Классификация и нюансы выбора электродов для сварки
Содержание:
- Причины залипания электрода при инверторной сварке
- Основные правила выбора размера унитаза: фото привлекательных санузлов
- Требования СанПиН к ванным комнатам
- Списки лучших
- Украшения на Новый год 2021 своими руками из под…
- Разновидности
- Рейтинг лучших электродов с основным типом покрытия
- Характеристики и критерии выбора
- Лучшие электроды с основным покрытием
- А что там с инверторным аппаратом?
- Какие используются покрытия
- (adsbygoogle = window.adsbygoogle || []).push({}); Лучшие сварочные электроды с рутиловым покрытием
- Что такое сварочный инвертор?
- Теперь о дуге и электродах
Причины залипания электрода при инверторной сварке
Попробуем отделить причины, на которые мы повлиять не можем:
низкое или неровное сетевое напряжение, которое приводит к слишком низкому сварочному току.
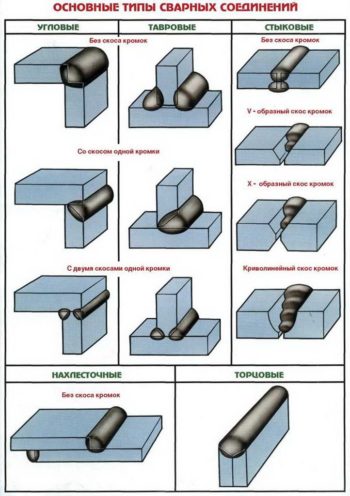 Виды сварных соединений.
Виды сварных соединений.
Причины, которые мы изменить можем:
- высокая влажность обмазки и наконечников из-за неправильного хранения гигроскопичных электродов;
- низкое качество электродов и их покрытия;
- неверный выбор электрода для сварки конкретных металлов или сплавов;
- неправильные настройки инвертора;
- неверно выставленная полярность сварочного тока;
- обрыв кабеля или нарушенный контакт держателя;
- некачественная очистка поверхностей свариваемых деталей
- грязный электрод;
- некомпетентность сварщика.
Как видите, на одно не зависящее от вас обстоятельство приходится девять факторов, с которыми очень даже можно поработать, чтобы избавиться от неприятного сварочного «синдрома» в виде залипания электродов. А если разобраться, то и со скачками сетевого напряжения можно справиться. Так что все в ваших руках.
Вторая по частоте причина – отсыревшие электроды вследствие неправильного хранения. Дело в том, что большинство расходников с покрытием чрезвычайно гигроскопичны – впитывают влагу где только возможно.
Производители выпускают такую продукцию в полиэтиленовых упаковках. При малейшем нарушении целостности влагонепроницаемой упаковки такие электроды становятся влажными и всегда будут прилипать во время сварки.
«Неправильные» электроды могут встретиться в трех вариантах.
Первый вариант – это неверно подобранные расходники для конкретного металла или сплава. Самые первое требование – они должны быть только для постоянного тока! Сварка с инвертором подразумевает только такой вид расходников. Если вам попадется экземпляр для работы с переменным током, вы получите нестабильную дугу и перегрев металла. Капля расплавленного металла как раз и припечатает намертво наконечник к поверхности. Возникает вопрос: какие электроды лучше выбирать для сварки инвертором – обычные низколегированные без особых требований или высоколегированные? Однозначного ответа вам никто не даст. Потому что отбирать материал для сварки нужно по многим критериям для определенных металлов и оборудования. Просто эти критерии нужно учитывать точно и безоговорочно.
Второй – старый расходник с обсыпавшейся обмазкой
Кончик – самое важное и одновременно самое уязвимое место: там обычно и обсыпается старая обмазка. Такой экземпляр обязательно залипнет
Часто встречаются случаи, когда кончик не обсыпался и сохранился целым, но сам расходник долго лежал и попросту старый. Забыв проверить срок изготовления, мастер начинает ломать голову, почему залипает электрод при сварке инвертором, и не может найти истинную причину.
