Синхронизированное жесткое нарезание резьбы метчиком позволяет обойтись без дорогих плавающих резьбонарезных патронов и предотвращает деформацию
Содержание:
- Назначение: и декоративные и защитные
- Как нарезать резьбу
- Видео описание
- Коротко о главном
- Нарезание резьбы резцом
- Рез ручным клуппом
- Как усилить комнатную антенну
- Трасс компании Квик-микс «TUBAG» является уникальным материалом, потому что:
- Технология и приемы нарезания резьбы вручную
- Работа плашкой
- Подготовка к нарезанию внутренней резьбы
- Критерии выбора трубного клуппа
- Лерки для ручного нарезания резьбы
- Выбор инструмента
- Метрическая резьба
- Коврик из остатков одежды
- Нарезание резьбы резцами
- Характеристики и особенности труб ПВХ для электропроводки
- Подготовка напольной поверхности
- 3 Нарезание резьбы метчиками и плашками
- Выводы и полезное видео по теме
Назначение: и декоративные и защитные
Как нарезать резьбу
Перед тем, как нарезать резьбу, следует определится с ее размером, шагом и используемым стандартом. Если требуется сделать рез на детали, которая должна подойти к уже готовому элементу, то рекомендуется для начала понять ее размеры. Для этого следует поискать соответствующую маркировку рядом с готовой резьбой.
Если ее нет, то для измерения можно использовать штангенциркуль или специальный набор с шаблонами для насечек разных стандартов. Также можно использовать для этого сантехническую арматуру с пометками, если нет других вариантов. С ее помощью можно понять диаметр трубы.
Чтобы определить шаг насечки, можно пометить маркером 10 витков, замерить длину всего участка и поделить ее на 10. Полученное число и будет шагом. Инструмент для нарезки резьбы также следует подбирать исходя из диаметра трубы и шага насечки на детали, с которой требуется соединение.
Перед работой с плашками или клуппом следует зачистить поверхность трубы, на которой будет делаться насечка, с помощью напильника, наждачной бумаги или болгарки с шлифовальным кругом. Торцевую часть детали также нужно обточить и сделать на ней входную фаску для начала работы.
Пример входной фаскиИсточник upload.ecvv.com
Перед нарезкой рекомендуется нанести на поверхность детали смазку, чтобы уменьшить сопротивление и трение при работе, а также закрепить ее в тисках для лучшей устойчивости. Следует аккуратно затягивать держатель и контролировать давление на стенки трубы, чтобы ее не погнуть.
Первый проход резьбы делается с помощью черновой плашки для наметки углубления, а после этого применяется устройство для чистовой или промежуточной обработки, так как для крепких металлов может понадобиться до 5 проходов по резьбе.
При работе с плашками или клуппом следует держать рабочую поверхность инструмента перпендикулярно к торцу трубы. Во время нарезки нужно немного надавливать на устройство и небольшими поворотами (20-30°) делать насечку. Рекомендуется постоянно проверять угол наклона инструмента, чтобы резьба была ровной. Это нужно делать первые 2-3 витка, а дальше режущая кромка плотно фиксируется сама и следить за углом не требуется.
Видео описание
В этом видео показано, как нарезается внутренняя резьба с помощью станка и метчика:
Нарезка электрическим клуппом схожа с обычным процессом, но для работы этого инструмента требуется больше пространства и дополнительная фиксация. Его преимущество в том, что снижается трудоемкость процесса для слесаря. При любом виде нарезки рекомендуется добавлять смазку в процессе работы на те места, где находится режущая кромка.
Также нарезку резьбы можно сделать с помощью токарного станка. Такой вид работ чаще всего используют для больших объемов производства. С помощью такого устройства можно делать как внешнюю, так и внутреннюю резьбу, но для работы с ними нужен обученный специалист. Без соответствующих знаний работа со станком может послужить причиной травмы
Пример сантехнической арматуры с резьбойИсточник static-eu.insales.ru
Коротко о главном
Резьба – это удобный и надежный способ крепления деталей и монтажа разных конструкций.
Существуют различные виды резьбы, но для труб чаще всего используется цилиндрический или конический стандарт.
Самый простой и доступный инструмент для насечки внешней резьбы – это плашка, а для внутренней – метчик.
С помощью клуппа можно сэкономить время и силы при нарезке резьбы в труднодоступных местах, например, возле стен, а электрическое устройство способно делать насечку самостоятельно.
