Маркировка электродов
Содержание:
- Популярные марки электрических проводников и их особенности
- Как обозначается вид в маркировке
- Технические показатели
- Виды электродов
- Плюсы и минусы использования
- Дальнейший уход за газоном
- Диаметр и вес
- Способы сваривания металлов
- Расшифровка аббревиатуры и марки
- Всё о маркировке электродов
- Применение электродов
- Как организовать правильное место дома?
- Маркировка сварочных электродов и их расшифровка
- Марки этого типа электродов
- Расшифровка маркировки электродов для сварки
- Характеристики электродов
- По группе индексов
- Сертификация качества
Популярные марки электрических проводников и их особенности
В семейство электродов Э50А входят:
- УОНИ-13/55, круглого сечения размером от 2 до 5 мм (с шагом 1 мм). Рассчитаны на подачу постоянного тока и любые технологии сварки (кроме вертикальной с движением инструмента сверху вниз).
- УОНИ-13/55Т, отличающийся уменьшенным числом вариаций по диаметру (от 3 до 5 мм с шагом 1 мм) и допускающий работу при подводе переменного тока.
- УОНИ-13/55Г, доступные в размере 3 и 4 мм и рассчитанные на постоянное напряжение.
- ОЗС-28 (от 3 до 5 мм), допускающие коммутацию к оборудованию постоянного и переменного тока, единственный тип, не имеющий ограничений по направлению движения инструмента.
- ОЗС-33, отличающиеся от ОЗС-28 невозможностью сварки в вертикальном положении при подаче электрода сверху вниз.
- ОЗС-18, рассчитанные на постоянное напряжение и применяемые при сварке низколегированных сталей, устойчивых к коррозии под воздействием атмосферных осадков (например, 10ХНДП).
- ОЗС-25, предназначенные для сварки конструкций из углеродистых или низколегированных сталей, эксплуатируемых при температуре окружающей среды до -40°С. Электроды ОЗС-18 и ОЗС-25 не допускают подачу инструмента по вертикали сверху вниз.
- Российская промышленность предлагает изделия марки ОЗС-29, отличающиеся повышенной холодоустойчивостью шва (до -60°С), применяются для сварки металлоконструкций, работающих под открытым небом в условиях Крайнего Севера.
- ТМУ-21А для сварки трубопроводов постоянным током.
- ЦУ-5 диаметром 2,5 мм для соединения теплоустойчивых сталей (температура до 400°С).
https://youtube.com/watch?v=wzwSf6zNmUM
Как обозначается вид в маркировке
Первые несколько номерных и буквенных знаков, что расположены на этикетке к электроду несут информацию про вид стержня. В примере, что вы можете видеть выше стоит шифровка Э-50-А.
Стоит знать, что электрод с таким стержни будет хорош для низколегированной или легированной крепкой стали. Шифровка электродов, чтобы сваривать, имеет в себе такие обозначения.
- Знак э. Таким знаком на электроде обозначают дуговой вид сварки. Номерной знак, в нашем примере это цифра 50. Такой рубеж выдержки, а если написано к примеру » 50 кГс на квадратный миллиметр».
- Буквенный знак A. Он несёт информацию про то, что соединение гибкое и у него высокая ударная вязкость. Думаю все эти обозначения очень лёгкие и их вам удастся просто не забыть и держать в голове. Вы просто можете записать это в тетрадь и прочитать несколько раз, и все легко запомнится, каждый буквенный и номерной знак.
Далее переведём нашу статьи на уже другие виды электродов. Надеемся вам удастся бес проблемно запомнить и следующие знаки, если вы не обладаете сильной памятью, то просто запишите в блокнот. Эти шпаргалки помогут вам на следующих этапах.
Приступим, для того чтобы сварить сталь с низколегированными и углеродистыми характеристиками вам станут необходимы электроды со стержнями Э-38, Э-150, Э- 42,Э-100, Э-46, Э- 85,Э-50, Э-70, Э-42А, Э-60, Э-46А, Э-55, Э-50.
Когда вам предстоит работа со сталью, что стойкая к температурам, то следует использовать такие электроды. Э-10-Х-5МФ, Э09-М, Э10-ХЗ-М1 — БФ, Э09МХ, Э09-Х1МФ,Э05Х2М.
