюйма, левая.
Коническая дюймовая резьба ГОСТ 6111 — 52 (2-й типоразмер)
Единица измерения параметров: Дюйм
Изготавливается на поверхностях с конусностью 1:16
Имеет угол профиля 60°. См. нижнюю часть (II) трехмерного изображения «рисунок трубные конические резьбы». Применяется в трубопроводах (топливных, водяных, воздушных) машин и станков с относительно невысоким давлением. Использование данного типа соединения предполагает герметичность и стопорение резьбы без дополнительных специальных средств (льняных нитей, пряжи с суриком).
Условное обозначение
Первой идет буква К, далее ГОСТ.
Пример:K ½ ГОСТ 6111 — 52
Расшифровывается как: резьба коническая дюймовая с наружным и внутренним диаметром в основной плоскости примерно равным наружному и внутреннему Ø трубной цилиндрической резьбы G ½
Таблица основных параметров конической дюймовой резьбы
| Обозначение размера резьбы (d,дюймы) | Число ниток на 1″ n | Шаг резьбы S, мм | Длина резьбы, мм | Наружный диаметр резьбы в основной плоскости d, мм | |
| Рабочая l1 | От торца трубы до основной плоскости l2 | ||||
| 1/16 | 27 | 0,941 | 6,5 | 4,064 | 7,895 |
| 1/8 | 27 | 0,941 | 7,0 | 4,572 | 10,272 |
| 1/4 | 18 | 1,411 | 9,5 | 5,080 | 13,572 |
| 3/8 | 18 | 1,411 | 10,5 | 6,096 | 17,055 |
| 1/2 | 14 | 1,814 | 13,5 | 8,128 | 21 793 |
| 3/4 | 14 | 1,814 | 14,0 | 8,611 | 26,568 |
| 1 | 11 1/2 | 2,209 | 17,5 | 10,160 | 33,228 |
| 1 1/4 | 11 1/2 | 2,209 | 18,0 | 10,668 | 41,985 |
| 1 1/2 | 11 1/2 | 2,209 | 18,5 | 10,668 | 48,054 |
| 2 | 11 1/2 | 2,209 | 19,0 | 11,074 | 60,092 |
Отличие резьбы метрической от трубной
Основными показателями резьбовых накаток являются их диаметр и шаг, которые регламентируются соответствующими нормативами.
Широко распространенная метрическая резьба, применяемая во всех сферах промышленности, отличается от трубной по следующим параметрам:
Размеры. Трубная имеет наружный диаметр, кратный специальному фиксированному трубному дюйму (33,24 мм.) и его десятым долям, при этом дюйм не является величиной, кратно связанной с единицами измерения в миллиметрах. Понятно, что элемент с дюймовой нарезкой не может подойти по размерным показателям к изделию, выполненному по метрическим стандартам. В трубной резьбе шаг измеряется в количестве ниток на дюйм – из этого следует, шаг резьбы в миллиметрах не будет совпадать с дюймовым.
Профильный угол. Трубная нарезка, регламентированная отечественными ГОСТ 6211-81, 6357-81, имеет профиль равностороннего треугольника с углом конусного гребня в 55 град., в то время как в метрической этот показатель равен 60 град. Понятно, что помимо различного диаметра и шага, эти резьбовые соединения не смогут работать в паре по причине разного угла конусных гребней.
Рис. 6 Резьба NTPS
Накатка. Трубная резьбовая накатка проводится на заготовки с учетом толщины их стенок и внешних габаритов – это позволяет получить максимально прочную стыковку изделий, зависящую от их физических и механических характеристик заготовок. Трубная резьба отличается от метрической тем, что по стандарту для каждого диаметра установлен свой шаг – это позволяет при соблюдении нормативов обеспечить резьбовому стыку высокую и заранее рассчитанную прочность.
Материал для дымохода в бане
Кирпичный дымоход
Как уже говорилось, раньше кирпич был основным материалом в изготовлении дымоходов. Преимуществом возведения кирпичного дымового канала всегда была дешевизна материала. Строительство было самым экономичным и малозатратным. Песок и глина, вода и кирпич то, что всегда было в пределах доступности. К сожалению, в данное время поиск специалиста печных дел сопряжено с определенными трудностями. А в кирпичном дымоходе качественная эксплуатация напрямую зависит от профессионализма печника. Поэтому цена на услуги квалифицированного специалиста выросла в разы. Прямоугольное сечение способствует созданию местных завихрений в дымовом канале и влечет его засорение. Прочищать нужно как минимум раз в полгода. Однако, если дымоход из кирпича сложен правильно, то это гарантия, что он прослужит много лет. Но не всегда кирпичный дымоход целесообразен для монтажа в бане. Прежде всего, из финансовых затрат на его установку.
