Гост 19256-73 стержни под накатывание метрической резьбы. диаметры
Содержание:
- Особенности резьбовой нарезки
- Трасс компании Квик-микс «TUBAG» является уникальным материалом, потому что:
- Оглавление
- Резьба метрическая. Размеры.
- Технологии нарезки
- Со статьей читают:
- Нарезание наружной резьбы плашкой
- Технология нарезания внутренней резьбы
- Разновидности и параметры резьбы
- Способы затирки швов тротуарной плитки
- Параметры резьбы и ее разновидности
- Необходимость подбора сверл для резьбы
- Основные размеры метрических резьб
- Процесс нарезания
- Стиль манга для поклонников японских мультфильмов
- Тиски своими руками — подробная инструкция с фото
- Резьба метрическая. Профиль.
- Группы и варианты нарезки
Особенности резьбовой нарезки
Для резьбовой нарезки используется разное оборудование, например:
- станок сверловочного вида;
- парк токарный;
- разные приспособления для нарезки.
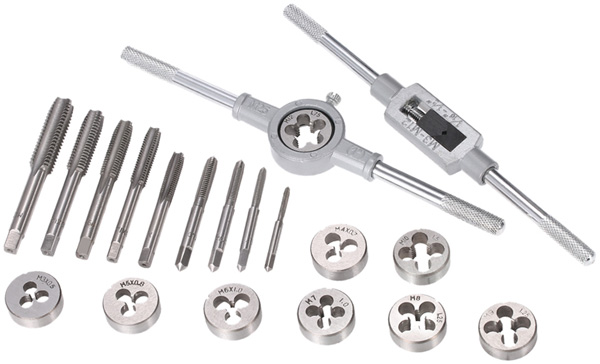
При этом нарезку можно выполнять как механическим способом, так вручную. Например, для внутреннего применения можно использовать специальные резьбовые метчики, а для наружной – плашки. Метчики, как и сверла, подбираются в зависимости от диаметра отверстия. Они подразделяются на следующие категории:
- дюймовые;
- метрические;
- трубные.
В основном комплекты ручных метчиков состоят их трех приспособлений, два из которых нужны для проведения предварительных работ, а последнее является доводочным инструментом, с помощью которого выполняется окончательная форма резьбы и подгон под те или иные размеры. Метчики имеют номера. Если в комплекте с плашкодержателем не три, а два приспособления, то первое является предварительным, а второе чистовым. Изготавливаются метчики на основе высоколегированной стали.
Наружная резьба получается посредством применения плашки. Инструменты эти могут быть круглой или призматической формы. Для круглых плашек используют вороток.
Трасс компании Квик-микс «TUBAG» является уникальным материалом, потому что:
Оглавление
Приложение 1 (рекомендуемое) Диаметры сверл для отверстий под нарезание метрической резьбы
Приложение 2 (рекомендуемое) Методика определения диаметров отверстий под нарезание метрической резьбы для материалов повышенной вязкости
Резьба метрическая. Размеры.
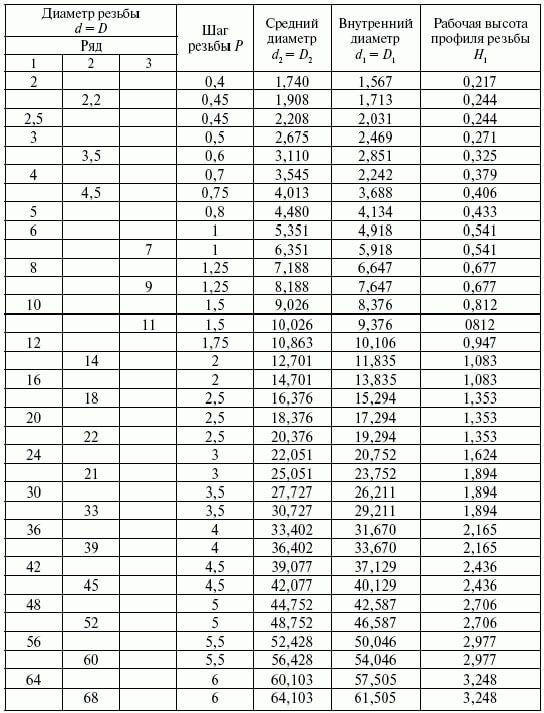
На рисунках приведены размеры резьб диаметрами 5… 64 мм, используемые при расчетах на прочность.
Выбор шага резьбы зависит от требуемой прочности стержня винта, ослабленного резьбой, условий самоторможения или необходимости тонкой регулировки.
