Гост 16093-2004. основные нормы взаимозаменяемости. резьба метрическая. допуски. посадки с зазором
Содержание:
- Свойства цвета
- Сообщить об опечатке
- Домашний очаг
- Параметры и части метрической резьбы
- Резьба стандарта UNC и UNF. Диаметр сверла под резьбу UNC, UNF
- Как измерить длину дюймового болта?
- Видео «Примеры крысоловок»
- Зеленушку можно найти даже поздней осенью
- Трубная цилиндрическая резьба. ГОСТ 6357 — 81
- Резьба трубная коническая, R (BSPT, K)
- Отделка цоколя штукатуркой
- Основные характеристики дюймовой резьбы
- Стиль манга для поклонников японских мультфильмов
- Принципы обозначения
- Каким должен нахлест?
- Варианты декора подушек
- Ловушка Цюриха
- Трасс компании Квик-микс «TUBAG» является уникальным материалом, потому что:
- Какие данные нужны для расчёта эксплуатационных характеристик воздуховодов?
- Отличие резьбы метрической от трубной
- Трубные резьбы: таблица
- Лучшие покупные крысоловки
- Рубрики
- Основные параметры
- Фото самодельных поделок из ракушек
- Метрическая коническая резьба. ГОСТ 25229 — 82
- Применение дюймовой резьбы
- Оборудование для нарезания
- Дюймовая продукция, поставляемая компанией «Трайв-Комплект»
- Глубина ленточного фундамента под баню
- Дюймы против мм. Откуда путаница и когда необходима таблица соответствия
Свойства цвета
Яркая темно-розовая палитра относится к холодной части спектра. Родственные – малиновый, сиреневый и лиловый, но вместе эти тона использовать не стоит. Удивительный цветок, давший новое название в палитре, поражал воображение барышень с той поры, как прижился на подоконниках в северных широтах. В оформлении интерьера его практикуют со 2-й половиной ХХ века, когда пришла эмоциональная и беспечная послевоенная эпоха, принесшая миру арт-деко, поп-арт и диско. Яркий оттенок быстро наскучил своим поклонникам.
На волне популярности цвет фуксия в дизайне интерьера вернулся на рубеже тысячелетий – с новой стилистикой типа «Гламур» и «Барби». Сначала его применяли в детской спальне, гостиной и ванной. Но активнее всего он практикуется в декоре личного пространства молодых модниц.
Сообщить об опечатке
Домашний очаг
Параметры и части метрической резьбы
Метрическая резьба имеет следующие параметры и части.
-
Диаметр. Наружный — D и d. Внутренний — D1 и d1. Средний — D2 и d2. Наружный диаметр называют номинальным и используют в маркировке и обозначениях на чертежах.
-
Шаг. Определяется расстоянием между двумя вершинами. Обозначается буквой P.
-
Ход (Ph). В однозаходной метрической резьбе ход равен шагу. В многозаходной резьбе ход определяется произведением шага на число заходов.
Изображение №3: ход и шаг резьбы
-
Фаска. Это поверхность с углом наклона в 45°, расположенная перед началом винтовой части.
-
Сбег. Это место перехода к гладкой части детали.
Сбег, отрезок с витками и фаска формируют общую длину резьбы.
Поля допусков для метрических резьб
От точности параметров наружных и внутренних метрических резьб зависят качество и надежность соединений. Для четкой стандартизации применяют допуски, указанные в ГОСТ 16093-2004.
Поля допусков установлены в трех классах точности.
-
Грубый. Имеются серьезные отклонения. Они возникают, например, при нарезании метрических резьб на горячетканных прутках и в глубоких глухих отверстиях.
-
Средний. Допуски этого класса применяют при формировании метрических резьб в большинстве случаев.
-
Точный. С применением допусков этого класса формируют прецизионные метрические резьбы. Высокая точность параметров обеспечивает максимально надежную посадку с минимумом колебаний.
Изображение №4: поля допусков для наружных и внутренних резьб
Резьба стандарта UNC и UNF. Диаметр сверла под резьбу UNC, UNF
В авто и бытовой технике зарубежного производства, резьба UNC, UNF имеет широкое применение. Например, резьбу UNC 3/8 и 1/4 дюйма можно встретить в устройствах для фиксации видео-фотокамер (штативы, моноподы, кронштейны для вспышек). UNC, UNF это стандарт США, резьбы которых применяются в странах Европы, и в частности США. В России резьбу UNC и UNF называют дюймовая резьба.
Профиль резьбы UNC, UNF такой же, как и в метрической резьбе 60°, но размеры резьбы считаются в дюймах.
UNC — крупная резьба; UNF — мелкая резьба.
Ниже в таблице приведены подробные размеры резьбы и необходимым диаметром сверла под нарезаемую резьбу.