А если предстоит работа с металлами низколегированными, что имеют некоторые особенности про работе с ними, вам предлагают очень много разновидностей электродов, конечно есть и те, что приобрели наибольшую популярность, такие как: Э12Х13, Э12Х11НВМФ, Э06Х13Н, Э12Х11НМФ.
В том случае если нужно сделать ещё один шар по верху, нужно быть внимательным, ведь такое соединения имеет некоторые нюансы, так что рекомендовано применять электроды Э30Г2ХМ, Э10Г2, Э16Г2ХМ, Э12Г4, Э12Г4, Э15Г5, и это лишь самые популярные электроды, а кроме них существует ещё более сорока видов.
Мы смогли разобраться в видах, Но это лишь малая часть того, что нам нужно знать, существует ещё масса признаков для разделения и классификации электродов по большому количеству особенностей.
Технические показатели
Изделия типа Э42 соответствуют ГОСТ 9466 и ГОСТ 9467 . Сварка осуществляется постоянным и переменным током.
Выбор конкретной марки определяется типом покрытия стержня. Покрытие Э42 может быть кислым или рутиловым.
Металл шва, произведенного электродом с кислым покрытием, имеет склонность к образованию трещин. Если шов выполнен изделием с рутиловым покрытием, его металл не образует трещин и соответствует спокойной или полуспокойной стали.
Благодаря покрытию стержень хорошо переносит воздействие на него газов — азота и кислорода, выделяющихся при сварке. Покрытие обеспечивает поддержание горения дуги и обогащает сплав необходимыми легирующими компонентами.
https://youtube.com/watch?v=wkx2TUgIPhQ
Основные параметры характеристики Э42:
- Временное сопротивление разрыву.
- Ударная вязкость.
- Относительное удлинение.
- Угол изгиба.
Химический состав электродов Э42: углерод — 0.08%, марганец — 0.7%, кремний — 0.1%, сера — 0.035%, фосфор — 0.035%.
Свойства электродов Э42:
- Временное сопротивление разрыву — 420 МПа.
- Длина стержня диаметром 4 мм — 450 сантиметров.
- Сварка производится при температуре от (- 20 градусов) до (+ 20 градусов).
- На 1.6 кг наплава расходуется 1 кг подсобного материала.
- Ударная вязкость шва 150 Дж/кв.см при температуре (+20), при (-40) она составляет 35 Дж/кв. см.
- Удлинение шва не более 22%.
Особенности электродов Э42
 Сварка металлоконструкций осуществляется во всех положениях, кроме вертикального положения сверху вниз. Это требование при маркировке стержней обозначается цифрой «2».
Сварка металлоконструкций осуществляется во всех положениях, кроме вертикального положения сверху вниз. Это требование при маркировке стержней обозначается цифрой «2».
Для шва, производимого электродом диаметром 4 мм Э42, присуща однородность и отсутствие пустот.
Шлаковая корка, полученная в результате образования шва, легко удаляется.
В процессе сварки горячий наплавляемый материал не растекается.
При применении электродов Э42 происходит быстрое воспламенение дуги. Она отличается стабильностью.
Шов прочный и пластичный.
Используя стержни типа Э42 можно сваривать заржавевшие и мокрые металлы.
Качество сварки высокое, не зависит от длины дуги и скачков напряжения в сети.
Если используется переменный ток, необходимо, чтобы сварка производилась на обратной полярности.
Стержни следует подбирать по требуемым материалам и конкретным условиям работ. Для того чтобы выбор был правильным, необходимо знать толщину свариваемого металла, марку стали, тип электрического тока и положение сварки.
https://youtube.com/watch?v=neMXjs3dtng
Виды электродов
Чтобы качественно и прочно соединить несколько конструкций, сделанных из металла или сплава, используют сварочные оборудования. Одной из важных деталей в каждом инструменте является электрод. Необходимо знать обозначение электродов для сварки, чтобы шов на исходе получился качественным и максимально надежным.
Для более детального и доступного понимания, изучения, применяются виды и марка электродов. Один из самых популярных вопросов у большинства сварщиков – как расшифровываются марки электродов.
Деталь применяется в работах, где присутствует ручная дуговая сварка.