Для облегчения расчетов дополнительно приведены расчетный диаметр винта, площадь расчетного сечения винта и угол подъема винтовой линии на среднем диаметре резьбы.
Примечания:
- Полужирным шрифтом выделены крупные шаги резьб.
- Обозначения резьб смотри выше.
- Расчетный диаметр dр винта определен по зависимости , где d3 — внутренний диаметр болта.
- Площадь расчетного сечения Ар определена по зависимости .
- Угол подъема резьбы ψ определен для среднего диаметра (d2) резьбы по зависимости
Соседние страницы
- Резьбы цилиндрические
- Резьбы конические
- Сбеги, недорезы, проточки и фаски по ГОСТ 10549
- Резьба упорная
- Резьба трапецеидальная
- Механические свойства болтов, винтов, шпилек, гаек.
- Условные обозначения крепежных изделий по ГОСТ 1759.0 (СТ СЭВ 4203)
- Болты общего назначения с шестигранными головками
- Винты общего назначения
- Винты невыпадающие
- Винты установочные
- Болты и винты специального назначения
- Винты самонарезающие для металла и пластмасс
- Стопорение гайки относительно болта дополнительными элементами
- Стопорение гаек относительно корпуса
- Стопорение гайки относительно болта за счет дополнительного трения, сварки и пластического деформирования
- Стопорение болтов. Предохранение винтов и гаек от потери
- Стопорение винтов
- Фланцевые соединения деталей
- Фланцевые соединения труб и крышек цилиндров
- Фланцевые соединения труб металлоконструкций
- Примеры применения установочных винтов
- Клеммовые соединения
- Фрикционно-винтовые зажимы
- Стяжки и упоры
- Крепление машин к основаниям
Технологии нарезки
Резьба трубная цилиндрическая, которая относится к дюймовому типу (как внутренняя, так и наружная), может нарезаться ручным или механическим методом.
Нарезка резьбы вручную
Нарезание резьбы при помощи ручного инструмента, в качестве которого используется метчик (для внутренней) или плашка (для наружной), выполняется в несколько шагов.
- Обрабатываемая труба зажимается в тисках, а используемый инструмент фиксируется в воротке (метчик) или в плашкодержателе (плашка).
- Плашка надевается на конец трубы, а метчик вставляется во внутреннюю часть последней.
- Используемый инструмент вворачивается в трубу или навинчивается на ее конец посредством вращения воротка или плашкодержателя.
- Чтобы сделать результат более чистым и точным, можно повторить процедуру нарезания несколько раз.
Нарезка резьбы на токарном станке
Механическим способом трубная резьба нарезается по следующему алгоритму:
- Обрабатываемая труба зажимается в патроне станка, на суппорте которого фиксируется резьбонарезной резец.
- На конце трубы, используя резец, снимают фаску, после чего выполняют настройку скорости перемещения суппорта.
- После подведения резца к поверхности трубы на станке включают резьбовую подачу.
Следует иметь в виду, что резьба дюймовая нарезается механическим методом с помощью токарного станка только на трубных изделиях, толщина и жесткость которых позволяют это сделать. Выполнение трубной дюймовой резьбы механическим способом позволяет получать качественный результат, но применение такой технологии требует от токаря соответствующей квалификации и наличия определенных навыков.
Со статьей читают:
Нарезание наружной резьбы плашкой
Для нарезания наружной резьбы потребуются следующие инструменты и материалы: плашка или трубный клупп, плашкодержатель, напильник, тиски, штангенциркуль, машинное масло.

Наибольшее распространение получили круглые плашки (лерки). Они бывают цельными или разрезными. Диаметры цельных круглых плашек стандартизированы. Это позволяет выбрать подходящий вариант из большого ряда размеров, например, М10, М12, М14, М16.
Особенностью разрезных плашек является возможность регулировать диаметр нарезаемой резьбы в пределах 0,1…0,25 мм. Однако они обладают пониженной жесткостью, что сказывается на точности получаемого профиля.
Плашку устанавливают в плашкодержатель подходящего размера. После этого её закрепляют при помощи винтов. В случае с наружной трубной резьбой нередко используют плашкодержатели с трещоткой. Они обеспечивают удобство работы в труднодоступных местах, например, у стены.
Толщину стержня выбирают на 0,1…0,25 мм меньше диаметра наружной резьбы. Например, для М6 с крупным шагом это 5,80…5,90 мм; М8 – 7,80…7,90 мм; М10 – 9,75…9,85 мм. Замеры выполняют с помощью штангенциркуля. Диаметры стержней под нарезание метрической резьбы среднего класса точности 6g представлены в таблице.