| Унифицированная крупная резьба UNC | |||||
| Обозначение резьбы | Наружный диаметр, дюйм | Наружный диаметр, мм | Диаметр сверла под резьбу, мм | Число ниток на дюйм | Шаг нарезаемой резьбы, мм |
| N 1 — 64 UNC | 0,073 | 1,854 | 1,5 | 64 | 0,397 |
| N 2 — 56 UNC | 0,086 | 2,184 | 1,8 | 56 | 0,453 |
| N 3 — 48 UNC | 0,099 | 2,515 | 2,1 | 48 | 0,529 |
| N 4 — 40 UNC | 0,112 | 2,845 | 2,35 | 40 | 0,635 |
| N 5 — 40 UNC | 0,125 | 3,175 | 2,65 | 40 | 0,635 |
| N 6 — 32 UNC | 0,138 | 3,505 | 2,85 | 32 | 0,794 |
| N 8 — 32 UNC | 0,164 | 4,166 | 3,5 | 32 | 0,794 |
| N 10 — 24 UNC | 0,19 | 4,826 | 4 | 24 | 1,058 |
| N 12 — 24 UNC | 0,216 | 5,486 | 4,65 | 24 | 1,058 |
| 1/4″ — 20 UNC | 0,25 | 6,35 | 5,35 | 20 | 1,27 |
| 5/16″ — 18 UNC | 0,313 | 7,938 | 6,8 | 18 | 1,411 |
| 3/8″ — 16 UNC | 0,375 | 9,525 | 8,25 | 16 | 1,587 |
| 7/16″ — 14 UNC | 0,438 | 11,112 | 9,65 | 14 | 1,814 |
| 1/2″ — 13 UNC | 0,5 | 12,7 | 11,15 | 13 | 1,954 |
| 9/16″ — 12 UNC | 0,563 | 14,288 | 12,6 | 12 | 2,117 |
| 5/8″ — 11 UNC | 0,625 | 15,875 | 14,05 | 11 | 2,309 |
| 3/4″ — 10 UNC | 0,75 | 19,05 | 17 | 10 | 2,54 |
| 7/8″ — 9 UNC | 0,875 | 22,225 | 20 | 9 | 2,822 |
| 1″ — 8 UNC | 1 | 25,4 | 22,25 | 8 | 3,175 |
| 1 1/8″ — 7 UNC | 1,125 | 28,575 | 25,65 | 7 | 3,628 |
| 1 1/4″ — 7 UNC | 1,25 | 31,75 | 28,85 | 7 | 3,628 |
| 1 3/8″ — 6 UNC | 1,375 | 34,925 | 31,55 | 6 | 4,233 |
| 1 1/2″ — 6 UNC | 1,5 | 38,1 | 34,7 | 6 | 4,233 |
| 1 3/4″ — 5 UNC | 1,75 | 44,45 | 40,4 | 5 | 5,08 |
| 2″ — 4 1/2 UNC | 2 | 50,8 | 46,3 | 4,5 | 5,644 |
| 2 1/4″ — 4 1/2 UNC | 2,25 | 57,15 | 52,65 | 4,5 | 5,644 |
| 2 1/2″ — 4 UNC | 2,5 | 63,5 | 58,5 | 4 | 6,35 |
| 2 3/4″ — 4 UNC | 2,75 | 69,85 | 64,75 | 4 | 6,35 |
| 3″ — 4 UNC | 3 | 76,2 | 71,1 | 4 | 6,35 |
| 3 1/4″ — 4 UNC | 3,25 | 82,55 | 77,45 | 4 | 6,35 |
| 3 1/2″ — 4 UNC | 3,5 | 88,9 | 83,8 | 4 | 6,35 |
| 3 3/4″ — 4 UNC | 3,75 | 95,25 | 90,15 | 4 | 6,35 |
| 4″ — 4 UNC | 4 | 101,6 | 96,5 | 4 | 6,35 |
| Унифицированная крупная резьба UNC | |||||
| Обозначение резьбы | Наружный диаметр, дюйм | Наружный диаметр, мм | Диаметр сверла под резьбу, мм | Число ниток на дюйм | Шаг нарезаемой резьбы, мм |
| N 0 — 80 UNF | 0,06 | 1,524 | 1,25 | 80 | 0,317 |
| N 1 — 72 UNF | 0,073 | 1,854 | 1,55 | 72 | 0,353 |
| N 2 — 64 UNF | 0,068 | 2,184 | 1,9 | 64 | 0,397 |
| N 3 — 56 UNF | 0,099 | 2,515 | 2,15 | 56 | 0,453 |
| N 4 — 48 UNF | 0,112 | 2,845 | 2,4 | 48 | 0,529 |
| N 5 — 44 UNF | 0,125 | 3,175 | 2,7 | 44 | 0,577 |
| N 6 — 40 UNF | 0,138 | 3,505 | 2,95 | 40 | 0,635 |
| N 8 — 36 UNF | 0,164 | 4,166 | 3,5 | 36 | 0,705 |
| N 10 — 32 UNF | 0,19 | 4,826 | 4,1 | 32 | 0,794 |
| N 12 — 28 UNF | 0,216 | 5,486 | 4,7 | 28 | 0,907 |
| 1/4″ — 28 UNF | 0,25 | 6,35 | 5,5 | 28 | 0,907 |
| 5/16″ — 24 UNF | 0,313 | 7,938 | 6,9 | 24 | 1,058 |
| 3/8″ — 24 UNF | 0,375 | 9,525 | 8,5 | 24 | 1,058 |
| 7/16″ — 20 UNF | 0,438 | 11,112 | 9,9 | 20 | 1,27 |
| 1/2″ — 20 UNF | 0,5 | 12,7 | 11,5 | 20 | 1,27 |
| 9/16″ — 18 UNF | 0,563 | 14,288 | 12,9 | 18 | 1,411 |
| 5/8″ — 18 UNF | 0,625 | 15,875 | 14,5 | 18 | 1,411 |
| 3/4″ — 16 UNF | 0,75 | 19,05 | 17,5 | 16 | 1,587 |
| 7/8″ — 14 UNF | 0,875 | 22,225 | 20,4 | 14 | 1,814 |
| 1″ — 12 UNF | 1 | 25,4 | 23,25 | 12 | 2,117 |
| 1 1/8″ — 12UNF | 1,125 | 28,575 | 26,5 | 12 | 2,117 |
| 1 1/4″ — 12 UNF | 1,25 | 31,75 | 29,5 | 12 | 2,117 |
| 1 3/8″ — 12 UNF | 1,375 | 34,925 | 32,75 | 12 | 2,117 |
| 1 1/2″ — 12 UNF | 1,5 | 38,1 | 36 | 12 | 2,117 |
Как измерить длину дюймового болта?