Третий вариант – низкое качество от самого производителя. Здесь мастера сталкиваются с дилеммой. Расходники от знаменитых фирм – довольно дорогой материал, поэтому всегда есть искушение приобрести что-нибудь подешевле. Такого «что-нибудь» на рынке масса: расходники весьма сомнительного качества с покрытием из непонятных смесей, в которых о соблюдении стандартов даже говорить не приходится. Это еще полбеды. Настоящая беда – частые подделки под немецкую или шведскую продукцию. Решением данной проблемы будет выбор солидных поставщиков, проверка сертификатов продукции. И не забывать пословицу «скупой платит дважды», которая относится, прежде всего, к покупке качественных электродов. В сварочном деле можно экономить на многом. Но не на электродах. Еще раз: не на электродах!
Установка неправильного сварочного тока – слишком низкой мощности. Такая ситуация может произойти в результате неграмотных установок инверторного аппарата. Мощность тока должна точно соответствовать двум вещам: толщине кромок металлических заготовок и диаметру расходника. Иногда несоответствие такого рода возникает из-за элементарного незнания, но чаще это происходит из-за сознательного снижения мощности тока.
К этому же «пакету бед» можно отнести и неверную технологию поджигания дуги. Частый способ – постукивание кончиком расходника по металлической заготовке, в результате чего происходит замыкание с мгновенным нагревом металла, за чем сразу же следует прилипание намертво.
Плохо очищенные металлические поверхности заготовок – отдельная история, которая упоминается практически в каждой статье, посвященной сварке. Тем не менее молодые мастера продолжают пренебрегать зачисткой деталей с соблюдением технологий. А ведь это самый понятный и нужный способ не только предупреждения залипания расходников, но и подготовительные работы, напрямую влияющие на высокое качество сварочного шва.
Основные правила выбора размера унитаза: фото привлекательных санузлов
Многие при выборе сантехники не учитывают габариты унитаза, обращая внимание только на качество изготовления и другие технические возможности. Специалисты считают такой подход неправильным, потому как, если выбрать неподходящие размеры сантехники, ей будет неудобно пользоваться, что будет вызывать значительный дискомфорт
Чтобы удобно расположиться на унитазе, перед ним должно быть не меньше 60 см свободного пространства
При выборе оптимальных габаритов унитаза в первую очередь рекомендуют обращать внимание на такие моменты:
- После установки размер унитаза не должен мешать нормальному перемещению по санузлу. Требуется, чтобы прибор не становился препятствием при открытии входной двери или дверок шкафчиков.
- Для удобного расположения на унитазе перед ним должно оставаться минимум 60 см свободного пространства, но в целом этот показатель зависит от роста человека, который чаще всего пользуется сантехникой. Если расстояние будет небольшим, то коленки будут упираться либо в стену, либо в другую мебель.
- От высоты унитаза зависит, насколько удобно будет сидеть на нем. Правильной считается такая высота установки, когда в сидячем положении стопы находятся на полу, а не висят в воздухе, в противном случае спокойно расслабиться не получится, а ноги будут в постоянном напряжении.
- При выборе ширины также нужно ориентироваться на телосложение человека, который чаще других пользуется сантехническим прибором. Главное, чтобы в процессе сидения не возникало болезненных ощущений в мышцах. Так, если ободок будет слишком узким, края будут постоянно давить на ноги, если же ободок будет чересчур широким, ноги быстро занемеют.
Правильной является такая высота установки унитаза, когда в сидячем положении стопы не висят в воздухе, а находятся на полу
Не менее важным параметром считается и вес конструкции, на который влияет не только размер унитаза, но и тип материала, из которого он изготовлен. Средними параметрами считаются следующие:
- изделия из фаянса – 26-31,5 кг;
- фарфоровые унитазы – 24,5 – 29 кг;
- вес сантехники из нержавейки – 12-19 кг;
- мраморные модели считаются самыми тяжёлыми, их вес составляет 100-150 кг;
- наиболее лёгкой является сантехника из особого пластика – 10,5 кг.
Стоит отметить, что подвесные модели имеют меньший вес, чем компактные унитазы с бачком, потому как они характеризуются отсутствием ножки. В целом же на вес унитазов влияют размер и вместимость бачка, которая варьируется от 6 до 11 литров. Показатели веса изделия считаются очень актуальными, особенно при монтаже в ветхих домах старого фонда или на вторых этажах в условиях частных домов.