Классификация подобных элементов содержит в себе два группы:
- плавящиеся элементы;
- неплавящиеся.
 Особенности маркировки электродов.
Особенности маркировки электродов.
Кроме этого плавящиеся детали имеют своё подразделение на:
- покрытые;
- непокрытые.
Одним из главных и весьма актуальных вопросов для любого сварщика, которому предстоит работа с электродами МР, является их обозначение. В первую очередь, стоит отметить, что стержни, расплавляющиеся сварочным аппаратом, должны быть чугунными, стальными, медными или изготовленными из другого материала.
Они выступают в качестве анода либо катода, с функцией присадочного материала.
Защищенная поверхность у стержней плавящихся электродов является многофункциональной, сюда относится удержание дуговой оси и создание облака газов, что мешает шву окисляться.
Детали неплавящиеся производятся при помощи тугоплавкого материала, например, графита, угля либо вольфрама. С их помощью можно разжечь или удержать дугу. Заполняется шов за счет присадки, подающейся в ручном режиме.
Плюсы и минусы использования
Положительные стороны стержней:
- доступность для всех пользователей;
- быстрый поджиг и стабильное горение дуги;
- горячий металл почти не разбрызгивается;
- образование легко удаляемого слоя шлака;
- прочность шва;
- отсутствие чувствительности к гальванической защите и следам ржавчины на кромках свариваемого металла;
- пониженная токсичность.
Отрицательные черты:
- варит только металлы толщиной до 5 мм;
- требуется применение флюсов;
- невозможность сварки трубопроводов высокого давления.
Цены перекрывают все имеющиеся недочеты. Приобрести материалы разного диаметра в специализированных магазинах можно, заплатив за 1 кг 70-152 руб.

Пачка электродов весом 5 кг.
Дальнейший уход за газоном
Диаметр и вес
В зависимости от диаметра и длины (от 300 до 450 мм), вес одного стержня составляет
- d 3 мм — 30 г;
- d 4 мм — 60 г;
- d 5 мм — 92 г.
ТЕХНИЧЕСКИЕ ДАННЫЕ ЭЛЕКТРОДА УОНИ-13/55
Справочная информация по сварочным электродам УОНИ-13/55 и их модификациям. Электроды УОНИ-13/55 и электроды УОНИ 13/55СМ предназначены: сварка углеродистых и низколегированных сталей.
Основное назначение сварочных электродов. Электроды марки УОНИ-13/55 и электроды марки УОНИ-13/55СМ предназначены для ручной дуговой сварки особо ответственных металлоконструкций из углеродистых и низколегированных сталей, когда к металлу сварных швов предъявляют повышенные требования по пластичности и ударной вязкости. Сварка во всех пространственных положениях, кроме вертикального сверху вниз, постоянным током обратной полярности.
|
ГОСТ 9466-75 |
AWS А5.1 : E7015 |
|
ГОСТ 9467-75 |
DIN E5140B10 |
|
ТУ У 05416923.015-96 |
ISO 2560 : E514B26 |
|
ТУ 1272-036-48265127-2009 |
EH 499 : E383B22H10 |
Характеристики плавления сварочных электродов при сварке Коэффициент наплавки, г/А ч — 9,0 (ГОСТом 9466-75 не регламентируется) Расход электродов (для ø3,0мм) на 1 кг наплавленного металла, кг — 1,7
Механические свойства металла шва сварочных электродов при сварке, не менее
|
Относительное удлинение, % |
|
|
Временное сопротивление разрыву, МПа |
490 |
|
Ударная вязкость, Дж/см2 (кгс/см2) |
127,4 (13) |
Содержание влаги в покрытии электродов, перед использованием – не более 0,3 %.
В случае увлажнения /длительного хранения/, необходимо провести прокаливание (сушку) электродов при температуре 320÷350ºС.
Упакованные электроды хранить в сухом отапливаемом помещении при температуре не ниже +15оС.