Видео «Примеры крысоловок»
Зеленушку можно найти даже поздней осенью
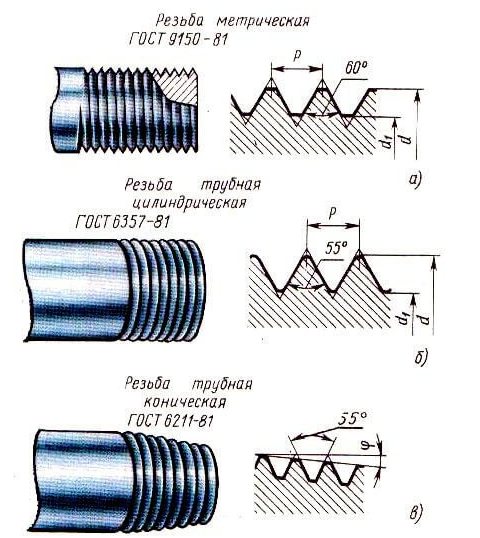
Трубная цилиндрическая резьба. ГОСТ 6357 — 81
Единица измерения параметров: Дюйм
Направление: Левая
Класс точности: Класс А (повышенный), Класс В (нормальный)
Данный тип резьбы используется как в самих трубах так и элементах трубных соединений: контргайках, муфтах, угольниках, тройниках (см. картинку выше). В сечении профиля мы видим равнобедренный треугольник с углом 55 градусов и закруглениями на вершинах и впадинах контура, которые выполняются для высокой герметичности соединения.
Нарезка резьбового соединения осуществляется на размерах до 6”. Все трубы большего размера для надежности соединения и предотвращения разрыва фиксируют сваркой.
Условное обозначение в международном стандарте
Международная: G
Япония: PF
Великобритания: BSPP
Указывается буква G и диаметр проходного отверстия (внутр. Ø) трубы в дюймах. Наружный диаметр непосредственно резьбы в обозначении не присутствует.
Пример:
G 1/2 — резьба трубная цилиндрическая наружная, внутренний Ø трубы 1/2». Наружный диаметр трубы составит 20,995 мм, кол-во шагов на длине 25,4 мм будет равно 14.
Также может быть обозначен класс точности (А,В) и направление витков (LH).
Например:
G 1 ½ — В — резьба трубная цилиндрическая, внутренний Ø 1 ½ дюйма, класс точности В.
G1 ½ LH- В — резьба трубная цилиндрическая, внутренний Ø 1 ½ дюйма, класс точности В, левая.
Длина свинчивания обозначается последней в мм: G 1 ½ -В-40.
Для внутренней трубной цилиндрической резьбы будет обозначен только Ø трубы для которой предназначено отверстие.
Таблица размеров трубной цилиндрической резьбы
| Размер резьбы |
Шаг резьбы, мм |
Число ниток на дюйм |
Диаметры резьбы |
|||
|
Ряд 1 |
Ряд 2 |
d=D |
d2=D2 |
d1=D1 |
||
|
1/16″ |
0,907 |
28 |
7,723 |
7,142 |
6,561 |
|
|
1/8″ |
9,728 |
9,147 |
8,566 |
|||
|
1/4″ |
1,337 |
19 |
13,157 |
12,301 |
11,445 |
|
|
3/8″ |
16,662 |
15,806 |
14,950 |
|||
|
1/2″ |
1,814 |
14 |
20,955 |
19,793 |
18,631 |
|
|
5/8″ |
22,911 |
20,749 |
20,587 |
|||
|
3/4″ |
26,441 |
25,279 |
24,117 |
|||
|
7/8″ |
30,201 |
29,0З9 |
27,877 |
|||
|
1″ |
2,309 |
11 |
33,249 |
31,770 |
30,291 |
|
|
1⅛» |
37,891 |
36,418 |
34,939 |
|||
|
1¼» |
41,910 |
40,431 |
38,952 |
|||
|
1⅜» |
44,323 |
42,844 |
41,365 |
|||
|
1½» |
47,803 |
46,324 |
44,845 |
|||
|
1¾» |
53,746 |
52,267 |
50,788 |
|||
|
2″ |
59,614 |
58,135 |
56,656 |
|||
|
2¼» |
65,710 |
64,231 |
62,762 |
|||
|
2½» |
75,184 |
73,705 |
72,226 |
|||
|
2¾» |
81,534 |
80,055 |
78,576 |
|||
|
3″ |
87,884 |
86,405 |
84,926 |
|||
|
3¼» |
93,980 |
92,501 |
91,022 |
|||
|
3½» |
100,330 |
98,851 |
97,372 |
|||
|
3¾» |
106,680 |
105,201 |
103,722 |
|||
|
4″ |
113,030 |
111,551 |
110,072 |
|||
|
4½» |
125,730 |
124,251 |
122,772 |
|||
|
5″ |
138,430 |
136,951 |
135,472 |
|||
|
5½» |
151,130 |
148,651 |
148,172 |
|||
|
6″ |
163,830 |
162,351 |
160,872 |
Как определить шаг дюймовой резьбы
Привожу для вас картинку из англоязычного интернета, которая наглядно демонстрирует методику. Трубная резьба характеризуется не размером между вершинами профиля, а количеством витков на 1 дюйм вдоль оси резьбы. В помощь обычная рулетка или линейка. Прикладываем, отмеряем один дюйм (25,4мм) и считаем визуально число шагов.
На картинке с примером (см. выше ) threads — с английского это буквально «нитки резьбы». В данном случае их 18 шт. на один дюйм.
Ещё проще, если в вашем ящике с инструментом завалялся резьбомер для дюймовой резьбы. Измерения проводить очень удобно, но необходимо помнить, что дюмовые резьбы могут отличаться по углу вершины 55° и 60°.
| Шаг резьбы Р, мм | Число ниток на дюйм |
| 0.907 | 28 |
| 1,337 | 19 |
|
1,814 |
14 |
|
2,309 |
11 |
Резьба трубная коническая, R (BSPT, K)
Данный стандарт используется в трубных конических соединениях и соединениях внутренней цилиндрической и наружной конической резьбы. Взаимозаменяема с ГОСТ 6211-81 и BSP (British standard pipe tapered thread). Уплотнение в соединениях с использованием BSPT выполняется посредством смятия резьбы в области соединения при ввертывании штуцера.