Источник
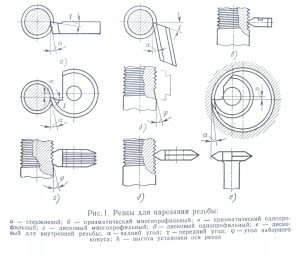
Нарезание резьбы резцом
Основной резьбонарезной инструмент — резцы. Типология резцов по конструктивным особенностям:
- Стержневые монопрофильные, с пластиной из твёрдых сплавов, быстрорежущей стали, паяные и сборные;
- Призматические одно– и многопрофильные сборные, паяные;
- Дисковые одно– и многопрофильные сборные.
Токарные резцы крепятся на суппорте, в оправках, головках встречного вращения (вихревое нарезание 4 элементами).
Мехкрепление сборного резца обеспечивает удержание сменной многогранной пластины с готовым фасонным профилем. Преимущественно используются для нарезания резьбы метрической и трапецеидальной.
Конфигурация вершины инструмента для чистового прохода затачивается в соответствии с геометрией профиля винтовой канавки. Передний угол выставляется в обратной пропорции твёрдости и противостоянию температурным нагрузкам материала. При обработке вязких металлов угловая величина возрастает.
 Метод нарезание резьбы резцами
Метод нарезание резьбы резцами
Установка резьбонарезного резца по шаблону по центральной линии станка определяет чистоту поверхности. Боковые грани, не участвующие в нарезке, не имеют контакта с болванкой, затачиваются с превышением угольности резьбового подъёма.
Погрешности оборудования при нарезании резьбы учитываются при выставлении градусов рабочей грани. Уменьшение на 30’ – обычная практика. Впадина скругляется радиусом инструмента.
Сверление либо расточка под нарезку внутренней резьбы выполняются с увеличением диаметра до 0,2 для металлов хрупких, до 0,4 мм — для вязких материалов, с учётом толщины стенки. Конечная канавка при несквозном нарезании резьбы делается в поперечнике на 0,3 мм меньше шага.
Рез ручным клуппом
В домашней мастерской рекомендуется проводить рез ручным клуппом. Среди особенностей подобного процесса можно отметить следующие моменты:
Рабочая часть устанавливается в специальном держателе, выполненном в виде трещотки. Он существенно упрощает процесс нарезания витков на поверхности трубы.
Начать работу можно с очистки трубы. Стоит учитывать, что при нарезать витки можно только при отсутствии сильных дефектов.
Зачистка поверхности проводится до металла, пока он не начнет блестеть.
Наружная кромка обрабатывается для получения фаски. За счет этого обеспечивается захождение инструмента.
Поверхность обрабатывается техническим вазелином. Он снижает степень трения, делает ход инструмента более плавным.
Труба крепится в тисках, можно удерживать ее и газовым ключом
Важно исключить вероятность наклона или смещения трубы при оказании на нее высокой нагрузки.
Применение ручного клуппа
Работа предусматривает совершение нескольких витков по часовой стрелке, после чего в обратном направлении. Это делается для того, чтобы удалить стружку с зоны резания.
Как усилить комнатную антенну
Трасс компании Квик-микс «TUBAG» является уникальным материалом, потому что:
Технология и приемы нарезания резьбы вручную
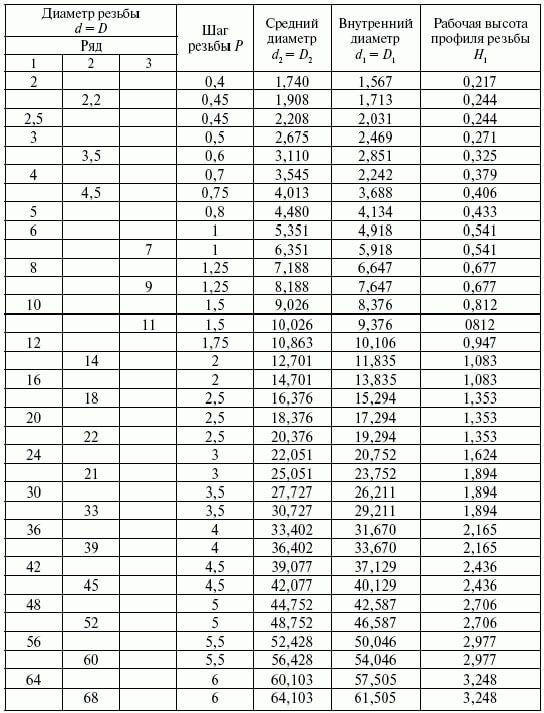
При нарезании резьбы метчиками и плашками часть металла не удаляется вместе со стружкой, а выдавливается вдоль режущих граней инструмента, образуя профиль резьбы на детали. С учетом этого диаметры отверстий и стержней под резьбу должны изготовляться не по номинальному размеру резьбы, а несколько ниже его. Для метрической резьбы диаметром 6–10 мм эта разница составляет 0,1–0,2 мм; диаметром 11–18 мм – 0,12–0,24 мм; диаметром 20–30 мм – 0,14–0,28 мм.