Чтобы обеспечить лучшее врезание плашки, на конце стержня запиливают фаску. Её ширина должна быть 1 – 1,5 мм для М6 … М18. Заготовку смазывают машинным маслом, что облегчает последующую работу и позволяет получить более качественную поверхность.

Плашку накладывают на конец стержня так, чтобы её плоскость была перпендикулярна оси нарезаемого болта. Далее с небольшим нажимом вращают плашкодержатель по часовой стрелке (если резьба левая, то против часовой стрелки). Когда плашка врежется в стержень на одну-две нитки, её следует повернуть на пол-оборота назад для лучшего удаления стружки. После этого снова делают 1-2 оборота по ходу резьбы и 0,5 – в обратную сторону. Действуя по данной схеме, болт нарезают на необходимую длину.
Диаметр наружной резьбы проверяют обычной гайкой или калибром-кольцом. При необходимости шаг контролируют резьбомером.
Технология нарезания внутренней резьбы
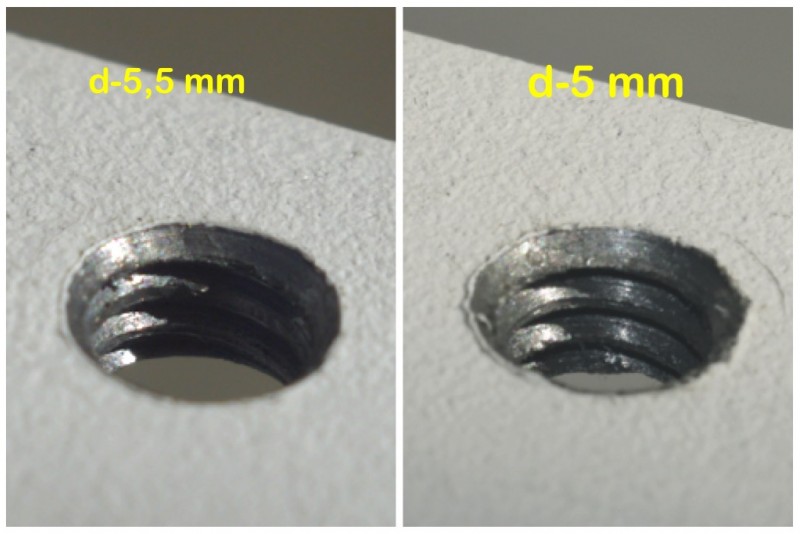
Как уже говорилось выше, перед началом работы надо просверлить отверстие, диаметр которого должен точно подходить под резьбу определенного размера. Следует иметь в виду: если диаметры отверстий, предназначенных под нарезание метрической резьбы, выбраны неверно, это может привести не только к ее некачественному выполнению, но и к поломке метчика.
Учитывая тот факт, что метчик, формируя резьбовые канавки, не только срезает металл, но и продавливает его, диаметр сверла для выполнения резьбы должен быть несколько меньше, чем ее номинальный диаметр. Например, сверло под выполнение резьбы М3 должно иметь диаметр 2,5 мм, под М4 – 3,3 мм, для М5 следует выбирать сверло диаметром 4,2 мм, под резьбу М6 – 5 мм, М8 – 6,7 мм, М10 – 8,5 мм, а для М12 – 10,2.
Таблица 1. Основные диаметры отверстий под метрическую резьбу
Таблица 2. Диаметры отверстий под дюймовые резьбы
Все диаметры сверл под резьбу ГОСТ приводит в специальных таблицах. В таких таблицах указаны диаметры сверл под выполнение резьбы как со стандартным, так и с уменьшенным шагом, при этом следует иметь в виду, что для этих целей сверлятся отверстия разных диаметров. Кроме того, если резьба нарезается в изделиях из хрупких металлов (таких, например, как чугун), диаметр сверла под резьбу, полученный из таблицы, необходимо уменьшить на одну десятую миллиметра.
Диаметры сверл под метрическую резьбу можно рассчитать самостоятельно. От диаметра резьбы, которую требуется нарезать, необходимо вычесть значение ее шага. Сам шаг резьбы, размер которого используется при выполнении таких вычислений, можно узнать из специальных таблиц соответствия. Для того чтобы определить, какого диаметра отверстие необходимо выполнить с помощью сверла в том случае, если для резьбонарезания будет использоваться трехзаходный метчик, надо воспользоваться следующей формулой:
До = Дм х 0,8, где:
До – это диаметр отверстия, которое надо выполнить с помощью сверла,
Дм – диаметр метчика, которым будет обрабатываться просверленный элемент.