По ГОСТ 6211-81 коническая трубная резьба используется для создания герметичности трубопровода под высоким давлением.
Для резьбы свойственны стандарты:
- ГОСТ 6211-81
- ISO R7
- DIN 2999
- BS 21
- JIS B 0203
Параметры резьбы: дюймовая резьба с конусностью 1:16 (угол конуса φ=3°34′48″) и углом профиля при вершине 55°.
Примеры условных обозначений резьбы (по ГОСТ 6357-81):
R 1.1/4, R 1.1/4 Rp 1.1/2 Rс 1.1/4 R 1.1/4 LH Rp 1.1/2 LH Rс 1.1/4 LH Rс/R 1.1/4 LH.
где:
R – означает резьба наружная коническая; Rp – резьба внутренняя цилиндрическая; Rс — резьба внутренняя коническая; Rс/R — в числителе указывается обозначение внутренней резьбы, а в знаменателе – наружной резьбы; 1.1/4, 1.1/2 — размер резьбы; LH – обозначение для левой резьбы;
Обозначение размера резьбы, шаги и номинальные значения основных размеров трубной конической (наружной и внутренней) резьбы. Допускается использовать более короткие длины резьб.
|
Обозначение размера резьбы |
Шаг Р |
Длина резьбы |
Диаметр резьбы в основной плоскости |
|||
|
Рабочая |
От торца трубы до основной плоскости |
Наружный d=D |
Средний d2=D2 |
Внутренний d1=D1 |
||
|
1/16″ |
0,907 |
6,5 |
4,0 |
7,723 |
7,142 |
6,561 |
|
1/8″ |
6,5 |
4,0 |
9,728 |
9,147 |
8,566 |
|
|
1/4″ |
1,337 |
9,7 |
6,0 |
13,157 |
12,301 |
11,445 |
|
3/8″ |
10,1 |
6,4 |
16,662 |
15,806 |
14,950 |
|
|
1/2″ |
1,814 |
13,2 |
8,2 |
20,955 |
19,793 |
18,631 |
|
3/4″ |
14,5 |
19,5 |
26,441 |
25,279 |
24,117 |
|
|
1″ |
2,309 |
16,8 |
10,4 |
33,249 |
31,770 |
30,291 |
|
1.1/4″ |
19,1 |
12,7 |
41,910 |
40,431 |
38,952 |
|
|
1.1/2″ |
19,1 |
12,7 |
47,803 |
46,324 |
44,845 |
|
|
2″ |
23,4 |
15,9 |
59,614 |
58,135 |
56,565 |
|
|
2.1/2″ |
26,7 |
17,5 |
75,184 |
73,705 |
72,226 |
|
|
3″ |
29,8 |
20,6 |
87,884 |
86,405 |
84,926 |
|
|
3.1/2″ |
31,4 |
22,2 |
100,330 |
98,851 |
97,372 |
|
|
4″ |
35,8 |
25,4 |
113,030 |
111,551 |
110,072 |
|
|
5″ |
40,1 |
28,6 |
138,430 |
136,951 |
135,472 |
|
|
6″ |
40,1 |
28,6 |
163,830 |
162,351 |
160,872 |
Отделка цоколя штукатуркой
Считается одним из самых легких способов, достаточно просто уметь накладывать раствор на поверхность. К тому же, этот способ не требует больших денежных или временных затрат. Чтобы отштукатурить участок, вам необходимо учесть некоторые нюансы.
Поверхность надо очистить от предыдущего покрытия, загрязнений, пыли и грязи. Если есть масляные пятна, обработайте их специальным растворителем. Обязательно нужно обработать очищенный участок грунтовкой, чтобы покрытие крепко держалось.
Если все сделать правильно, то работа будет радовать не только своим видом, но и защитой от осадков. Идеи, как провести штукатурную отделку фундамента, можно найти по фото в Интернете.
Основные характеристики дюймовой резьбы
Размеры резьбы в дюймах и многая другая информация указывается в нормативной документации, которая связана с ГОСТ 6111-52. Как и любая другая резьба, рассматриваемая характеризуется двумя основными параметрами: диаметр наружных витков и их шаг расположения. К их особенностям можно отнести нижеприведенные моменты:
- Шаг дюймовой резьбы определяет то, на каком расстоянии витки находятся относительно друг друга. Стоит учитывать, что подобный метрический размер определяет то, насколько прочным будет соединение. Некоторые параметры дюймовой резьбы должны оставаться неизменными по всей длине трубы. К примеру, шаг должен оставаться неизменным, так как в противном случае могут возникнуть затруднения с использованием трубы или фитинга.
- Наружный диаметр измеряется между верхними точками создаваемых гребней. Размеры трубной резьбы в этом случае определить достаточно просто, так как можно использовать обычный измерительный прибор.
- Внутренний диаметр определить намного проще. Этот показатель характеризуется расстоянием от одной самой нижней точки до другой, расположенной на противоположней стороне трубы.
Таблица размеров применяется для соотношения метрического варианта исполнения с дюймовым. Она применяется для подбора трубы и фитингов. В этой таблице указываются диаметры резьбы и другие важные показатели.
Основные параметры дюймовой резьбы
Резьбомер дюймовый позволяет определить основные показатели. Данный инструмент работает по принципу шаблона, когда маркированный резьбомер накручивается. При плавном ходе резьбомера можно с высокой точностью определить типоразмер резьбы.
Стиль манга для поклонников японских мультфильмов
Принципы обозначения
Обозначение резьбы на чертежах выполняется по следующим правилам.