Диаметры отверстий под наиболее распространенные размеры метрической резьбы приведены в табл. 1.
Для образования захода резьбы на торце детали необходимо снять фаску, соответственно высоте профиля резьбы.
Таблица 1. Диаметры отверстий под нарезание метрической резьбы
| Материал | Диаметр метрической резьбы, мм | |||||||
| 5 | 6 | 8 | 10 | 12 | 16 | 20 | 24 | |
| Сталь и латунь | 4,2 | 5,0 | 6,7 | 8,4 | 10,1 | 13,8 | 17,3 | 20,7 |
| Чугун и бронза | 4,1 | 4,9 | 6,6 | 8,3 | 10,0 | 13,7 | 17,1 | 20,5 |
Смазанный смазкой метчик вставляют в просверленное отверстие и, слегка прижимая его к детали левой рукой, осторожно поворачивают вороток правой рукой до тех пор, пока метчик не захватит металл и его положение в отверстии не станет устойчивым. После этого вороток берут двумя руками и вращают с перехватом рук через каждые полоборота (рис
10, а).
Рис. 10. Движения при нарезании резьбы: а — метчиком, б — плашкой, в — клуппом
После одного-полутора оборотов метчик, покачивая в горизонтальной плоскости, вращают в обратную сторону примерно на четверть или пол-оборота. Это необходимо для того, чтобы стружка сломалась и по канавкам метчика удалилась из отверстия, не заклинив метчик. Закончив нарезание, пропускают его насквозь или вращением воротка в обратную сторону вывертывают метчик из отверстия.
Второй и третий метчики смазывают маслом и вводят в отверстие без воротка; только после того, как метчик правильно установится по резьбе, накладывают вороток и продолжают нарезание резьбы.
Таким же образом следует вести нарезание резьбы плашками. Здесь, однако, кроме круговых движений по стрелке а (рис. 10, б), воротку следует сообщать также некоторый нажим вниз по стрелке в. В процессе нарезания необходимо следить, чтобы давление на обе ручки было одинаковым.
На первом этапе нарезания резьбы следует следить за правильным положением метчика и плашки по отношению к осям отверстия и стержня. Непараллельность осей и неперпендикулярность их к торцу детали контролируются угольником и устраняются изменением положения инструмента.
Нарезать резьбу в мелких и глухих отверстиях небольшого диаметра нужно особенно осторожно, не перегружая метчик и часто очищая его от стружки. При нарезании резьбы в глубоких отверстиях следует вывертывать метчик из отверстия для прочистки (2–3 раза)
При нарезании резьбы в глубоких отверстиях следует вывертывать метчик из отверстия для прочистки (2–3 раза).
Если необходимости получить точные и чистые резьбы на стержнях, то их нарезание следует выполнять черновой и чистовой плашками.
Если нарезание резьбы выполняется клуппами с раздвижными плашками, то их сжатие (подачу) следует производить только в начале прохода. После каждого прохода по всей длине нарезаемого стержня клупп сгоняют в обратную сторону и затем вновь поджимают плашки винтом и вновь прорезают резьбу по всей длине нарезаемого стержня до получения нужного диаметра резьбы. Поджимать плашки на середине стержня не следует. Раздвижными плашками резьбу нарезают за несколько проходов.
Для нарезания трубной резьбы клуппом трубу необходимо надежно закрепить в специальном зажиме для труб (рис. 10, в).
Нарезаемый конец трубы смазывают маслом (олифой), а затем на длине не более 2–3 ниток устанавливают клупп, сближая плашки с таким расчетом, чтобы резьба была нарезана на полную глубину в 2–3 прохода. Для диаметров до 1» ограничиваются двумя проходами; при диаметре свыше 1 » хорошую резьбу можно получить только за 3–4 прохода. Перед каждым повторным проходом поверхность нарезаемой резьбы и резьбу плашек необходимо тщательно очищать кистью от стружки и вновь смазывать маслом.
Вращение клуппа вокруг трубы обычно производят качательным движением в четыре приема; за каждый прием нужно повернуть клупп на 1/4 оборота.
Резьбу диаметром до 1½» нарезает один слесарь; при больших диаметрах резьбы работают вдвоем. При спаренной работе полный оборот клуппа также нужно делать в четыре приема.
Просмотров: 8 687
Работа плашкой
Плашки применяются для обработки наружной цилиндрической поверхности. Среди особенностей ее применения можно отметить следующие моменты:
Заготовка закрепляется в тисках. Во время работы она должна находится в неподвижном состоянии.
Перед применением инструмента режущая кромка и обрабатываемая поверхность смазываются маслом.
Как правило, на торцевой поверхности создается небольшая фаска
Она упрощает процесс навинчивания плашки на обрабатываемую поверхность.