Химический состав наплавленного металла сварочных электродов при сварке, %
|
Углерод |
не более 0,110 |
|
Сера |
не более 0,030 |
|
Фосфор |
не более 0,030 |
|
Марганец |
0,60÷1,20 |
|
Кремний |
0,20÷0,50 |
Рекомендуемые значения тока сварочных электродов при сварке (А)
|
Диаметр, мм |
Положение шва |
||
|
нижнее |
вертикальное |
потолочное |
|
|
3,0 |
80÷100 |
70÷90 |
70÷90 |
|
4,0 |
130÷160 |
130÷140 |
130÷140 |
|
5,0 |
180÷210 |
160÷180 |
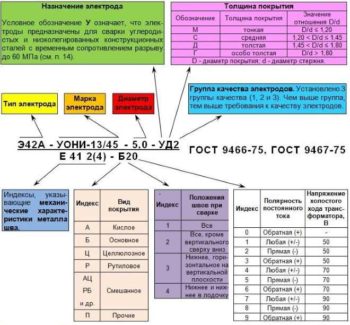
Расшифровка обозначения
Э50А – УОНИ-13/55 – Ø3 – УД / Е514 – Б20 ГОСТ 9466-75; ГОСТ 9467-75
Где, Э50А – тип сварочного электрода (для сварки углеродистых и низколегированных конструкционных сталей с временным сопротивлением разрыву до 50кгс/мм2, когда к металлу сварных швов предъевляют повышенные требования по пластичности и ударной вязкости (по ГОСТ 9467-75).
УОНИ 13/55 – марка сварочных электродов.
Ø3 – диаметр сварочного электрода, мм.
У – сварка углеродистых и низколегированных конструкционных сталей с временным сопротивлением разрыву до 60кгс/мм2 (условное обозначение назначения сварочного электрода по ГОСТ 9466-75).
Д – с толстым покрытием (условное обозначение по ГОСТ 9466-75), при 1,45<D/d≤1.80.
Е514 – группа индексов, указывающих характеристики наплавленного металла и металла шва по ГОСТ 9467-75 (51 – minвременное сопротивление разрыву σв = 510Н/мм2 (52кгс/мм2); 4 – min относительное удлинение, σв = 20% и min температура Тк=-40ºС, при которой ударная вязкость метала шва и наплавленного металла (при испытании образцов типа IX по ГОСТ 6996-66) составляет не менее 3,5 кгс*м/см2).
Б – основное покрытие (условное обозначение по ГОСТ 9466-75).
2 – сварка во всех пространственных положениях, кроме вертикального сверху вниз (условное обозначение по ГОСТ 9466-75).
0 – сварка постоянным током обратной полярности (условное обозначение по ГОСТ 9466-75).
Способы сваривания металлов
Самый распространённый вариант соединения металлических деталей — это дуговая сварка, когда скрепление происходит за счёт плавления под воздействием высокой температуры электрической дуги. По типу применяемого оборудования, условиям проведения процесса, другим техническим признакам различают следующие разновидности способов:
- степень механизации производства дуговой сварки — ручная и автоматическая;
- характер ограждения места стыковки: под флюс, в защитном газе, на открытом воздухе;
- род электрического тока — переменный или постоянный;
- оборудование: трансформаторы и сварочные инверторы;
- разновидность газа, применяемого для защиты;
- полярность — обратная или прямая;
- вид электродов для сварки: плавящиеся, несгорающие и другие.
Соединение посредством ручного дугового метода осуществляется стержнями разных типов и производится под флюсом, защитным газом. Особенность способа заключается в том, что сварщик по ходу работы отслеживает качество шва и имеет возможность изменить параметры: величину тока, длину дуги и другие составляющие факторы.
Расшифровка аббревиатуры и марки
Для электросварки необходимо иметь:
- Электрод.
- Соединяемые элементы металлоконструкций.
- Источник питания для сварочного трансформатора.
Электродом в процессе сварки называется металлический стержень, подводящий ток к свариваемым стальным элементам. Для расплавления металла при ручной дуговой сварке используется более сотни типов стержней. Один из них — стержень типа Э42.
В маркировке этого типа приведена прочностная характеристика, что является главным фактором.
Э — электрод для сварки электрической дугой.
42 — прочность 420 МПа.
Металлические стержни диаметром 4−6 мм применяют для сварки углеродистых и низколегированных сталей. Наиболее известные марки электродов — ОЗС-42, ОЗС-12И/42, ОМА-2, Огонек и ОЗС-23.