- Указывают сплошными тонкими и толстыми линиями. Обозначение внутренней резьбы – тонкая линия по внешнему диаметру и толстая по внутреннему, а наружной резьбы – толстая линия по внешнему диаметру и тонкая по внутреннему.
- Если деталь спроецирована на плоскость вдоль оси вращения, то показывают сплошными прямыми. Если – поперек, тогда это незамкнутый контур, длиной 0,75 от общей окружности. Концы дуги не должны лежать на осях детали на рисунке.
- Промежуток между тонкой и жирной линиями должен составлять свыше 0,8 мм, но быть меньше размера шага.
- При обозначении метрической резьбы на чертежах перпендикулярно оси фаски изображают только имеющие конструкционное значение.
Наружный и внутренний виды резьбы
Нормируется метрическая резьба несколькими документами: ГОСТ 8724-2004, ГОСТ 2470-2004, ГОСТ 9150-2002, ГОСТ 1693-2005. В них указаны требования к размерам, профилю, шагам и допускам.
По маркировке изделия можно определить все необходимые ее параметры и вид. Запись включает в себя:
- заглавную букву, характеризующую вид, или две заглавные буквы – вид и подвид (например, метрическая – М; метрическая коническая – МК);
- число, выражающее номинальный диметр в миллиметрах (М20 – метрическая с номинальным диаметром 20 мм);
- в случае мелкого шага указывают его значение в миллиметрах, через знак умножения – М20х1,5;
- в случае многозаходной добавляют указание хода после «х» и шага в круглых скобках – М20х3(Р1) – метрическая с диаметром 20 мм трехзаходная, где шаг составляет 1 мм;
- при обозначении левой резьбы пишут латинские заглавные буквы «LH» — М20LH или М20х3(Р1)LH – тоже только левая.
В некоторых случаях в маркировку могут входить дополнительные параметры: длина свинчивания, допуски и посадка. Их расшифровка следующая:
- указание допуска для наружной резьбы М12х1,75-6g и для внутренней М12-6Н;
- длину свинчивания выражают заглавными латинскими буквами – S – shot (короткая), N – normal (нормальная), L – long (длинная), иногда в круглых скобках добавляют числовое значение длины в миллиметрах, если величина нестандартная; например, М12-6g-L(30);
- посадку выражают дробью через значения допуска для внутренней (числитель) и наружной (знаменатель) резьб, например, учитывая, как обозначается левая резьба, общий вид будет таким — М12х1-6H/6g-LH.
Читать также: Поисковая катушка для металлоискателя своими руками
Также в маркировке может указываться вид и номер стандарта.
Выбирая правильный вид метрической резьбы и ее геометрические параметры можно обеспечить качественное крепление деталей, длительную эксплуатацию изделия и экономию средств на ремонте и обслуживании.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
1.
В каких единицах измеряется метрическая резьба: •В мм2.
В каких размерах (единицах) выражается шаг дюймовой резьбы: •Число витков на длине 1 дюйма3.
В комплект, состоящий из 3 метчиков, входят, черновой, средний и чистовой метчики. У которого из них заборная часть имеет 3-4 срезанных нитки: •Черновой4.
Высоколегированные стали имеют суммарное содержание легирующих элементов •Более 10%5.
Для лекальных, граверных работ и для зачистки применяются: •Надфили6.
Для обработки какого материала предназначены рашпили •Очень мягких металлов и неметаллов7.
Для опиливания стали и чугуна применяют напильники •С двойной насечкой8.
Для разметки стальной поверхности нанесения линий (рисок) применяют: •Чертилку9.
Для чего перед шабрением поверхность детали окрашивают: •Для выявления неровностей10.
За один рабочий ход шабером снимается слой металла толщиной •0,005-0,07 мм11.
Зенкерование применяется для: •Обработки отверстий полученных ковкой, штамповкой, литьем и предварительно просверленных12.
Зенкерование применяют для: •Увеличения отверстия под головки болтов и винтов13.
Изменение формы и размеров изделия под действием внешне и внутренней силы называется: •Деформация14.
Инструмент, применяемый при рубке металла •Применяется: слесарная ножовка, труборез, ножницы по металлу15.
Казалось бы что в трубах сложного? Соединяй и крути. Но, если вы не сантехник и не инженер с профильным образованием, то обязательно возникнут вопросы за ответами на которые придется идти куда глаза глядят. А глядят они скорее всего первым делом в интернет )
Ранее мы уже говорили о диаметрах металлических труб в этом материале . Сегодня же попробуем внести ясность в резьбовые соединения труб различного назначения. Мы постарались не загромождать статью определениями. Базовую терминологию содержит ГОСТ 11708-82 с которым каждый может ознакомиться самостоятельно.
Каким должен нахлест?
Варианты декора подушек
Ловушка Цюриха
Трасс компании Квик-микс «TUBAG» является уникальным материалом, потому что:
Какие данные нужны для расчёта эксплуатационных характеристик воздуховодов?
Отличие резьбы метрической от трубной
Основными показателями резьбовых накаток являются их диаметр и шаг, которые регламентируются соответствующими нормативами.
Широко распространенная метрическая резьба, применяемая во всех сферах промышленности, отличается от трубной по следующим параметрам:
Размеры. Трубная имеет наружный диаметр, кратный специальному фиксированному трубному дюйму (33,24 мм.) и его десятым долям, при этом дюйм не является величиной, кратно связанной с единицами измерения в миллиметрах. Понятно, что элемент с дюймовой нарезкой не может подойти по размерным показателям к изделию, выполненному по метрическим стандартам. В трубной резьбе шаг измеряется в количестве ниток на дюйм – из этого следует, шаг резьбы в миллиметрах не будет совпадать с дюймовым.
Профильный угол. Трубная нарезка, регламентированная отечественными ГОСТ 6211-81, 6357-81, имеет профиль равностороннего треугольника с углом конусного гребня в 55 град., в то время как в метрической этот показатель равен 60 град. Понятно, что помимо различного диаметра и шага, эти резьбовые соединения не смогут работать в паре по причине разного угла конусных гребней.