Во время работы нужно уделить внимание тому, чтобы плашка не смещалась. Из-за этого резьба может нарезаться неравномерно, ход плашки становится более тяжелым.
На 2-3 витка по ходу резьбы делается один оборот в обратном направлении
Подобным образом обеспечивается удаление стружки с зоны обработки, повышается качество получаемой поверхности.
Работа плашкой
После завершения работы проверяется качество рабочей поверхности. Для этого достаточно накрутить гайку, у которой должен быть свободный ход.
Подготовка к нарезанию внутренней резьбы
Чтобы резьба нарезалась без проблем, необходимо тщательно подготовить отверстие.
Сверло должно соответствовать материалу детали, быть правильно и хорошо заточено. Угол заточки должен быть не более 140°. Это позволяет избежать перегрева и невольной термообработки материала детали, приводящей к ухудшению качества резьбы.
Сверло должно быть тщательно закреплено, нужно исключить биение как сверла в патроне, так и самого патрона.
При высверливании глухих отверстий нужно тщательно контролировать глубину и обязательно дать припуск по глубине относительно заданной глубины нарезки — даже самый лучший метчик не нарежет резьбу до конца.
Потребуются следующие инструменты и принадлежности:
- Низкооборотный сверлильный станок. Использование ручных дрелей не рекомендуется.
- Подобранное по таблице сверло.
- Сверло большего диаметра (примерно в два раза) для зенковки.
- Набор метчиков с воротком.
- Тиски для закрепления детали.
- Керн и молоток.
- Минеральное масло для смазки метчика и отверстия во время работы.
- Протирочный материал.
Правила нарезания трубной резьбы в целом совпадают с вышеизложенными, лишь для нарезания больших диаметров используется специальная оснастка для более точной центровки
Критерии выбора трубного клуппа
Модели клуппов для нарезки резьбы многообразны. Они отличаются разными параметрами, конструкцией, размерами. При выборе нужно учитывать следующие особенности:
Не покупать дорогих моделей для домашних мастерских.
Самые дешёвые инструменты быстро выйдут из строя
Они подойдут для проведения разовых работ.
Обращать внимание на размер, форму съёмных резцов. Они не всегда подходят к оснастке других производителей.
Желательно выбирать наборы рабочих головок с различными диаметрами.
При выборе материала рабочей части отдавать предпочтение легированной стали.
При расчёте мощности электрических моделей нужно учитывать вид обрабатываемого металла, сплава.
Лерки для ручного нарезания резьбы
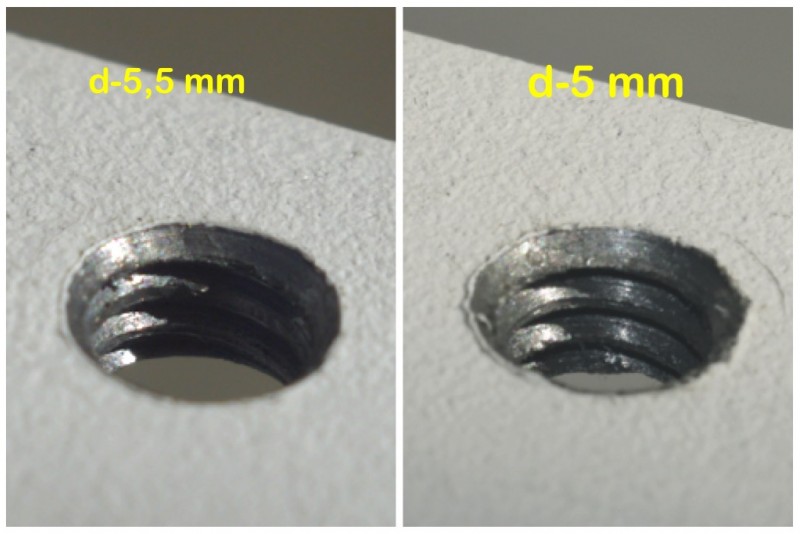
При ручном нарезании резьбы заготовка (стержень, труба) неподвижна, а вращается сам инструмент. Окружная скорость скольжения при этом отсутствует, поэтому лерки для нарезки резьбы практически не нагреваются до высоких температур. Для снижения механического износа резьбообразующего профиля, и уменьшения усилия необходимый под нарезку участок заготовки смазывают. При больших разницах между диаметром исходной заготовки и диаметром резьбы смазывать необходимо и внутреннюю поверхность лерки.