Стальной дымоход
Время использования кирпича, как единственного материала для дымовых каналов прошло. Альтернативным решением стал металл. Применение термостойкой нержавеющей стали в обустройстве дымовых каналов для бани стало прорывом в технологии дымоотвода. Широкую популярность приобрели двухтрубные конструкции. Они представляют собой две трубы разного диаметра с не горючим утеплителем между ними. Утеплитель сохраняет дымоход от излишнего образования конденсата и его влияния на трубу. Такие конструкции получили название сэндвич. Как правило, наружная труба изготавливается либо из нержавейки, либо из оцинковки. Оцинкованная сталь – это больше бюджетный вариант, не влияющий на эксплуатационные характеристики. Внутренняя труба изготавливается только из термостойкой нержавеющей стали толщиной 1 мм и более
При выборе трубы обратите на этот параметр особое внимание. Теплоизолятор на основе базальтовых пород, выдерживающий высокие температуры
Такие дымовые каналы имеют цилиндрическую форму, что определяет меньшую подверженность загрязнению.
Керамический дымоход для бани
Новый материал, совсем недавно появившийся на рынке печного оборудования – это керамические шамотные трубы. Они вобрали в себя все достоинства стальных конструкций. При этом им присуща надежность и продолжительный срок службы кирпичных дымовых каналов. В своем составе они имеют внутреннюю шамотную трубу, теплоизоляционный слой из базальтовых пород и наружный кожух из нержавеющей стали или легкого пенобетона. Цена такой трубы намного выше, чем стального дымохода, но благодаря продолжительному сроку эксплуатации, стоимость с лихвой окупается. Этот материал составляет конкуренцию кирпичным конструкциям по надежности, долговечности и пожаробезопасности. Принципиально, это такая же труба, собрать ее так же просто, как и стальные сэндвичи. Хотя в некоторых случаях исполнения под нее требуется усиление фундамента. Есть специальные элементы для сбора труб в законченную конструкцию. При приобретении набора дымового канала из керамических труб для вашего конкретного случая все эти элементы и материалы входят в комплект поставки. Стоимость керамических дымоходов примерно на порядок выше стальных сэндвичей.
Стеклянный дымоход
Идеальным вариантом дымоходных систем является дымовой канал из стекла. Этот материал обладает колоссальными преимуществами: абсолютное отсутствие коррозии, влагоустойчивость невысокая тепловая инертность. Но стоимость таких дымоходов очень высока, а если прибавить огромные затраты на установку, то такой материал просто не нашел распространения из-за огромной цены. Хотя некоторые оптимисты утверждают, что за стеклянными дымоходами, будущее и придет время, когда все дымовые каналы будут изготавливаться из стекла.
Отдельно хочется остановиться на дымоходах из асбестовых труб. Это материал, который нельзя применять для возведения дымоходов. Он канцерогенен и пожароопасен. Асбестоцементный дымовой канал может стать причиной пожара в вашей бане.
Подводя итог сказанному, можно прийти к выводу:
· Дымоход из кирпича, трудоемкий монтаж, требующий определенной квалификации исполнителей.
· Стальной дымовой канал из труб – не дорогой, но непродолжительный срок службы.
· Дымоход из керамических труб долговечен, но стоимость гораздо выше, чем у стальных дымоходных конструкций.
· Стеклянный дымоход практически не имеет недостатков, но цена материала и стоимость монтажа дорогостоящий. Не получил распространения.
· Дымоходные каналы из асбестоцемента строить нельзя.
Какие данные нужны для расчёта эксплуатационных характеристик воздуховодов?
Обозначение резьбы трубной конической на чертеже гост
Трубная коническая резьба
Стандарт распространяется на трубную коническую резьбу с конусностью 1 : 16, применяемую в конических резьбовых соединениях, а также в соединениях наружной конической резьбы с внутренней цилиндрической резьбой с профилем по ГОСТ 6357-81.