Рис. 6 Резьба NTPS
Накатка. Трубная резьбовая накатка проводится на заготовки с учетом толщины их стенок и внешних габаритов – это позволяет получить максимально прочную стыковку изделий, зависящую от их физических и механических характеристик заготовок. Трубная резьба отличается от метрической тем, что по стандарту для каждого диаметра установлен свой шаг – это позволяет при соблюдении нормативов обеспечить резьбовому стыку высокую и заранее рассчитанную прочность.
Трубные резьбы: таблица
В этом разделе приводится таблица трубных резьб, содержащая информацию об основных параметрах трубных резьбовых соединений. Рекомендуем вам обращаться к этой таблице, занимаясь, к примеру, ремонтом санузла:
|
Резьба, дюймов |
Размеры, мм |
Число ниток |
||||||
|
диаметр |
шаг резьбы |
высота профиля |
радиус |
на дюйм |
на 127 мм |
|||
| наружный | внутренний | средний | ||||||
|
1/8 |
9,729 |
8,567 |
9,148 |
0,907 |
0,581 |
0,125 |
28 |
140 |
|
1/4 |
13,158 |
11,446 |
12,302 |
1,337 |
0,856 |
0,184 |
19 |
95 |
|
3/8 |
16,663 |
14,951 |
15,807 |
1,337 |
0,856 |
0,184 |
19 |
95 |
|
1/2 |
20,956 |
18,632 |
19,794 |
1,814 |
1,162 |
0,249 |
14 |
70 |
|
5/8 |
22,912 |
20,588 |
21,750 |
1,814 |
1,162 |
0,249 |
14 |
70 |
|
3/4 |
26,442 |
24,119 |
25,281 |
1,814 |
1,162 |
0,249 |
14 |
70 |
|
7/8 |
30,202 |
27,878 |
29,040 |
1,814 |
1,162 |
0,249 |
14 |
70 |
|
1 |
33,250 |
30,293 |
31,771 |
2,309 |
1,479 |
0,317 |
11 |
55 |
|
1 1/8 |
37,898 |
34,941 |
36,420 |
2,309 |
1,479 |
0,317 |
11 |
55 |
|
1 1/4 |
41,912 |
38,954 |
40,433 |
2,309 |
1,479 |
0,317 |
11 |
55 |
|
1 3/8 |
44,325 |
41,367 |
42,846 |
2,309 |
1,479 |
0,317 |
11 |
55 |
|
1 1/2 |
47,805 |
44,817 |
46,326 |
2,309 |
1,479 |
0,317 |
11 |
55 |
|
1 3/4 |
53,748 |
50,791 |
52,270 |
2,309 |
1,479 |
0,317 |
11 |
55 |
|
2 |
59,616 |
56,659 |
58,137 |
2,309 |
1,479 |
0,317 |
11 |
55 |
|
2 1/4 |
65,712 |
62,755 |
64,234 |
2,309 |
1,479 |
0,317 |
11 |
55 |
|
2 1/2 |
75,187 |
72,230 |
73,708 |
2,309 |
1,479 |
0,317 |
11 |
55 |
|
2 3/4 |
81,537 |
78,580 |
80,058 |
2,309 |
1,479 |
0,317 |
11 |
55 |
|
3 |
87,887 |
84,930 |
86,409 |
2,309 |
1,479 |
0,317 |
11 |
55 |
|
3 1/4 |
93,984 |
91,026 |
92,505 |
2,309 |
1,479 |
0,317 |
11 |
55 |
|
3 1/2 |
100,334 |
97,376 |
98,855 |
2,309 |
1,479 |
0,317 |
11 |
55 |
|
3 3/4 |
106,684 |
103,727 |
105,205 |
2,309 |
1,479 |
0,317 |
11 |
55 |
|
4 |
113,034 |
110,077 |
111,556 |
2,309 |
1,479 |
0,317 |
11 |
55 |
|
4 1/2 |
125,735 |
122,777 |
124,256 |
2,309 |
1,479 |
0,317 |
11 |
55 |
|
5 |
138,435 |
135,478 |
136,957 |
2,309 |
1,479 |
0,317 |
11 |
55 |
|
5 1/2 |
151,136 |
148,178 |
149,657 |
2,309 |
1,479 |
0,317 |
11 |
55 |
|
6 |
163,836 |
160,879 |
162,357 |
2,309 |
1,479 |
0,317 |
11 |
55 |
Резьбовое соединение труб
Как видите, в качестве способа соединения труб широко применяется резьба трубная: таблица таких резьб, которая включена в данную статью, обязательно вам пригодится, если вы займетесь самостоятельными сантехническими работами. И вполне возможно, именно эта информация и станет определяющей в итоговом результате всей вашей работы!
Лучшие покупные крысоловки
Рубрики
Основные параметры
Нормативным документом, в котором оговариваются требования к размерам цилиндрической дюймовой резьбы, является ГОСТ 6111-52. Как и любая другая, дюймовая резьба характеризуется двумя основными параметрами: шагом и диаметром. Под последним обычно подразумевают:
- наружный диаметр, измеряемый между верхними точками резьбовых гребней, находящихся на противоположных сторонах трубы;
- внутренний диаметр как величину, характеризующую расстояние от одной самой нижней точки впадины между резьбовыми гребнями до другой, также находящихся на противоположных сторонах трубы.
Параметры дюймовой резьбы
Зная наружный и внутренний диаметры дюймовой резьбы, можно легко посчитать высоту ее профиля. Для вычисления данного размера достаточно определить разницу между такими диаметрами.