Схема нарезания внутреней резьбы метчиком
Воротки, в которые вставляется резьбовой метчик, могут иметь простейшую конструкцию или оснащаться трещоткой. Работать такими приспособлениями с зафиксированными в них инструментами следует очень аккуратно. Чтобы получить качественную и чистую резьбу, вращение метчика по часовой стрелке, совершаемое на пол-оборота, необходимо чередовать с его проворачиванием на одну четвертую оборота против хода резьбы.
Резьба будет нарезаться значительно легче, если в процессе выполнения этой процедуры использовать смазку. Роль такой смазки при нарезании резьбы в изделиях из стали может играть олифа, а при обработке алюминиевых сплавов – спирт, скипидар или керосин. Если таких технических жидкостей нет под рукой, то для смазки метчика и нарезаемой резьбы можно использовать обычное машинное масло (однако оно обладает меньшим эффектом, чем перечисленные выше вещества).
Резьбовые соединения широко применяются в устройстве различных механизмов и машин. Болты, шпильки, винты, гайки – это универсальные, взаимозаменяемые крепежные изделия. Однако бывают случаи, когда требуется нарезать резьбу вручную. Качественно выполнить эту работу поможет специализированный инструмент.
В машиностроении выделяют три основные системы крепежных резьб: метрическую, дюймовую и трубную.
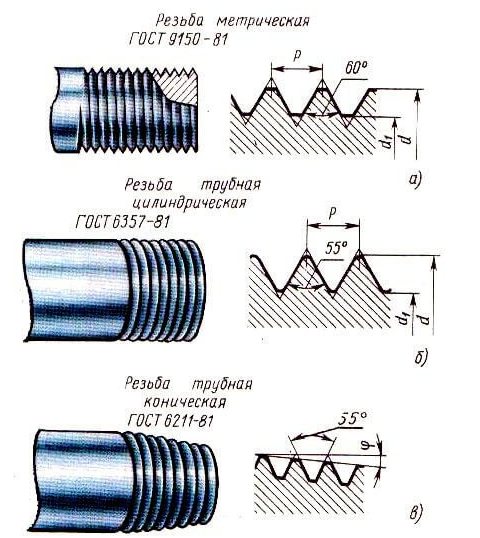
Метрическая резьба получила наибольшее распространение. Она имеет треугольный профиль с углом 60˚. Её основные параметры, диаметр и шаг, выражаются в миллиметрах. Пример обозначения: М16. Это означает, что резьба метрическая, имеет диаметр 16 мм с крупным шагом 2,0 мм. Если шаг мелкий, тогда указывается его значение, например, М16*1,5.
Диаметры дюймовой и трубной резьбы выражаются в дюймах. Шаг характеризуется числом ниток на дюйм. Указанные параметры стандартизированы, поэтому всегда есть возможность подобрать необходимый инструмент.
Разновидности и параметры резьбы
Параметрами, по которым резьбу разделяют на различные типы, являются:
- единицы исчисления диаметра (метрическая, дюймовая и др.);
- количество заходов ниток (одно-, двух- или трехзаходная);
- форма, в которой выполнены элементы профиля (треугольная, прямоугольная, круглая, трапециевидная);
- направление подъема витков (правая или левая);
- место размещения на изделии (наружная или внутренняя);
- форма поверхности (цилиндрическая или коническая);
- назначение (крепежная, крепежно-уплотнительная, ходовая).
Параметры метрической резьбы
В зависимости от вышеперечисленных параметров различают следующие виды резьбы:
- цилиндрическая, которая обозначается буквами MJ;
- метрическая и коническая, обозначаемые соответственно M и MK;
- трубная, для обозначения которой используются буквы G и R;
- с круглым профилем, названная в честь Эдисона и маркируемая буквой E;
- трапецеидальная, обозначаемая Tr;
- круглая, используемая для монтажа сантехнической арматуры, – Кр;
- упорная и упорная усиленная, маркируемые как S и S45 соответственно;
- дюймовая резьба, которая также может быть цилиндрической и конической, – BSW, UTS, NPT;
- используемая для соединения труб, монтируемых в нефтяных скважинах.