98. Профиль и основные размеры, мм, трубной конической резьбы
Конусность 2 tg (j/φ 2) = 1 : 16; φ = 3 ° 34′ 48 »; φ /2 = 1 ° 47′ 24 » d и D — наружные диаметры соответственно наружной и внутренней резьбы d1 и D1 — внутренние диаметры соответственно наружной и внутренней резьбы d2 и D2 — средние диаметры соответственно наружной и внутренней резьбы P — шаг резьбы φ — угол конуса φ/2 — угол уклона H — высота исходного треугольника H1 — рабочая высота профиля R — радиус закругления вершины и впадины резьбы С — срез вершин и впадин резьбы
H = 0,960237P H1 = 0,640327P С = 0,159955 P R =0,137278P
l1 — рабочая длина резьбы l 2 — длина наружной резьбы от торца до основной плоскости
Обозначение размера резьбы
Число шагов на длине 25,4 мм
Диаметры резьбы в оновной плоскости
99. Допуски трубной конической резьбы (по ГОСТ 6211-81)
Обозначение размера резьбы
Смещение основной плоскости резьбы
Предельные отклонения диаметра внутренней цилиндрической резьбы
Примечание. Предельное отклонение ± Δ1 l 2 и ± Δ1 l 2не распространяется на резьбы с длинами, меньшими указанных в табл. 98. Допускается применять более короткие длины резьб. Разность действительных размеров l 1 — l 2 должна быть не менее разности номинальных размеров l 1и l 2 указанных в табл. 98. Осевое смещение основной плоскости Δ1 l 2наружной и Δ2 l 2внутренней резьбы относительно ее номинального расположения не должно превышать значений, указанных в табл. 99. Допускается соединение наружной конической резьбы с внутренней цилиндрической резьбой класса точности А по ГОСТ 6357-81. Длина внутренней конической резьбы должна быть не менее 0,8 (l 1 — Δ1 l 2 ), где Δ1 l 2— см. табл. 99. Конструкция деталей с внутренней резьбой (конической и цилиндрической) должна обеспечивать ввинчивание наружной конической резьбы на глубину не менее l 1 + Δ1 l 2 В условное обозначение резьбы должны входить буквы (R — для конической наружной резьбы; Rc — для конической внутренней резьбы; Rp, — для цилиндрической внутренней резьбы) и обозначение размера резьбы. Условное обозначение для левой резьбы допускается буквами LH. Примеры обозначения резьбы :
внутренняя трубная цилиндрическая резьба: 1 1/2; Rр 1 1/2;
левая резьба: R 1 1/2LH; Rc 1 1/2LH; Rp 1 1/2LH.
Трапецеидальная резьба (по ГОСТ 9484-81)
100. Профили и размеры резьбы Размеры, мм
Основной профиль наружной и внутренней резьбы
d — наружный диаметр резьбы (винта); D — наружный диаметр внутренней резьбы (гайки); d2 — средний диаметр наружной резьбы; D2 — средний диаметр внутренней резьбы; d1— внутренний диаметр наружной резьбы; D1 — внутренний диаметр внутренней резьбы; Р — шаг резьбы; Н — высота исходного треугольника; H1— рабочая высота профиля.
Пример условного обозначения трапецеидальной однозаходной резьбы номинальным диаметром 20 мм, шагом 4 мм и полем допуска среднего диаметра 7е:
Сегодня поговорим об обозначении трубной резьбы на чертеже. Почему это актуально – объяснять не надо, не найдется в доме помещения, где бы не использовались трубы.
Пара слов о теории. Трубная резьба (ТР) получается в результате нарезки спиралевидных каналов на теле трубы (или внутри ее).
Такая резьба предназначена для монтажа разъемного (это обязательное условие) соединения любых трубопроводов (полимерных, металлических и др.).
Когда мы имеем дело с ТР, необходимо помнить, что она обычно исполняется у двух видах.
- Цилиндрическом (G-тип). В этой версии нарезается спиралевидная канавка, имеющая треугольный профиль и угол 55° градусов на вершине.
- Коническом (R-тип). В этом случае нарезается аналогичная канавка на пологом участке с конусностью 1:16.
- Следует добавить, что существует еще дюймовый вариант. Это тот случай, когда треугольного профиля канавка с углом в 60° градусов на вершине нарезается на конической поверхности. Этот вариант в настоящее время применяется очень редко, его обозначение не рассматриваем.
Таким образом, на чертеже трубная резьба будет обозначено либо G-типом, либо R-типом. Но каким конкретно будет обозначение? Есть ли какие-то отличия в идентификации? Что мы должны увидеть?
Основные характеристики дюймовой резьбы
Размеры резьбы в дюймах и многая другая информация указывается в нормативной документации, которая связана с ГОСТ 6111-52. Как и любая другая резьба, рассматриваемая характеризуется двумя основными параметрами: диаметр наружных витков и их шаг расположения. К их особенностям можно отнести нижеприведенные моменты:
- Шаг дюймовой резьбы определяет то, на каком расстоянии витки находятся относительно друг друга. Стоит учитывать, что подобный метрический размер определяет то, насколько прочным будет соединение. Некоторые параметры дюймовой резьбы должны оставаться неизменными по всей длине трубы. К примеру, шаг должен оставаться неизменным, так как в противном случае могут возникнуть затруднения с использованием трубы или фитинга.