Существует улучшенный тип этих электродов — Э42А марки УОНИ-13/45. Они используются для сварки металлоконструкций, требующих повышенной надежности и работающих при больших попеременных нагрузках, в том числе в условиях низких температур. А также для толстых листовых материалов. Технические характеристики электродов Э42А требуют проводить сварку только постоянным током с короткой дугой, исключая отсыревшие стержни.
https://youtube.com/watch?v=8wPyGDI7Bnw
Всё о маркировке электродов
Для чего необходима маркировка? Что означает цифра или буква в маркировке электродов? Эти, и многие другие вопросы часто задают начинающие сварщики. В этой статье мы расскажем, как расшифровывать надписи на упаковке, научим разбираться в деталях маркировок и их особенностях.
Но сначала определение. Маркировка сварочных электродов — это набор цифр и букв, шифрующих информацию о различных характеристиках стержня. Каждой букве или цифре соответствует своя информация.
Маркировка и зашифрованные в ней характеристики влияют на подбор комплектующих, будь то электроды для переменного тока или электроды для постоянного тока.
Сами электроды делятся по многим признакам, о которых мы поговорим далее, и по ходу дела будем объяснять маркировку.
По марке
Следующий набор букв и цифр — это марка электрода (не путайте с понятием маркировка). Марка может быть установлена ГОСТом или запатентована производителем (как в случае с электродами ESAB и их маркой «ОК»). При этом стержню могут соответствовать сразу несколько марок. Это обширная тема, поэтому мы посвятили ей отдельную статью.
По диаметру
Следующие цифры — это диаметр стержня, измеряемый в миллиметрах. Диаметр подбирается исходя из толщины свариваемого металла. Чем толще, тем диаметр больше. В нашем примере это 5 мм.
По назначению
Также электроды могут быть предназначены для различных металлов. В нашем примере это буква «У», она означает, что можно варить низколегированную сталь с пределом прочности 60 кгс на миллиметр квадратный.
Если у такой стали предел прочности выше, то используйте электроды с маркировкой буквой «Л».
Электроды для сварки теплоустойчивой стали обозначаются «Т»; для сварки сталей, имеющих особые свойства установлена буква «В», а стержни для наплавки обозначаются буквой Н».
По коэффициенту толщины покрытия
Следующее обозначение — толщина покрытия или иначе обмазки. В нашем примере это «Д» (толстое покрытие). Но помимо этого, сварочные электроды так же маркируются буквой «М» (тонкое покрытие), буквой «С» (среднее) и буквой «Г» (очень толстое).
По группе индексов
Это одна из самых сложных маркировок, новички часто не понимают ее, потому что в нескольких числах заложено множество характеристик сразу. Обычно, группа индексов пишется на упаковке с электродами для сварки высоколегированной стали, так что это уже упрощает понимание. Давайте подробнее разберем, что значит каждая цифра в нашем примере.
Итак, цифра 5 — это стойкость шва к коррозии. Цифра 1 — это максимальная рабочая температура, при которой указана жаропрочность шва. Цифра 4 — это рабочая температура шва.
Ниже таблица с характеристиками металла шва для сварки высоколегированных сталей, изучив ее вы поймете, что значит каждая цифра.
Условное обозначение электродов для наплавки может состоять из двух частей, а не из 3-4 цифр, как мы говорили ранее. К индексу из 3-4 цифр добавляется индекс из трех цифра, написанных через дефис и разделенных дробью с первым индексом. Например, Е300/32-1.
Цифра 32 обозначает твердость металла, который можно наплавить. Цифра 1 обозначает, что твердость у таких электродов обеспечивается без термического воздействия.
Иногда можно встретить цифру 2, она означает, что твердость обеспечивается после термического воздействия.
По пространственному положению
Каждый тип электрода предназначен для работы в определенном положении. В нашем примере это стержень для работы в любых положениях, кроме вертикального, обозначается цифрой «2».
Также есть цифра «1» (полностью универсальный), «3» (для работы горизонтально на вертикальной плоскости) и «4» (для нижних угловых соединений).
Эти цифры соответствуют международным стандартам и ими маркируется большинство как отечественных, так и зарубежных материалов.
По характеристикам сварочного тока
Иногда этой маркировки нет, но мы добавили ее в свой пример. Это цифра «0», она означает, что такими электродами можно работать только на постоянном токе, установив обратную полярность.