Второй важный параметр – шаг – характеризует расстояние, на котором друг от друга расположены два соседних гребня или две соседние впадины. На всем участке изделия, на котором выполнена трубная резьба, ее шаг не меняется и имеет одно и то же значение
Если такое важное требование не будет соблюдено, она будет просто нерабочей, к ней нельзя будет подобрать второй элемент создаваемого соединения
ГОСТ 6111-52 Резьба коническая дюймовая с углом профиля 60°
Фото самодельных поделок из ракушек
Метрическая коническая резьба. ГОСТ 25229 — 82
Единица измерения параметров: мм
Изготавливается на поверхностях с конусностью 1:16
Используется при соединении трубопроводов. Угол при вершине витка равен 60°. Основная плоскость смещена относительно торца (см. рис выше
).
Таблица размеров метрической конической резьбы
| Диаметр d резьбы для ряда | Шаг Р | Диаметр резьбы в основной плоскости | ||||||
| 1 | 2 | d = D | d2=D2 | d1=D1 | l | l1 | l2 | |
| 6 | — | 1 | 6,000 | 5,350 | 4,917 | 8 | 2,5 | 3 |
| 8 | — | 8,000 | 7,350 | 6,917 | ||||
| 10 | — | 10,000 | 9,350 | 8,917 | ||||
| 12 | — | 1,5 | 12,000 | 11,026 | 10,376 | 11 | 3,5 | 4 |
| — | 14 | 14,000 | 13,026 | 12,376 | ||||
| 16 | — | 16,000 | 15,026 | 14,376 | ||||
| — | 18 | 18,000 | 17,026 | 16,376 | ||||
| 20 | — | 20,000 | 19,026 | 18,376 | ||||
| — | 22 | 22,000 | 21,026 | 20,376 | ||||
| 24 | — | 24,000 | 23,026 | 22,376 | ||||
| — | 27 | 2 | 27,000 | 25,701 | 24,835 | 16 | 5 | 6 |
| 30 | — | 30,000 | 28,701 | 27,835 | ||||
| — | 33 | 33,000 | 31,701 | 30,835 | ||||
| 36 | — | 36,000 | 34,701 | 33,835 |
Применение дюймовой резьбы
Для обеспечения высокой прочности создаваемого соединения с США и Канаде применяются рассматриваемые резьбы с углом при вершине 60 градусов. Исключением можно назвать производство сантехники. Болты с дюймовой резьбой встречаются и на территории Европы. Они характеризуются высокой прочностью. Кроме этого, может использоваться винт с дюймовой резьбой при создании различной техники и механизмов.
Дюймовая резьба в трубопроводе обеспечивает высокое качество соединения, так как соединение труб должно выдерживать высокое давление и переменные нагрузки. Однако, она стала использоваться и при производстве различной техники, к примеру, фотоаппаратов. Некоторые метрические варианты исполнения схожи по своим параметрам с дюймовыми, что обеспечивает универсальность применения.
В заключение отметим, что не следует путать английскую индустриальную резьбу с той, которая широко применяется сегодня. Старый образец использовался еще 1841 году. Этот вариант исполнения практически полностью повторяет рассматриваемый, однако отличительные особенности все же есть. Стоит учитывать, что винты и гайки с такими витками не сопрягаются с дюймовыми крепежами, которые получили широкое распространение на территории Америки и Канады.
Оборудование для нарезания
Для нарезания в зависимости от выбранной технологии используется следующее оборудование:
- Токарно-винторезные станки.
- Наборы плашек, метчиков и воротков (выполняется вручную).
- Резьбонакатные станки (для холодной или горячей накатки).
- Фрезерные станки или обрабатывающие центры.
- Шлифовальные станки.
Фрезерный станок
Токарно-винторезный станок
Токарно — винторезные и фрезерные станки, установки горячей накатки применяются только в условиях производств. Для бытовых применений используют наборы плашек и метчиков или устройство КЛУПП, которое не требует смены плашек при последовательных проходах. Режущие гребенки, охватывающие трубу с трех сторон, можно понемногу выдвигать внутрь корпуса, обеспечивая чистовые проход.
Дюймовая продукция, поставляемая компанией «Трайв-Комплект»
Глубина ленточного фундамента под баню
Классическая глубина ленточного фундамента состоит из двадцатисантиметровой, хорошо утрамбованной песчаной подушки. Выше расположен фундамент 60 см в высоту: 40 см залегают в грунте, а остальные 20 см выходят на поверхность. Поскольку ленточный фундамент стал самым популярным, универсальным вариантом основания бани, правильное высчитывание его глубины требуется изучить более детально.
В первую очередь, отталкиваются от свойств грунта. Часто встречающиеся проблемы, связанные со строением почвы, при проектировке фундамента, как раз влияют на глубину его застройки. Угроза появления трещин возникает при возведении на скалистом грунте. В этом случае используют мелкозаглубленный или незаглубленный фундамент. Земля, склонная к вздутию, требует глубокого погружения фундамента ниже уровня промерзания. Возможность провала фундамента свойственна мелкопесчаным почвам. При застройке фундамента на таком грунте проектируется глубокий фундамент для увеличения сопротивляемости сжатию.
Дюймы против мм. Откуда путаница и когда необходима таблица соответствия
Трубы, диаметр которых обозначается дюймами (1″, 2″
) и/или долями дюймов (1/2″, 3/4″ ), являются общепринятым стандартом в водо — и водогазоснабжении.
Как правило монтаж дюймовых труб проходит без затруднений, но при их замене на трубы из пластика, меди и нержавеющей стали возникает проблема — несоответствие размера обозначенного дюйма (33,5 мм
) к его реальному размеру (25,4 мм ).
Обычно этот факт вызывает недоумение, но если глубже заглянуть в процессы происходящие в трубе, то логика несоответствия размеров становится очевидна и непрофессионалу. Все довольно просто — читайте дальше.