Типы резьбы по ГОСТ-ам
Способы затирки швов тротуарной плитки
Параметры резьбы и ее разновидности
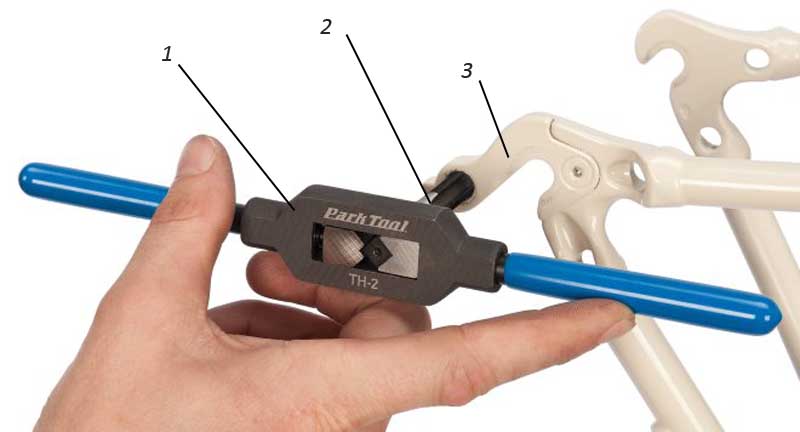
Процесс нарезания внутренних канавок в отверстии метчиком:1 – вороток; 2 – метчик; 3 – деталь с подготовленным отверстием
Принято делить резьбы по типам и назначению. Есть несколько критериев, которыми пользуются для определения определенного вида:
единицы измерения. Основными мировыми исчислениями для техники являются СИ и дюймовая система. Принято пользоваться миллиметрами или дюймами
Важно! При создании трубопроводной сети используют дюймовую трубную резьбу; в зависимости от числа нарезаемых ручьев принято делить на: одно-, двух- и трехзаходные резьбовые изделия. Большее количество применяется крайне редко; важным показателем является вид профиля вырезаемой канавки
Чаще всего применяют треугольный вид. Он может иметь 60 ⁰ при вершине (метрические) или 55 ⁰ – дюймовые. Помимо этого изготавливают прямоугольные (для ходовых винтов и гаек), круглые (для электрических ламп) и трапециевидные (упорные типы); по направлению вращения делят на: правые (если смотреть вдоль оси и движении вперед, то вращение происходит по часовой стрелке), левые – закручивание производится вращением против часовой стрелки; уже отмечалось, что нарезают канавки снаружи (наружная) и внутри (резьба в отверстии); по форме образующей поверхности: цилиндрическая (распространена повсеместно) и коническая (используется при изготовлении затягивающихся пробок); назначение резьбовых сочленений может быть различным: крепежное (соединяет детали в единый узел); крепежно-уплотнительный (не только фиксирует детали между собой, а также предотвращает проникновение газов и жидкостей между соединяемыми изделиями); ходовые, предназначенные для ориентированного перемещения вдоль оси винтовой поверхности на заданное расстояние.
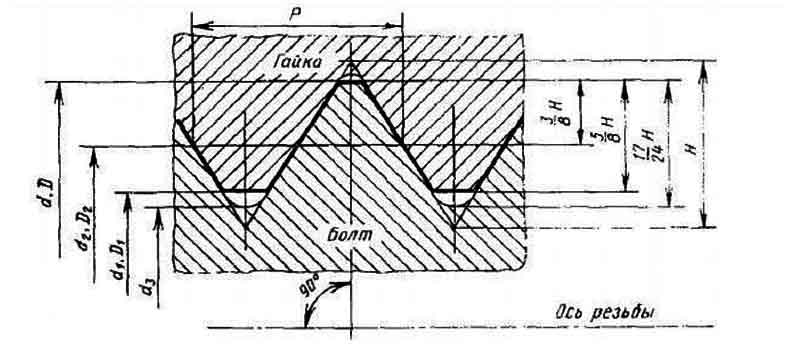
Основные параметры резьбового соединения (метрическая, заглавные буквы обозначают внутреннюю поверхность гайки, строчные – отвечают за наружную болта):
d – наружный диаметр болта, на поверхности которого нарезается резьба. Номинальный параметр, мм; D – наружный диаметр резьбы на гайке, мм; d₂ – значение среднего диаметра на болте, мм; D₂ – размер среднего диаметра гайки, мм; D₁ – диаметр гайки внутри канавок, мм; d₁ – диаметр болта по внутренней поверхности винтовой линии, мм; D₁ – минимальный диаметр канавки на гайках, мм; d₃ – минимальный диаметр болта по канавкам, мм; Р – резьбовой шаг, мм; Н – высота треугольника, задающего профиль резьбы.