Считается, что для формирования полноценного резьбового профиля диаметр исходной заготовки (для наиболее популярных диаметров) должен соответствовать следующим значениям:
Диаметр нарезаемой резьбы М6 М8 М10 М12 М16 М20
Диаметр исходного стержня (или трубчатой заготовки),мм 5,80…5,95 7,75…7,90 9,70…9,95 11,80…11,95 15,80…15,95 19,80…19,95
Примечание. Приведённые в таблице данные могут использоваться также и для определения диаметра исходной заготовки под последующее формообразование резьбы на автоматах с плоскими плашками.

Важным элементом для правильного выбора лерки является материал, из которого она изготовлена. Особенность процесса резьбонарезания – постепенное нарастание усилия, с резким его снижением к концу процесса – предопределяет повышенную вязкость материала лерки, в противном случае резьбовый профиль интенсивно выкрашивается. Поэтому оптимальным выбором будут лерки из легированной инструментальной стали Х12Ф1 или 9ХС, при твёрдости 59…61HRC. Для нарезания резьб на жаропрочных и легированных сталях подойдёт инструмент из быстрорежущей стали марок Р6М5 или Р9К6, с твёрдостью 60…63 HRC. Цена таких лерок будет высокой, поэтому их использование оправдано лишь при больших объёмах производства резьбовых деталей. Для бытовых целей вполне допустимо использовать лерки, изготовленные из углеродистых инструментальных сталей У10 или У12.
Наиболее высокий рейтинг из предприятий, которые производят подобную инструментальную оснастку, имеют предприятия Ижевска, Челябинска, Владивостока, Самары, Брянска, Нижнего Новгорода (Россия), Орши, Минска (Белоруссия), Львова (Украина). В эксплуатации отлично зарекомендовали себя лерки зарубежного производства от UFC (Италия) и CM Tools (Финляндия).
https://youtube.com/watch?v=lsww6icPhaE%3F
Выбор инструмента
Заранее отметим, что нарезать резьбу можно разными способами. Работать можно как вручную, так и машинным способом. В первом случае, как мы уже отметили выше, необходимо иметь с собой набор инструментов для создания резьбы, во втором же работу ведут на токарном станке.
Вручную нарезать резьбу рекомендуется, если ваша задача заключается в обработке всего нескольких деталей. Например, при сборке сантехнического оборудования, создании бытовых трубопроводов и т.д.
Обработка деталей на токарном станке подразумевает выполнение масштабных задач. Человек с опытом на оборудовании такого типа способен нарезать резьбу в промышленных масштабах, до сотни деталей в час, а иногда и больше. Впрочем, вряд ли вам понадобится такая производительность.
Чаще всего набор ручных инструментов покрывает все бытовые потребности домашних умельцев. С их помощью вам тоже удастся нарезать резьбу правильно и качественно, только времени и сил уйдет больше.
Упоминаемый выше набор оборудования в основном представлен метчиками и плашками, а также различными дополнительными деталями.
Особенности метчиков
Метчиками называют конусообразные или цилиндрические детали, что предназначены для нарезки внутренней резьбы. В частности с их помощью выполняется резьба на трубах, гайках, мелких шайбах, различного рода зажимах и даже фланцах.
Метчиками пользоваться довольно удобно. Они состоят из рабочей и тыльной части. Рабочая часть имеет уникальную форму и диаметр. На ее краях нанесены специальные резцы или зубцы с некоторым шагом. Зубцы при вращении нарезают металл параллельно с удалением стружки.
Тыльная сторона выполнена в определенной форме, что облегчает фиксацию метчика на рабочем инструменте.
Разнообразные метчики для бытового применения
Метчиками с возможностью нарезки резьбы без образования стружки тоже пользуются, но намного реже, ведь они стоят дороже.
Встречаются метчики:
- Черновые;
- Получерновые;
- Чистовые.
Черновые выполняют первый проход, удаляют большинство стружки и формируют грубые канавки под резьбу. Это еще не полноценная резьба, но подготовка уже выполнена.
Получерновые модели встречаются крайне редко. Они предназначаются для доделки черновых канавок, их очистки и формирования заготовки под чистую резьбу. Получерновыми метчиками пользуются преимущественно при изготовлении сложных деталей.
Последний образец – чистовой метчик, формирует готовую к эксплуатации резьбу точных размеров и формы.
По типу выполняемых действий метчики делят на:
- Метрические;
- Гаечные;
- Трубные;
- Машинные.
Отметим что метчиками, равно как и плашками, можно нарезать резьбу разных размеров, направлений и формы. Все зависит от выбранной модели оборудования.
Особенности плашек
Плашкой называют режущий инструмент, который применяется при выполнении наружной резьбы. Простейший пример наличия наружной резьбы – это болт. В то время как пример внутренней резьбы – гайка.
Плашки плоские, со стороны сильно напоминают крупные шайбы или зажимы для станочных патронов. Только внутри плашки находится режущая насадка с несколькими рядами закрученных резцов.