Применение электродов
Рутиловые стержни применяются при работе с трансформаторами, инверторами и генераторами. Популярны они по причине возможности работы с ними в любом пространственном положении. Данный вид стержней хорошо показывает себя при сварке труб, ремонте трубопроводов. Покрытие стержней данной марки позволяет работать даже в условиях повышенной влажности. Малое разбрызгивание металла позволяет наплавлять большую массу металла, чего не сделаешь другими марками электродов. Шов после работы покрыт чешуйчатым шлаком, который легко удаляется, что сокращает время обработки детали. Расплавленный металл глубоко проникает в швы, что позволяет получать крепкое соединение.
Как организовать правильное место дома?
Как только ваш ребенок засобирался в первый класс, необходимо принять меры по организации рабочего места. У маленького ученика должна быть отдельная зона, где можно хранить книги и тетради, читать литературу, выполнять задания по письму, математике, рисованию.
Рабочее место школьника должно быть функциональным, хорошо освещенным, оптимизированным и перспективным. Как сделать все правильно?
Рекомендация первая: мебель и оборудование
Вопрос выбора мебели играет первостепенное значение. От неподходящей высоты стола или неудобного стула у ученика могут развиться разные заболевания – сколиоз, кифозом, а также негативные черты характера (рассеянность, быстрая утомляемость).
Приобретая мебель, ориентируйтесь на показатели:
- Высоты стола: измерьте на рост ребенка: деткам до 1,3 м рекомендуют учиться за столами, высотой 50 см. Существуют простейший тест: если малыш, облокотившись локтями на столешницу, достает пальчиками рук до висков, то мебель можно смело покупать. В противном случае, слишком низкий стол повредит формированию правильной осанки, а чересчур высокий вызовет мгновенную утомляемость.
- Ширины столешницы: современные школьники повсеместно пользуются компьютером – учитывайте данный фактор при выборе стола. Глаза ребенка должны находится на расстоянии 70-80 см от экрана, иначе он рискует потерять зрение в раннем возрасте. Хорошее решение вопроса предлагают угловые столы, позволяющие удобно разместить тетради, книги, ПК.
- Удобства кресла: школьнику подойдет ортопедическое кресло с регулируемой высотой. Во время учебного процесса ступни малыша должны упираться в пол, создавая прямой угол между икрами и бедрами.
При покупке мебели возьмите ребенка в магазин, прямо на месте проверив все вышеперечисленные параметры.
Рекомендация вторая: освещение
Оптимальным вариантом освещения рабочей зоны школьника станет комбинированный естественный и электрический свет (с преобладанием первого). Постарайтесь разместить стол сбоку окна (для правши – с левой стороны, для левши с правой). Не забудьте о настольной лампе: отдавайте предпочтение светильникам с мощностью до 80 Вт – излишняя освещенность вызывает напряжение глаз.
Рекомендация третья: оптимизация рабочего места
Школьнику любого возраста потребуется много книг, тетрадей, канцелярии. Необходимо обеспечить дополнительную оптимизацию рабочего места, чтобы разложить все учебные принадлежности «по полочкам».
Позаботьтесь о покупке:
- полок для учебников и тетрадок, атласов и наглядных пособий;
- специальных контейнеров для хранения полезных мелочей (ручек, карандашей, ластиков, скрепок и пр.);
- досок над столом, на которых можно писать расписание уроков и другую важную информацию.
Оптимизация рабочего места школьников – важный процесс, требующий большого количества сил и определенного бюджета. Однако не стоит экономить на обучении ребенка, ведь от комфортабельности зоны напрямую зависит здоровье и эмоциональное самочувствие малыша.
Маркировка сварочных электродов и их расшифровка

При работе с ручной электродуговой сваркой вы постоянно работаете с электродами. Этот элемент сварочного процесса не столь прост как кажется и имеет свою обширную классификацию.
Сегодня можно подобрать изделия под любые нужды, исходя из свариваемых металлов, вида оборудования, необходимых свойств шва и множества вспомогательных параметров.
Ниже вы ознакомитесь с классификацией покрытых электродов и их обозначением.