Основные типы резьбы
На практике чаще всего используется метрическая резьба. Ее обозначают буквой М (в импортном исполнении могут указывать букву J). Рядом указывается число, характеризующее номинальный диаметр соединения. Но кроме обычных метрических исполнений используются еще ряд специальных:
МК (JK) – метрическая для конусов; G или R – дюймовая трубная. Для отечественных пользователей на чертежах указывается значок дюйма (“) и надпись трубная; Е – круглая с профилем Эдисона используется для электрических ламп. В отечественном исполнении принято указывать номинальный диаметр и добавлять круглая электроламповая
Внимание! На практике специального инструмента для нареки подобных устройств нет. Винтовая линия производится накатыванием на тонкостенную жесть
Подобные операции выполняются в условиях крупных предприятий; Тr – трапециевидная поверхность профиля. В отечественных изделиях обязательно прописывается слово трапециевидная с обязательным указанием параметров трапеции; Кр – появление на рынке сантехнической арматуры импортного исполнения привело к тому, что появилась круглая резьба для санитарно-технических устройств, изготавливаемых на базе сплавов меди. Использование подобных изделий ограничено, но некоторые могут с ними столкнуться в повседневной практике; S и S45 – упорный тип профиля резьбового соединения. Имеет довольно ограниченное применение. Она встречается в станках, а также на судах. S45 указывает на усиленное исполнение; BSW, UTS – так обозначают дюймовые резьбы в спецификациях. BSW – это цилиндрическое исполнение. UTS – конический вид винтовой линии; NPT – для нефтяников существует свой стандарт резьбовых соединений труб. Здесь традиционно применяется дюймовый размер. В зависимости от диаметра могут использоваться треугольные или прямоугольные виды профилей.
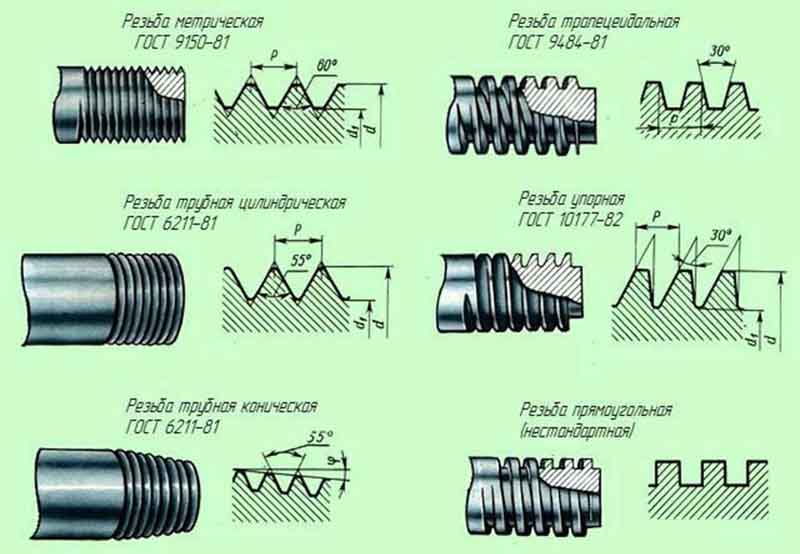
Основные типы резьбы по ГОСТ и отраслевым стандартам
Необходимость подбора сверл для резьбы
Чтобы сделать самостоятельно внутреннюю резьбу, возьмите свою заготовку и просверлите в нем отверстие, которое будет соответствовать по диаметру тому инструменту, который предназначен для нарезки. И каждое из таких отверстий должно строго соответствовать размеру инструмента. Именно для этого нужно внимательно подбирать под резьбу диаметр сверла.
На сегодняшний день в продаже есть сверла с разным диаметром по размеру. Начиная от минимального размера в 0,5 мм и заканчивая крупными коническими сверлами размером порядка 0,05 мм. В зависимости от вида выполняемых работ посредством сверления можно сделать отверстия разного диаметра под те или иные нужды.
Основные размеры метрических резьб
(выборкаиз ГОСТ8724 — 81)
| Номинальный (наружный) диаметр резьбы, ммd | Шаг резьбы, ммP |
| 6 | 1,0; 0,75; 0,5 |
| 8 | 1,25; 1,0; 0,75; 0,5 |
| 10 | 1,5; 1,25; 1,0; 0,75; 0,5 |
| 12 | 1,75; 1,5; 1,25; 1,0; 0,75; 0,5 |
| 16 | 2.0; 1,5; 1,0; 0,75; 0,5 |
| 20 | 2,5; 2,0; 1,5; 1,0; 0,75; 0,5 |
| 24 | 3,0; 2,0; 1,5; 1,0 |
| Внутренний диаметр резьбы: .Средний диаметр резьбы: . |
Обозначениеметрической резьбы cноминальным диаметром d=12мм, с крупнымшагом P= 1,75 мми с правой нарезкой: М12.