Метчик и плашка, вблизи
Плашки могут иметь разную форму, тип сборки и габариты. Встречаются как круглые модели, так и квадратные. Некоторые варианты полностью цельные, другие можно разобрать и заменить режущую насадку.
Режущая часть состоит из трех рабочих зон. Две зоны, что располагаются по краям, состоят из зубцов, внутренняя же зона отвечает за отвод стружки и корректировку направления вращения.
Именно благодаря внутренней зоне плашки обладают самозатягивающимся свойством. То есть после нескольких вращений на трубе плашка фиксируется.
Дальше вращать ее можно без давления, так как затягиваться она будет в направлении образования резьбы. В то время как метчики необходимо вращать с усилием на протяжении всего процесса.
Разновидности плашек, по сути, аналогичны с разновидностями метчиков. Если вы купили крупный набор инструментов, то наверняка получите сразу несколько таких деталей.
Метрическая резьба
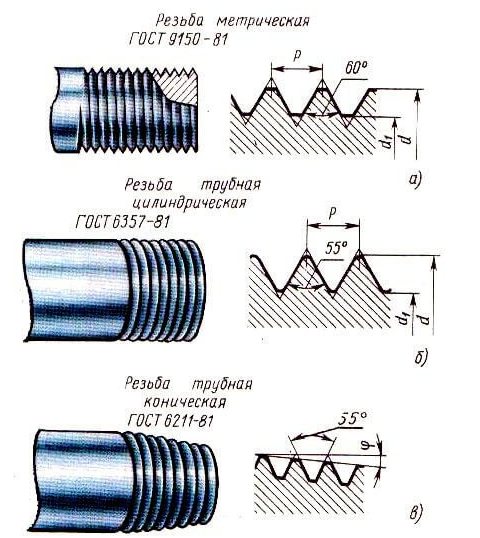
Массово применяется с номинальным диаметром от 1 до 600 миллиметров, с шагом от 0,25 до 6 миллиметров. Профиль метрической резьбы- равносторонний треугольник (с углом при вершине 60 градусов и теоретической высотой профиля Н= 0,866..Р (шаг)).
Все параметры метрической резьбы измеряются в миллиметрах. При маркировке, метрическая резьба обозначается буквой М (metric) с числовым значением наружного диаметра прутка (цилиндра), на котором эта резьба нарезана.
Также может указываться мелкий шаг и обозначение (LH) для левой резьбы.
Геометрия резьб
В зависимости от предназначения и условий работы, геометрия резьб может быть:
- трапецеидальная (Tr) (ходовые винты, грузовые винты, винтовые пресса и т.д.);
- упорная (пилообразная) (артсистемы, нажимные винты прокатных станов и т.д.);
- круглая с радиусами при вершинах и впадинах (вентили, водопроводные краны и т.д.)
- дюймовая, великобританского стандарта (BSW) с углом при вершине 55 градусов и т.д.
Нарезание резьбы
Направление резьбы может быть левой или правой, наружной или внутренней.
При массовом изготовлении крепежных изделий используются автоматизированные линии, с минимальным участием человека.
Для изготовления мелкосерийных и уникальных крепежных элементов, резьба нарезается вручную, при помощи резьбонарезного инструмента.
При изготовлении наружной резьбы используют плашки (лерки) и клуппы, для реализации внутренней резьбы применяют метчики.
Процесс нарезания резьбы ускоряется и облегчается при использовании классического, универсального оборудования, то есть токарного станка.
Обычно, резьбонарезной инструмент изготовляют из быстрорежущей стали, твердых сплавов, но резьбу можно нарезать и высокоуглеродистыми инструментами, при соответствующей смазке и охлаждении.
Способы изготовления
- резанием (резцом на токарном станке);
- абразивная обработка;
- накатывание (пластическая деформация);
- выдавливание прессованием;
- литье;
- электрохимическая обработка и т.д.
Метчик ЗУБР «Эксперт» машинно-ручной, 4-28005-18-2.5
К числу самых универсальных способов нарезания резьбы относятся:
- нарезание наружных резьб плашками (лерками);
- нарезание внутренних резьб метчиками;
- нарезание внутренних и наружных резьб резцами и гребенками;
- нарезание наружных и внутренних резьб резьбонарезными головками и т.д.
Коврик из остатков одежды
Когда остается старая одежда ребенка, который достаточно быстро растет очень жалко выкидывать ее на помойку. В этом случае мастерицы стараются придумать ей другое назначение, к примеру, сшить из нее уютный коврик. Такой коврик, выполненный своими руками, будет мягким, уютным и послужит замечательным дополнением к интерьеру комнаты или ванны.