Требования СанПиН к ванным комнатам
Списки лучших
Ниже вы можете узнать о лучших паяльниках в трех популярных категориях:
- доступная цена;
- для начинающих мастеров;
- профессиональный.
Остановимся подробнее на описании указанных категорий и лидирующих в них устройствах.
Доступная цена
Ресанта АСПТ-1000 65/54 считается самым лучшим паяльником в бюджетной категории. С ее помощью любой пользователь сможет соединить большое количество различных по размеру и материалу строения труб. В комплектации помимо самого устройства есть подставка, отвертка, кейс хранения и ключ. Прибор оборудован еще и специальными индикаторами, показывающими подключение к сети и режим температуры. Насадки способны служить долгое время из-за качественного материала изготовления.
Стоимость: от 1 000 до 1 400 рублей.
Ресанта АСПТ-1000 65/54
Для начинающих мастеров
ЭНКОР АСП-1500/20-63 является одним из самых простых паяльников. Подходит всем пользователям, столкнувшимся с задачей монтажа водо- и теплопровода. Устройство предполагает быстрый и равномерный нагрев труб с различным размером и диаметром. Предполагает использование сразу трех насадок и термостата. В работе активно использует два режима нагрева. Дополнительно в комплектацию входит 6 муфт с разным размером.
Цена в районе 2500 рублей.
ЭНКОР АСП-1500/20-63
Профессиональный
Rothenberger Roweld Rofuse Print+ представляет собой аппарат с немецким качеством сборки. Устройство позволяет соединять трубы, диаметр которых может достигать 1200 метров. Главным отличием модели среди большинства конкурентов является протоколированный процесс варки. Есть возможность сохранения всех данных на USB-носителе, благодаря чему контроль и анализ технологической цепочки упрощается в несколько раз.
Стоимость: от 150 000 до 200 000 рублей.
Rothenberger Roweld Rofuse Print+
Украшения на Новый год 2021 своими руками из под…
Разновидности
Рейтинг лучших электродов с основным типом покрытия
Этот типа покрытия предназначен для работы при постоянном и переменном токе. Образуют швы высокого качества, поэтому данное изделие может применяться для ответственных соединений. Однако при этом возникают затруднения с зажиганием дуги, кроме того изделие имеет чувствительность к влаге. В связи с этим возникает необходимость в прокалке электродов, при этом режимы прокалки разных марок отличаются.
УОНИ 13/55
Очень популярная марка надежных электродов от российской фирмы Tigarbo, идеально подходящие для бытовой сварки при постоянном токе. Предназначены для сварки ответственных конструкций из углеродистых и низколегированных сталей, а также соединений, испытывающих воздействие низких температур. Шов отличается пластичностью и вязкостью. Средняя стоимость составляет 600 руб.
УОНИ 13/55
Достоинства:
- низкая чувствительность к отсыреванию;
- не образуется вредных включений в швах;
- создание долговечных и надежных соединений;
- стабильная защита сварочной ванны от кислорода.
Недостатки:
- необходимость обработки поверхности перед работой;
- затрудненное зажигание дуги (в том числе повторное);
- обязательный контроль за длиной и состоянием дуги.
ЭА-400/10У
Электроды российского производства, предназначенные для сварки ответственных соединений из нержавеющей, коррозионностойкой стали, а также изделий испытывающих на себе воздействие агрессивных сред (температурой до +360 градусов). Могут применяться при любом положении и направлении. Средняя цена 900 руб.
Достоинства:
- удобное зажигание;
- стабильное горение дуги;
- качество соответствует цене.
Недостатки:
- необходимость бережного хранения от сырости;
- обязательна прокалка.
LB-52U
Сварочные элементы японской фирмы Kobelco, хорошо справляющиеся со сваркой низкоуглеродистых видов стали при постоянном и переменном токе. Подходит для сварки ответственных конструкций, трубопроводов. Соединения отличаются герметичностью, высоким качеством ударной вязкости. Еще одно преимущество – формирование обратного валика, отличающегося аккуратностью. Средняя цена – 1 700 руб.