Обозначениеметрической резьбы cноминальным диаметром d=12мм, с мелкимшагом P= 1,25 мми с правой нарезкой: М12x1,25.
Обозначениеметрической резьбы cноминальным диаметром d=12мм, с крупнымшагом и с левой нарезкой: М12LH.
Метрическая(цилиндрическая)резьбас трапецеидальным профилемявляетсяосновным типом ходовойрезьбы (трапецеидальнаярезьба).Диаметрыи шагитрапецеидальной резьбы выполняются поГОСТ24738 — 81. Применяетсявреверсивных механизмахдля преобразования вращательногодвижениягайки в поступательное движение винтаили, наоборот, при значительных нагрузках.
Основноедостоинство трапецеидальных резьб– невысокий коэффициент приведенноготрения и соответственновысокий к.п.д.. Угол профиля стандартнойрезьбы = 300. Зазоры по наружному и внутреннемудиаметрам предусмотрены для смазки.Резьба стандартизирована для диаметровот 8 до 640 мм. Для каждого диаметрапредусмотрены 3 и более шагов.Трапецеидальнаярезьба может быть однозаходной илимногозаходной.
Основные размеры трапецеидальных резьб
(выборкаиз ГОСТ24738 — 81)
| Номинальный (наружный) диаметр резьбы, ммd | Шаг резьбы,ммP | Внутренний и средний диаметры резьбы, мм, |
| 10 | 2 | |
| 12, 14 | 3 | |
| 16, 18, 20 | 4 | |
| 22, 24, 26, 28 | 5 | |
| 30, 32, 34, 36 | 6 | |
| 38, 40, 42, 44 | 7 | |
| 46, 48, 50, 52 | 8 | |
| 55, 60 | 9 |
Обозначениетрапецеидальнойтрёхзаходной резьбыcноминальным диаметром d= 30мм,с шагом P= 6 мми с правой нарезкой: Tr30x18(P6).
Обозначениетрапецеидальнойоднозаходной резьбы cноминальным диаметром d= 60мм,с шагом P= 9 мми с левой нарезкой: Tr60x9 LH.
Расчётные зависимости для определения кпд и действующих напряжений
КПДрезьбы винтового соединения определяетсяпо формуле:
,
где –приведенныйугол трения:
, град;
–уголпрофиля резьбы, град;
–уголтрения:
, град;
f – коэффициенттрения между винтом и гайкой, принимаемый
равным0,1 – 0,2;
–уголподъема резьбы по среднему диаметру:
, град.
Вболтовых соединениях при завинчиваниигайки в резьбе действует крутящий момент,обеспечивающий возникновение в соединенииосевой нагрузки.При заданной величине осевой нагрузкикрутящий момент завинчивания гайкиопределяется по формуле:
При расчётерезьбового соединения на растяжениепроверке на прочность подлежат:
– тело резьбовогостержня на растяжение по формуле:
, ;
– виткирезьбы на срез:
, ;
– виткирезьбы на смятие:
, .
Здесь,,– допускаемые напряжения на растяжение,срез и
насмятие;
–рабочаядлина резьбы, находящаяся под нагрузкой,мм;
–количестворабочих (нагруженных) витков резьбы:
– расчётныйкоэффициент, учитывающий тип резьбы(для треугольной
метрическойрезьбы = 0,87; длятрапецеидальной резьбы = 0,65);
– коэффициентнеравномерности распределения нагрузкипо виткам резьбы, принимаемый равным0,5 – 0,7.
Приложение.Образец бланка.
Студент(ка)
Группа
Кафедра«Промышленное и гражданское строительство»
Процесс нарезания
диаметры отверстий для резьбы в зависимости от вида металла
Перед тем, как приступить к нарезке, следует с помощью свёрл проделать в заготовке отверстие. Диаметр отверстия от сверла должен совпадать с внутренним размером резьбы. Когда размер сделанного свёрлами отверстия подобран неправильно, можно сломать инструмент или канавки получатся некачественными.