Самодельный чехол
Нарезание резьбы резцами
Широко распространенным элементом деталей машин является наружная и внутренняя резьбы В машиностроении применяются крепежные резьбы с треугольным профилем, ходовые с прямоугольным и трапецеидальным профилем и конические резьбы.
Нарезание резьбы производится резцами (неподвижными и вращающимися), гребенками, плашками, резьбонарезными головками, резьбовыми фрезами и метчиками, отделочная обработка резьбы – шлифовальными кругами. Широко применяется изготовление резьбы методом пластической деформации – накатывания плашками и роликами.
Нарезание резьбы резцами
Нарезание резьбы резцами производится на токарно-винторезных станках.
Деталь, установленная в патроне или центрах, вращается, а резец, закрепленный в резцедержателе, перемещается вдоль образующей резьбы, причем эти движения строго согласованы: за один оборот детали резец перемещается на величину шага резьбы.
Движение суппорта при нарезании резьбы передается от ходового винта, который через коробку передач соединен со шпинделем (передаточное отношение равно отношению шага нарезаемой резьбы к шагу ходового винта).
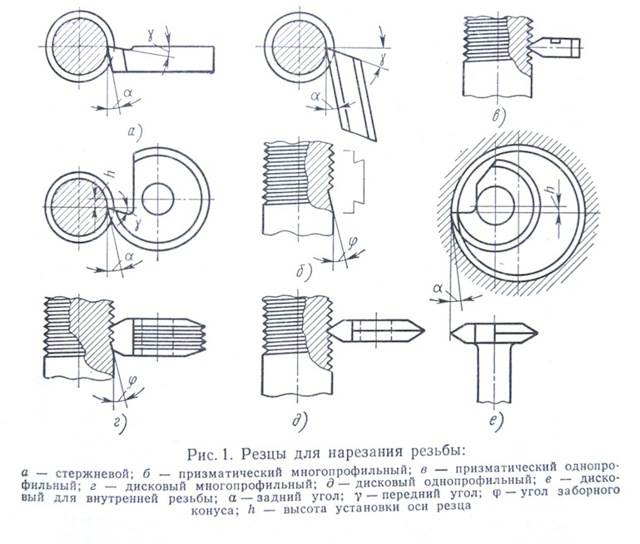 |
Применяются плоские, тангенциальные и дисковые однопрофильные или многопрофильные (гребенки) резцы (рисунок 1). Профиль резца соответствует профилю впадины резьбы.
Для предотвращения искажения профиля резьбы обычно затачивают с передним углом, равным нулю, и устанавливают так, чтобы передняя грань находилась на высоте центров.
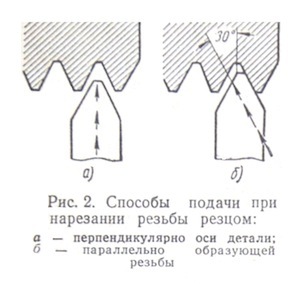
Подача резца производится двумя способами: перпендикулярно оси детали (рисунок 2 а), причем резец работает всем профилем, и параллельно образующей резьбы (рисунок 2б); в этом случае резец работает одной режущей кромкой.
 |
При нарезании резьбы с крупным шагом предварительную обработку производят прорезным резцом с углом профиля, отличающимся от угла профиля резьбы на 5-10?. На токарных станках производят нарезание резьбы на длинных деталях или в тех случаях, когда резьба должна быть строго концентрична с другими поверхностями, обрабатываемыми в этой же установке.
Производительность труда при этом невысокая, так как нарезание производится в пять-десять и более проходов, много времени затрачивается на обратный ход и установку резца на размер. Кроме того, эта работа выполняется рабочими высокой квалификации и требует напряженного внимания, особенно при нарезании внутренней резьбы.
На точных станках возможно нарезание резьбы первого класса точности.
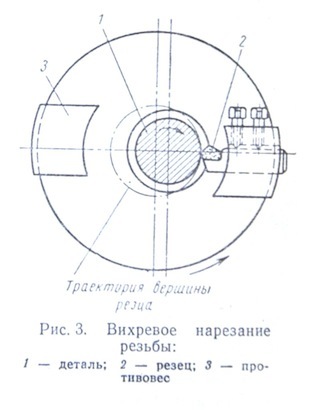
На токарных и резьбонарезных станках производится нарезание резьбы вращающимися резцами – вихревое или охватывающее нарезание. Для этого на суппорте станка устанавливают приспособление с головкой, приводимой во вращение от электродвигателя.
Головку устанавливают под углом, равным углу подъема резьбы. В головке размещены резцы для нарезания резьбы (рисунок 3). Деталь закрепляют в центрах или патроне. Скорость вращения детали меньше скорости вращения резцом.