LB-52U
Достоинства:
- высокие показатели прочности и чистоты шва;
- простота в применении;
- поддержание и контроль дуги при любом направлении.
Недостатки:
- обязательная прокалка перед началом работы;
- при отсыревании происходит ухудшение качества;
- высокая стоимость.
ОЗЛ-8
Марка электродов российского производства, применяющихся для нержавеющей стали, а также материалов, состав которых отличается высоким содержанием хрома и никеля. Изделие подходит только для работы при постоянном токе обратной полярности, при этом длина дуги должна быть короткой. Шов получается прочным, не боящимся коррозии. Средняя цена составляет – 530 руб.
ОЗЛ-8
Достоинства:
- отсутствие трещин в шве;
- легкое отделение шлака;
- идеально для работы с нержавеющей сталью.
Недостатки:
ухудшение характеристик при отсыревании.
Характеристики и критерии выбора
Один из главных параметров сварочных электродов, это — его обмазка, вернее ее состав:
- Проводники с рутиловым покрытием. Сюда же относятся проводники со смешанным покрытием на рутиловой основе. Это — самые популярные электроды, отличающиеся легкостью розжига. Используются при переменном и постоянном токе в любом положении.
- С основным покрытием. Обычно применяются для сварки при постоянном токе. Обеспечивают пластичный шов, но отличаются затрудненным розжигом и повышенной чувствительностью к влажности.
- С кислым покрытием. Как и изделия с рутиловым покрытием, используются для инверторов, однако работу в этом случае необходимо производить в хорошо проветриваемом помещении.
- Для новичков подойдут электроды типа ОЗС-12, тогда как УОНИ относятся больше к профессиональным работам.
- Ручная дуговая сварка подразумевает использование сварочного инвертора. Элементы для этого аппарата должны быть сухими и не иметь повреждений. Они подбираются под тип инвертора, относительно технических характеристик этого приспособления.
- Вес одного электрода для каждой отдельной марки свой, в зависимости от используемых материалов Масса электродов в пачке по стандарту должна составлять 3 кг, 5 кг и 8 кг для электродов диаметром 2,5 мм, 3-4мм, 4мм соответственно.
Лучшие электроды с основным покрытием
Kobelco LB-52U
|
9.5 Рейтинг Отзывы Одни из лучших электродов для использования на стационарном посту, но при работе на выезде они не так удобны, особенно при ремонте трубопроводов – слишком быстро набирают влагу. |
ОЗЛ-8 (ЛЭЗ)
|
9.1 Рейтинг Отзывы Хотя это и не самые дорогие электроды по нержавейке, но работать ими вполне можно – шов ровный и прочный, не покрывающийся коррозией. |

УОНИ 13/55
|
8.9 Рейтинг Отзывы Это не электроды для любителя, а инструмент для профессионала, способного управиться с «характером» УОНИ. Но они того стоят. |

А что там с инверторным аппаратом?
Огромный выбор инверторных аппаратов на рынке в определенной степени усложняет его выбор: здесь начинает действовать симптом «глаза разбегаются». Особенно это касается не очень опытных мастеров, которые не сталкивались с проблемой залипания электродов, а только читали о ней.
Функция антизалипания в инверторном аппарате.
Вот требования к инверторному аппарату, которые снизят риск:
- Функция антистик или антизалипание: при залипании ток автоматически сбрасывается до нулевого значения, в результате чего сохраняется электрод и сам инвертор. Сюда же входит и функция импульсного увеличения сварочного тока, которая не дает прерваться сварочному шву, если дуга готова прерваться.
- Функция горячего старта для быстрого и качественного розжига дуги.
- Автоматический выключатель – в том числе защита от перегрева.
- Диапазон питающего напряжения от 160 до 250 В для работы при сетевых скачках электропитания.
Какие используются покрытия
 Существует четыре основных типа обмазки:
Существует четыре основных типа обмазки:
1. Маркировка электродов с кислым покрытием имеет букву “А”. В состав такого вида обмазки входят компоненты с большим содержанием кислорода. Данные сварочные материалы могут работать на постоянном токе, но данное покрытие обеспечивает стабильность и на переменом.