Производители сварочных электродов
Ниже, представлена тройка лучших производителей сварочных, покрытых электродов России:
- НПП «Сварка Евразии». За более, чем 70 летнюю историю компания успела освоить полный цикл производства электродов и на данный момент выпускает все виды электродов – плавящиеся, сварочные, для легированных сталей и многие другие.
- ЗАО «Электродный завод». Производитель славится своими изделиями, поставляющимися на крупнейшие машиностроительные заводы страны, также компания выпускает продукцию и для рядового потребителя. Профессиональные сварщики отмечают удобство работы и качество продукции данной компании.
- ООО «НПО Спецэлектрод». Изделия этой фирмы это более 50 различных марок потребительских стержней толщиной до 6мм. Также производство принимает индивидуальные заказы.
Не стоит забывать и про мировых лидеров, тройка лучших:
- Esab – компания с вековой историей и продукцией, признанной лучшей в мире. Эти Шведские электроды знают на всех континентах как самые качественные.
- Kobe Steel – Японская компания, получившая популярность за счет поставок их продукции нефтедобывающим предприятиям.
- Klöckner & Co SE – немецкая компания, производящая сталь и расходные материалы для сварочных работ. Электроды для сварки данной фирмы очень популярны и широко используются в России.
Марки этого типа электродов
Электроды типа Э50А включают в себя большое количество марок и модификаций. Они имеют похожие характеристики и незначительные отличия. Наиболее известными и распространенными являются электроды Э50А УОНИ 13/55.
Каждая буква в аббревиатуре «УОНИ» имеет свое значение. Буква «У» означает, что это электрод универсального назначения. «О» — это обозначение основного вида покрытия электрода. «Н» означает научно-исследовательский, «И» — институт, а следующая за ними цифра «13» — это номер института. Речь идет об институте, где в сое время были разработаны эти электроды.
Этот вид электродов обладает повышенными качествами. Этому способствуют механические свойства металла образуемого шва и химический состав наплавленного металла. Все виды марок этого типа удовлетворяют требования ГОСТа 9467-75. Они находят применение в таких областях, как судостроение, энергетика, атомная промышленность.
При сварке ответственных конструкций желательно иметь оформленный официально сертификат качества. Этот документ дает гарантию, что выпускаемая продукция соответствует всем требованиям, и с помощью этого вида электродов можно получить качественный результат.
Популярными производелями таких электродов являются такие заслуженные предприятия, как «ЛЭЗ», «СпецЭлектрод», «СЗСМ».
Расшифровка маркировки электродов для сварки
2
- наличие в маркировке буквы У указывает на то, что рассматриваемый электрод подходит для сваривания изделий, изготовленных на основе низколегированных и углеродистых сталей;
- маркировка, которая содержит букву Л, говорит о том, что эти электроды могут применяться для соединения легированных конструкционных сплавов;
- если стоит задача по соединению конструкций, выполненных на основе теплоустойчивых или высоколегированных сталей, применяемый для сварки электрод должен иметь обозначения Т и В;
- качественно выполнить наплавку слоя, который должен обладать исключительными свойствами, можно при условии, что используемый электрод имеет маркировку в виде буквы Н.
Толщина, диаметр, ток
Также в маркировке дается подсказка о толщине покрытия, для чего в ней предусмотрены следующие обозначения:
- М — означает тонкое покрытие;
- С — среднее покрытие;
- Д — ему соответствует толстое покрытие;
- Г — указывает на наличие покрытия максимальной толщины.
В самом конце содержится информация о типе покрытия, о котором шла речь выше. По последним двум цифрам можно понять, какое пространственное положение предусмотрено для электрода конкретной марки и какой рекомендуемый показатель должен иметь рабочий ток.
Если там присутствует цифра 1, то выбираемый электрод подходит для работы в любом положении. 2 указывает на отсутствие ограничений за исключением положения сверху-вниз.
Иногда предпоследней идет цифра 3, что позволяет говорить о том, что этот электрод запрещается размещать в потолочной ориентации. Присутствие цифры 4 указывает на то, что изделие предназначено для выполнения нижних швов, а также нижних в «лодочку».
Последняя цифра, которая сообщает о рекомендованном токе, может предусматривать следующие показатели:
- 1, 4, 7 — указывает на отсутствие ограничений;
- 2, 5, 8 — распространяется на токи с прямой и остальными видами полярности;
- 3, 6, 9 — предусматривает, что ток должен иметь обратную полярность.