Головка вращается с числом оборотов, обеспечивающим скорость резания 100-300 м/мин, и перемещается вместе с суппортом на величину шага резьбы за один оборот детали. Нарезание резьбы производится за один проход.
Вихревое нарезание применяется для обработки резьбы не выше второго класса точности и для предварительного нарезания крупной резьбы на длинных деталях.
 |
Материал статьи написан на основе литературного источника «Технология производства двигателей внутреннего сгорания» М. Л. Ягудин
Характеристики и особенности труб ПВХ для электропроводки
Подготовка напольной поверхности
Установка банной печи на деревянный пол будет производиться без разборки перекрытия.
Ход работ:
- На полу с соблюдающими правилами и нормами делают разметку будущего местоположения печки. Далее устанавливают предтопочный защитный лист. Размеры, которого равны 50 см в ширину и 70 см в длину. Защитный элемент бывает латунный, медный или стальной, размещают его перед дверцей топки.
- Каждая методика установки рассматривается профессионалами в отдельности, исходя из индивидуальных особенностей. Например, если дверца металлической печи выходит на улицу либо в смежное помещение, понадобится дополнительная заливка бетонной смесью или укладка тротуарной плитки.
- Плиту минерита требуемого размера укладывают на пол.
- Шамотные или красные полнотелые кирпичи выкладывают в два ряда. Перед процессом укладки кирпичи погружают в емкости наполненные водой. При строительстве применяют огнеупорную смесь. Каждый ряд выставляется по уровню. Должно получиться монолитное основание с функцией предохранения пола от возгорания. Готовый «Подиум» по высоте не превысит 20 см.
Основание для банной печи из шамотного кирпичаИсточник prestig-dom.ru
- При помощи термостойкого клея на горизонтальную кирпичную поверхность крепят защитный лист или керамогранитную плиту, которая способна выдержать высокую температуру и отлично смотрится в сооружении. Сборка и установка печного оборудования производится на основании через двое суток после его сооружения.
- На пол перед топкой прикрепляют стальную панель.
Технология допускает монтировать печь на основание из минерита, базальтового картона, который сверху накрывают стальным листом или керамогранитом. Поверхность пола под очагом нагревается намного меньше, чем расположенные близко к нему стены. Поэтому пренебрежение правилами пожарной безопасности не допустимо.
3 Нарезание резьбы метчиками и плашками
С помощью метчиков обычно выполняют метрические внутренние резьбы. Если на токарном агрегате используются машинные метчики, любая резьба нарезается за один проход инструмента. Токарная обработка вязких и твердых заготовок осуществляют с применением набора метчиков.
В наборах из трех инструментов один метчик является чистовым (он выполняет 10 % от всего объема работ), второй – получистовым (30 %), третий – черновым (60 %). Если инструментов в комплекте всего два, на один (черновой) приходится 75 % выполняемых работ, на второй – 25 %. Отличить черновой метчик от чистового и получистового можно по заборной части. У чернового инструмента она самая длинная.
Скоростные режимы нарезания резьбы с применением метчиков следующие:
- от 6 до 22 метров в минуту для деталей из бронзы, чугуна и алюминия;
- от 5 до 12 метров в минуту для деталей из стали.
При использовании метчиков обязательно осуществлять их охлаждение маслом либо специальной эмульсией.
Плашки предназначены для выполнения на болтах, винтах, шпильках наружной резьбы. Перед операцией производят предварительную обработку той зоны заготовки, на которой будет нарезаться резьба. Сечение (наружное) резьбы при этом больше обработанного участка на такие величины:
- 0,14 – 0,28 мм (резьбы диаметром от 20 до 30 мм);
- 0,12–0,24 мм (от 11 до 18 мм);
- 0,1–0,2 мм (от 6 до 10 мм).
В задней бабке (в пиноли) токарного станка имеется плашкодержатель, представляющий собой специальный патрон. В него осуществляется монтаж рассматриваемого нами инструмента.
Скорость выполнения операции резки с применением плашек такова:
- 10–15 м/мин (изделия из латуни);
- 2–3 м/мин (изделия из чугуна);
- 3–4 м/мин (изделия из стали).
Выводы и полезное видео по теме
Все нюансы нарезки трубной резьбы одним видео:
Знания о создании, эксплуатации, обслуживании резьбовых соединений на трубах всегда актуальны для каждого человека, кто занимается хозяйством, сантехникой, прочими инженерными коммуникациями.
Без этой информации невозможно качественно производить ремонт, модернизировать системы трубопроводов, просто поддерживать работу бытовых хозяйственных систем.
Есть, что дополнить, или возникли вопросы по нарезке резьбы на трубах? Пожалуйста, оставляйте комментарии к публикации, предлагайте свои способы и эффективные инструменты для создания резьбы. Форма для связи находится в нижнем блоке.