2. Основной обозначается буквой “Б”. Такими расходниками не следует работать на “переменке” из-за значительного потенциала ионизации.
3. Обмазка рутиловых электродов на 50% состоит из рутилового концентрата. Данный вид применяется к переменному току.
4. Целлюлозные электроды пригодны для “постоянки”.
Самым подходящим и востребованным видом покрытия для “переменки” является рутиловое. Сваривание с помощью рутиловых материалов отличается удобством и комфортом.
Изучив данную информацию, сварщик любого уровня сможет определить какие сварочные электроды лучше для переменного тока с точки зрения выбора по покрытию.
(adsbygoogle = window.adsbygoogle || []).push({}); Лучшие сварочные электроды с рутиловым покрытием
Большой популярностью в последние годы стали пользоваться рутиловые электроды. Их любят сварщики за быстрый розжиг, стойкость к влаге, возможность работы на постоянном и переменном токе. Вот несколько качественных моделей.
Quattro Elementi 772-166
Рейтинг: 4.9

В сфере металлообработки устойчивым спросом пользуются рутиловые электроды Quattro Elementi 772-166. Они предназначены для выполнения сварочных работ с низкоуглеродистыми и низколегированными марками сталей. Отменное качество шва достигнуто за счет уникального химического состава, даже кромки с грязью и коррозией соединяются без пор и раковин. Эксперты выделяют выдающиеся механические характеристики электродной продукции. Предел текучести достигает отметки 290 МПа, показатель ударной вязкости составляет 110 Дж/кв. см. Мощная и стабильная дуга упрощает работу сварщика.
К недостаткам итальянских электродов пользователи относят высокую себестоимость. Чтобы наплавить 1 кг металла, уходит до 1,7 кг рутилового материала.
- качественный шов;
- высокие технические параметры;
- не требуется зачистка кромки от ржавчины;
- мощная стабильная дуга.
высокий расход.
ESAB OK 46.30
Рейтинг: 4.8
Для сварки ответственных деталей, труб и стали толщиной до 3 см профессиональные сварщики используют шведские электроды ESAB OK 46.30. На первый взгляд высокая цена должна стать препятствием для покупки, но удобство в работе и отменное качество шва добавляет популярности материалу. Наплавлять металл можно в разных плоскостях, даже двигаясь вертикально сверху вниз. При правильном выставлении режимов тока шов получается гладким, без выпуклостей и дефектов.
При расчете себестоимости важно опираться не только на цену рутиловых электродов, но и на расход. Шведские изделия демонстрируют экономичность в этом плане, при наплавке 1 кг металла расходуется до 1,3 кг материала
Поэтому и пользователи в отзывах в основном хвалят электроды, единственным минусом считают быстрое отсыревание.
- наплавка в разных плоскостях;
- идеально ровный и гладкий шов;
- экономичный расход.
быстро впитывают влагу.
Lincoln Electric Omnia 46
Рейтинг: 4.7

Богатый опыт в разработке сварочных электродов имеет американская компания Lincoln Electric. Поэтому продукция этого производителя занимает лидирующие позиции в рейтингах. Модель Omnia 46 имеет рутилово-целлюлозную обмазку, благодаря которой появляется целый ряд преимуществ. Электроды легко разгораются даже на аппаратах, в которых нет опции облегчения розжига. Это позволяет начинающим сварщикам контролировать горение дуги. Во время работы не образуется большого количества искр, что благоприятно отражается и на удобстве, и на безопасности. Радует сварщиков и неприхотливость электродов, при соединении ржавых или грязных заготовок шлак легко отделяется.
Эксперты отмечают высокую прочность образованного шва и доступность материала. Только прокаливать электроды необходимо перед работой из-за отсыревания.
- прочный шов;
- легкий розжиг дуги;
- небольшое искрообразование.
склонность к отсыреванию.
«Ресанта» МР-3С
Рейтинг: 4.6

Доступной ценой покоряет российских потребителей латвийская компания «Ресанта». Электроды с рутиловым покрытием МР-3С пользуются популярностью у отечественных сварщиков не только из-за низкой цены. Расходный материал демонстрирует высокие эксплуатационные свойства, не уступающие лидерам рейтинга. Например, сопротивление шва разрыву достигает 450 МПа при соблюдении технологии сварки. Достоинством материала будет отсутствие пор и легкое отделение шлака. Однако есть у прибалтийской продукции и слабые стороны, которые не позволили ей попасть в призовую тройку.