Например, при нарезке М5 (диаметр канавки составляет 5 мм) следует выбирать сверло под отверстие 4,2 миллиметра. Для нарезания М4 диаметр сверла должен составлять 3,3 миллиметра, а перед работой метчиком М6 предварительно выполняется отверстие сверлом 5 мм. Вычисляется этот показатель с учетом шага резьбы. Шаг можно вычислить математически, но на практике прибегают к таблицам соответствия, где для метчика М5 шаг составляет 0,8, для М4 этот показатель составляет 0,7, для М6 — 1. Из диаметра вычитаем показатель шага и получаем нужный диаметр сверла. При работе с хрупкими металлами, например, чугуном, диаметр сверла следует уменьшить на 0,1 мм по сравнению с рекомендованным в таблице размером.
Формула вычисления диаметра отверстия при работе с трехпроходными метчиками:
До=Дм * 0,8;
здесь: Дм — диаметр метчика.
| Тип | Диаметр | Шаг |
| М1 | 0,75 | 0,25 |
| М1,2 | 0,95 | 0,25 |
| 1,4 | 1,1 | 0,3 |
| 1,7 | 1,3 | 0,36 |
| 2,6 | 1,6 | 0,4 |
| 2,8 | 1,9 | 0,4 |
| М3 | 2,1 | 0,46 |
| М3 | 2,5 | 0,5 |
| М4 | 3,3 | 0,7 |
| М5 | 4,1 | 0,8 |
| М6 | 4,9 | 1 |
| М8 | 6,7 | 1,25 |
| М10 | 8,4 | 1,5 |
Таблица 1. Соответствие диаметров резьбы и подготовительного отверстия
Перед началом работы метчик вставляют в квадратный хвостовик — вороток. Воротки могут быть обычными или с трещоткой. Резьба выполняется аккуратно, первый проход делают метчиком №1 до конца
Особое внимание необходимо обратить на направление движения: только по часовой стрелке, при этом необходимо приложить некоторое усилие. Выполняется так: 1\2 оборота по ходу чередуется с 1\4 оборота против хода винта для разрушения стружки
| Резьба в дюймах | Наружный Д, мм | Диаметр, в мм | Шаг, мм |
| 1\8″ | 2,095 | 0,74 | 1,058 |
| 1\4″ | 6,35 | 4,72 | 1,27 |
| 3\16″ | 4,762 | 3,47 | 1,058 |
| 5\16″ | 7,938 | 6,13 | 1,411 |
| 7\16″ | 11,112 | 8,79 | 1,814 |
| 3\8″ | 9,525 | 7,49 | 1,588 |
Таблица 2. Диаметры отверстия под дюймовые резьбы
Стиль манга для поклонников японских мультфильмов
Тиски своими руками — подробная инструкция с фото
Резьба метрическая. Профиль.
Профиль метрической резьбы по ГОСТ 9150 (СТ СЭВ 180)
Номинальный профиль резьбы и размеры его элементов должны соответствовать указанным на рисунке и в таблице.
d — наружный диаметр наружной резьбы (болта); D — наружный диаметр внутреннего резьбы (гайки); d2 — средний диаметр болта; D2 — средний диаметр гайки; d1 — внутренний диаметр болта ; D1 — внутренний диаметр гайки ; Р — шаг резьбы; Н — высота исходного треугольника; R — номинальный радиус закругления впадины болта; Н1 — рабочая высота профиля.
Примечания:
- Форма впадины резьбы болта не регламентируется и может быть как закругленной, так и плоскосрезанной . Закругленная форма впадины является предпочтительной.
- Форма впадины резьбы гайки не регламентируется.
В таблице приведены размеры элементов профиля резьбы. Форма впадин резьбы винта стандартом не регламентируется; скругление впадин (радиусом R) уменьшает концентрацию напряжений и повышает прочность винта при циклическом нагружении.
По ГОСТ 24705 (СТ СЭВ 182) резьба метрическая, основные значения диаметров резьбы определяются по формулам:
где d3 — внутренний диаметр болта.
Группы и варианты нарезки
Относительно направления движения направляющего выделяют:
- наружные;
- внутренние;
- однозаходовые;
- многозаходовые;
- правые;
- левые.
Существует специальная размерная система для нанесения резьбы и определения размера отверстия под резьбу. Согласно ей, существуют такие варианты резьбы, нарезающиеся при помощи метчиков, как:
- Метрическая.
- Дюймовая, отличающаяся иным профилем. Здесь характерен угол 55о, обозначение диаметра показывается не в миллиметрах, а в дюймах, а число ниток определяет шаг.
- Трубная характеризуется отличиями в первоначальном диаметре, основывающемся на размере трубного отверстия. Подходит только для наружной нарезки. Размеры отверстия под резьбу полдюйма трубной нарезки определяются согласно таблице, приведенной ниже.