Дело в том, что при создании водного потока ключевую роль играет не внешний, а внутренний диаметр и по этой причине для обозначения используется именно он. Однако несоответствие обозначаемых и метрических дюймов все равно остается, т. к. внутренний диаметр стандартной трубы составляет 27,1 мм
, а усиленной —25,5 мм . Последнее значение стоит довольно близко к равенству1″»=25,4 но все же им не является.
Разгадка состоит в том, что для обозначения размера труб применяется номинальный, округленный до стандартного значения диаметр (условный проход Dy
). Величина условного прохода подбирается так, чтобы пропускная способность трубопровода увеличивалась от40 до 60% в зависимости от роста величины индекса.
В ситуациях с пластиковыми трубами для решения проблемы несоответствующих размеров используются переходные элементы. При необходимости заменить или состыковать дюймовые трубы с трубами, выполненными по реальным метрическим размерам — из меди, нержавейки, алюминия, следует брать во внимания и наружный, и внутренний диаметры.
Таблица соответствия условного прохода дюймам
| Ду | Дюймы | Ду | Дюймы | Ду | Дюймы |
| 6 | 1/8″ | 150 | 6″ | 900 | 36″ |
| 8 | 1/4″ | 175 | 7″ | 1000 | 40″ |
| 10 | 3/8″ | 200 | 8″ | 1050 | 42″ |
| 15 | 1/2″ | 225 | 9″ | 1100 | 44″ |
| 20 | 3/4″ | 250 | 10″ | 1200 | 48″ |
| 25 | 1″ | 275 | 11″ | 1300 | 52″ |
| 32 | 1(1/4)» | 300 | 12″ | 1400 | 56″ |
| 40 | 1(1/2)» | 350 | 14″ | 1500 | 60″ |
| 50 | 2″ | 400 | 16″ | 1600 | 64″ |
| 65 | 2(1/2)» | 450 | 18″ | 1700 | 68″ |
| 80 | 3″ | 500 | 20″ | 1800 | 72″ |
| 90 | 3(1/2)» | 600 | 24″ | 1900 | 76″ |
| 100 | 4″ | 700 | 28″ | 2000 | 80″ |
| 125 | 5″ | 800 | 32″ | 2200 | 88″ |
Таблица соответствия диаметра условного прохода, резьбы и наружных диаметров трубопровода в дюймах и мм.
| Условный проход трубы Dy. мм | Диаметр резьбы G». дюйм | Наружный диаметр трубы Dn. мм |
| Трубы стапьные водо/водогазoпроводные ГОСТ 3263-75 | Трубы стальные эпектросварные прямошовные ГОСТ 10704-91. Трубы стальные бесшовные горячедеформированные ГОСТ 8732-78. ГОСТ 8731-74 (ОТ 20 ДО 530 мл) | Полимерная труба. ПЭ, ПП, ПВХ |
ГОСТ
— государственый стандарт, используемый в тепло — газо — нефте — трубопроводахISO — стандарт обозанчения диаметров, используется в сантехнических инженерных системахSMS — шведский стандарт диаметров труб и запорной арматурыDIN / EN — основной евросортамент для стальных труб по DIN2448 / DIN2458ДУ (Dy) — условный проход
Таблицы с размерами полипропиленовых труб представлены в следующей статье >>>
Таблица соответствия условного диаметра труб с международной маркировкой
| ГОСТ | ISO дюйм | ISO мм | SMS мм | DIN мм | ДУ |
| 8 | 1/8 | 10,30 | 5 | ||
| 10 | 1/4 | 13,70 | 6,35 | 8 | |
| 12 | 3/8 | 17,20 | 9,54 | 12,00 | 10 |
| 18 | 1/2 | 21,30 | 12,70 | 18,00 | 15 |
| 25 | 3/4 | 26,90 | 19,05 | 23(23) | 20 |
| 32 | 1 | 33,70 | 25,00 | 28,00 | 25 |
| 38 | 1 ¼ | 42,40 | 31,75 | 34(35) | 32 |
| 45 | 1 ½ | 48,30 | 38,00 | 40,43 | 40 |
| 57 | 2 | 60,30 | 50,80 | 52,53 | 50 |
| 76 | 2 ½ | 76,10 | 63,50 | 70,00 | 65 |
| 89 | 3 | 88,90 | 76,10 | 84,85 | 80 |
| 108 | 4 | 114,30 | 101,60 | 104,00 | 100 |
| 133 | 5 | 139,70 | 129,00 | 129,00 | 125 |
| 159 | 6 | 168,30 | 154,00 | 154,00 | 150 |
| 219 | 8 | 219,00 | 204,00 | 204,00 | 200 |
| 273 | 10 | 273,00 | 254,00 | 254,00 | 250 |
Диаметры и другие характеристики трубы из нержавеющей стали
| Проход, мм | Диаметрнаружн., мм | Толщина стенок, мм | Масса 1 м трубы (кг) | ||
| стандартных | усиленных | стандартных | усиленных | ||
| 10 | 17 | 2.2 | 2.8 | 0.61 | 0.74 |
| 15 | 21.3 | 2.8 | 3.2 | 1.28 | 1.43 |
| 20 | 26.8 | 2.8 | 3.2 | 1.66 | 1.86 |
| 25 | 33.5 | 3.2 | 4 | 2.39 | 2.91 |
| 32 | 42.3 | 3.2 | 4 | 3.09 | 3.78 |
| 40 | 48 | 3.5 | 4 | 3.84 | 4.34 |
| 50 | 60 | 3.5 | 4.5 | 4.88 | 6.16 |
| 65 | 75.5 | 4 | 4.5 | 7.05 | 7.88 |
| 80 | 88.5 | 4 | 4.5 | 8.34 | 9.32 |
| 100 | 114 | 4.5 | 5 | 12.15 | 13.44 |
| 125 | 140 | 4.5 | 5.5 | 15.04 | 18.24 |
| 150 | 165 | 4.5 | 5.5 | 17.81 | 21.63 |