- Наружный диаметр измеряется между верхними точками создаваемых гребней. Размеры трубной резьбы в этом случае определить достаточно просто, так как можно использовать обычный измерительный прибор.
- Внутренний диаметр определить намного проще. Этот показатель характеризуется расстоянием от одной самой нижней точки до другой, расположенной на противоположней стороне трубы.
Таблица размеров применяется для соотношения метрического варианта исполнения с дюймовым. Она применяется для подбора трубы и фитингов. В этой таблице указываются диаметры резьбы и другие важные показатели.
Основные параметры дюймовой резьбы
Резьбомер дюймовый позволяет определить основные показатели. Данный инструмент работает по принципу шаблона, когда маркированный резьбомер накручивается. При плавном ходе резьбомера можно с высокой точностью определить типоразмер резьбы.
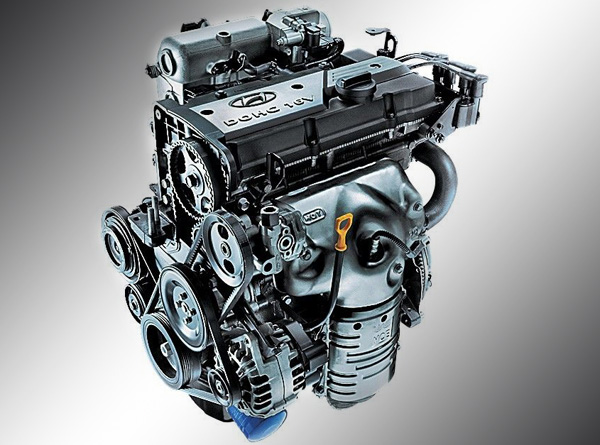
Описание двигателей серии 1G
В конце 1970 у компании Toyota назрела необходимость замены старой серии двигателей 7M на более совершенную, и в 1979 был разработан первый двигатель линейки 1G, под кодовым индексом 1G-EU,имеющий квадратную архитектуру — ход поршня и диаметр цилиндра равны 75 мм, объем силовой установки равнялся двум литрам, был оснащен инжектором EFI, имел 12 клапанов и один распредвал. Данную силовую установку первыми получили маркообразные в 50х кузовах.
1GEU первый двигатель серии 1G
Позже в 1982 году, Toyota приобщила к мотору компанию Yamaha и был выпущен агрегат 1G-GEU. Данный агрегат получил двухвальную ГБЦ, 4 клапана на цилиндр и имел внушительную мощность с такого объема — 160 лошадиных сил всего с 2 литров. Двигатель получился высокооборотистым и имел прекрасный звук, надежности силовой установки также можно было позавидовать.
В 1985 году в свет вышли два новых двигателя с нагнетателями, 1G-GZE мощностью 165 л.с. и 1G-GTE, который развивал 185 лошадиных сил, обе силовые установки были прорывом для своего времени.
1G-GZE оснащался компрессором и развивал 165 л.с.
1G-GZE — компрессорная модификация 1G, в данном агрегате Toyota впервые ушла от трамблерного зажигания, использовав на каждый цилиндр отдельную катушку. Двигатель оснащался компрессором SC14, который по сей день используется для тюнинга автомобилей разных классов. Степень сжатия данной силовой установки 8,0.
1G-GTE 2х литровый турбо агрегат
1G-GTE — турбированная версия, оснащалась двумя маленькими нагнетателями CT12 и работала на давлении 0,4-0,5 бар, оснащалась жидкостным интеркулером, что позволяло развивать 185 лошадиных сил при степени сжатия 8,5. После модернизации силовой агрегат получил новые форсунки, воздушный интеркулер и развивал мощность уже в 210 лошадиных сил.
На фото классический представитель серии 1G, трамблерный, двух литровый мотор, развивающий 135 лошадиных сил.
В 1988 на замену устаревшему 1G-EU пришла базовая модификация двигателя 1G-FE, силовая установка отличалась 24 клапанами на цилиндр, имела электронный впрыск топлива с датчиком MAP, развивала мощность в 135 лошадиных сил и имела степень сжатия 9,6. Вскоре этот двигатель стал одним из самых популярных и устанавливался на автомобили до 1998.
1G-FE BEAMS, последняя версия двигателей серии 1G
Все силовые установки оснащались чугунным блоком цилиндров, ременным приводом ГРМ и системой впрыска EFI, ресурс силовых установок превышал 500 тыс. км, а двигатель 1G-FE можно считать миллионником, данный силовой агрегат очень надежен, мог проезжать по 15000 км. без замены масла и не терять в ресурсе.