Характеристики электродов
Расходники изготавливаются из сварочной проволоки Св-08 или Св-08А (ГОСТ 2246-70). Ее длина составляет 45 см.
ГОСТ и другие требования
Необходимые технические характеристики и правила обозначения для электродов приведены в ГОСТ 9466-75 и 9467-75. Согласно этим документам, производитель обязан наносить маркировку на упаковку. Некоторые компании указывают ее и на самом изделии.
К какому металлу применяется
Расходники Э42 используются для сварки следующих видов сталей:
- углеродистой;
- низколегированной, например марок 09Г2 и 14Г2.
Расходники Э42 используются для сварки углеродистой стали.
Для работы с медью и прочими цветными металлами они не подходят.
Физические и химические свойства шва
Состав электрода и его покрытия должны обеспечить следующие показатели:
- Временное сопротивление разрыву — 42 кгс/кв. мм.
- Относительное удлинение — до 22%.
- Ударную вязкость (сопротивление хрупкому разрушению, хладноломкость) — 150 Дж/кв. см при +20°С и 35 при -40°C.
- Наплавочный коэффициент — 10 г/А*ч.
- Расход на 1 кг шва — 1,6 (кг).
Содержание химических элементов в стержне изделия:
- Углерод (C) — 0,08%.
- Марганец (Mn) — 0,7%.
- Кремний (Si) — 0,1%.
- Сера (S) — 0,035%.
- Фосфор (P) — 0,035%.
Сварочные электроды необходимы при создании конструкций из металла.
Рабочий диапазон температур — от -20°C до +20°C.
Для электродов менее 3 мм
Расход на 1 кг шва составляет 1,6 кг, а угол загиба — 150°.
Доля химических элементов в металле шва или наплавке:
- серы — не более 0,04%;
- фосфора — до 0,045%.
Временное сопротивление разрыву — 42 кгс/кв. см.
По группе индексов
Это одна из самых сложных маркировок, новички часто не понимают ее, потому что в нескольких числах заложено множество характеристик сразу. Обычно, группа индексов пишется на упаковке с электродами для сварки высоколегированной стали, так что это уже упрощает понимание. Давайте подробнее разберем, что значит каждая цифра в нашем примере.
Итак, цифра 5 — это стойкость шва к коррозии. Цифра 1 — это максимальная рабочая температура, при которой указана жаропрочность шва. Цифра 4 — это рабочая температура шва. Цифра (4), взятая в скобки, обозначает, сколько в шве ферритной фазы. Чем каждая цифра больше, тем соответственно больше значение. Ниже таблица с характеристиками металла шва для сварки высоколегированных сталей, изучив ее вы поймете, что значит каждая цифра.
Условное обозначение электродов для наплавки может состоять из двух частей, а не из 3-4 цифр, как мы говорили ранее. К индексу из 3-4 цифр добавляется индекс из трех цифра, написанных через дефис и разделенных дробью с первым индексом. Например, Е300/32-1. Цифра 32 обозначает твердость металла, который можно наплавить. Цифра 1 обозначает, что твердость у таких электродов обеспечивается без термического воздействия. Иногда можно встретить цифру 2, она означает, что твердость обеспечивается после термического воздействия.
Сертификация качества
Электроды, предназначенные для промышленного применения или для соединения ответственных конструкций, подлежат обязательной сертификации.
Электроды подлежат обязательной сертификации.
Официальный документ на территории РФ выдается Национальным Агентством Контроля Сварки (НАКС) производителям инструментов и имеет ограниченный срок действия (3 года).
В документе указываются:
- тип аттестации (первичная или периодическая);
- марка и диаметр электродов;
- методики тестирования и дополнительная информация.
При оформлении сертификата контролирующий орган получает тестовую партию электродов и проводит сварочные работы с последующим разрушающим контролем шва. Полученные результаты подтверждают соответствие продукции стандартам, при отклонении параметров свидетельство не выдается. Наличие сертификата позволяет использовать электроды для сварки ответственных конструкций, но в случае повреждения шва из-за недостаточной прочности металла шва производитель несет материальную и уголовную ответственность в соответствии с законодательством РФ.