В первую очередь шов имеет относительное удлинение всего 18%. Существенно хуже работают электроды при увлажнении. Прокаливать изделие приходится в течение 1 ч при температуре 150-170°С.
- низкая цена;
- легкий розжиг;
- работа на переменном и постоянном токе.
- малое относительное удлинение;
- ухудшение качества шва при увлажнении электрода.
ELITECH МР-3С
Рейтинг: 4.5

Отечественные потребители положительно высказываются о доступности электродов и надежности шва. Из минусов следует отнести привередливость к условиям хранения. Высокая влажность и низкая температура приводят к порче рутилового покрытия.
Что такое сварочный инвертор?
Сварка — процесс непростой и ответственный. Освоить это ремесло может при желании каждый, но если раньше для работы приходилось использовать сложное и громоздкое оборудование, то сейчас достаточно приобрести сварочный инвертор, намного упрощающий задачу. Это сравнительно небольшой прибор, имеющий намного меньший вес, чем любой другой сварочный аппарат. Таким образом удалось упростить и облегчить процесс сварки. Сейчас сварочный инвертор практически вытеснил с рынка стандартные сварочные аппараты.
Как же работает сварочный инвертор? Напряжение, поступающее от электросети, подается на так называемый выпрямитель, далее происходит преобразование постоянного тока в переменный за счет особого силового модуля. Но переменный ток имеет повышенную частоту. Он, в свою очередь, подается на сварочный трансформатор, и напряжение от него после выпрямления подается на очень устойчивую сварочную дугу.
Сварочный инвертор КАЛИБР СВИ-250 4600 Вт
Главные достоинства сварочного инвертора:
- сравнительно небольшой вес прибора;
- улучшение характеристик дуги;
- повышение КПД;
- возможность снизить количество брызг во время работ;
- можно использовать различные электроды;
- широкий диапазон регулировки тока;
- упрощенный поджиг электрода;
- можно получить более прочный и качественный шов;
- легче освоить ремесло сварщика;
- электроды почти не залипают при соприкосновении с деталью.
Минусы, конечно, тоже есть. Как минимум, это высокая стоимость оборудования (раза в три больше, чем у обычных трансформаторов)
Также инверторы важно регулярно чистить от пыли — не реже раза в год. Да и на морозе работать с ними не получится — приборы не любят холод
Также сетевой провод, необходимый для подключения устройства к электросети, не может превышать длину 2,5 м.
Теперь о дуге и электродах
Быстро поджечь и правильно держать дугу – самое, пожалуй, важное дело для успешной сварки инвертором. Дуга не должна прерываться – вот за чем нужно следить при приближении электрода к плоскости заготовки
В этом случае следует постучать электродов подольше, чтобы пленка разбилась. Зависимость между сварочным током и диаметром электрода легко просчитать с помощью таблиц, которые присутствуют в сети в огромном количестве.
Функциональная схема сварки инвертором.
Если у вас продвинутая модель инвертора, то она снабжена дополнительными функциями, которые отлично облегчают жизнь новичкам и всем остальным.
Вот эти продвинутые функции:
- Функция «Горячий старт» или HotStart облегчает поджиг электрической дуги.
- Антизалипание или форсаж дуги включается при слишком быстром приближении электрода к поверхности металла. Эта функция повышает уровень тока.
- Антистик или AntiStick наоборот, отключает ток для профилактики перегрева сварочного аппарата.
Учиться лучше на самой простой форме шва – ниточном шве, для которого электрод нужно вести ровно без каких-либо колебательных движений.
Как только вы начнете чувствовать себя уверенно с ниточной технологией, можно приступать к сварке металлов с колебательными движениями в разных конфигурациях – их существует несколько.
Чтобы шов вышел качественным и эстетичным, в его конце следует сделать пару-тройку колебательных движений в сторону металлической наплавки. Таким образом можно избежать образования кратера.