Какой сварочный аппарат лучше для дома
Содержание:
- Разновидности сварки
- Последовательность действий
- Азы электросварки
- КЕДР MMA 220F – простой в использовании
- Как передать показания счетчиков в Санкт-Петербурге
- Обзор трансформаторов
- Вклад на третье лицо
- Классификация способов сварки
- Постановка задачи обогрева палатки для рыбалки зимой
- Любимый
- Аппараты аргонодуговой сварки TIG
- Выбор маски
- Назначение и принцип действия
- Схема электропроводки в квартире: разводка электрики для разных помещений
- Как сделать самому
- WESTER IWT200 – обширный набор дополнительных функций
- Какой сварочный аппарат лучше купить для дома
- Сварочный выпрямитель
- Преимущества и недостатки инверторов
- Сварочные аппараты инверторы Сварог
- Виды оборудования для домашней сварки
- Заключение
Разновидности сварки
В различных отраслях требуется совмещение разных сортов металла. Соединить их вместе можно несколькими способами. Для одних подойдёт любой, другие не поддадутся свариванию без применения особой методики.
Ручной дуговой способ
Способ появился раньше других и является основным методом соединения металлов. Его используют как на крупных производствах, так и в частных мастерских. В основе лежит возникновение между металлом и электродом электрической дуги, расплавляющей поверхность. Метод применим и на свежем воздухе, и в закрытом помещении.
Этот способ имеет и другие преимущества:
- Отличается дешевизной.
- Не требует очистки от ржавчины и грязи.
- Пригоден для работы с металлом большой толщины.
- Не требует дополнительного оснащения.
Однако такой метод освоить довольно непросто. Есть у него и другие недостатки:
- Ограничение по минимальной толщине составляет 1,2 миллиметра. Более тонкий металл прожигается.
- Большой расход электродов.
- Требуется отбивать шлак со шва.
- Следы сварки в виде брызг остаются на поверхности.
Метод работы в газовой среде
Этот способ полуавтоматической сварки в специальной литературе обозначают аббревиатурой MIG. Вместо электродов используется проволока, которая подаётся с катушки в определённом темпе на место сварки, находящееся под защитой аргона или углекислого газа. В точке соединения практически не образуется шлак. Работать можно с различным по толщине металлом.
Метод несложен в освоении и может быть использован для соединения как тонких, так и толстых металлических листов. Кроме того, сваривать можно алюминий и нержавейку толщиной от 0,6 миллиметра. Метод быстро осваивается и широко применяется в разных отраслях промышленности.
Отдельный способ сварки при помощи специальной порошковой проволоки никакой защиты не требует.
Электросварка вольфрамовыми электродами
Этот метод требует присутствия инертного газа и обозначается как TIG. В таком случае происходит образование от нерасходуемого вольфрамового спецэлектрода к поверхности металла. При этом образуется плазменный столб. Для заполнения шва используется специальный металл. Этот метод еще называют плазменным.
Можно производить сварку и без наполнителя. Это способ аргонной сварки.
С помощью этого способа можно сваривать всевозможные стальные, медные, алюминиевые, магниевые и медные сплавы.
Кроме того что это самый медленный метод сваривания, он также наиболее сложный в обучении.
Последовательность действий
Пошаговая инструкция предусматривает выполнение нескольких видов работ. Сначала потребуется оснастить сварочный инвертор. От него отводят 2 кабеля. Один предназначен для подключения провода массы.
На другой, достаточной длины, подключают промышленный или самодельный держатель. Процесс обучения электросварке – дело достаточно сложное и требует большого времени.
Регулировка тока
Руководство по проведению сварочных работ включает сведения о настройках аппарата. Обязательной регулировке подлежит сварочный ток. Сначала не потребуется выставлять максимальное значение этой величины.
Все данные указываются в таблице на упаковке электродов. Выставлять надо меньшее значение и приступать к обучению.
С опытом, когда получится зажигать дугу и делать простейший шов, необходимо выставлять большее значение силы сварочного тока. Это позволит лучше прогреть металл и выполнить более качественный шов.
Сварочная дуга
Уроки сварки для начинающих невозможно представить без обучения зажиганию дуги. Сначала электрод будет постоянно липнуть к металлу. Рекомендуется 2 способа зажигания дуги:
- проведением кончиком электрода по поверхности деталей;
- зажигать дугу можно постукивая электродом. Иногда, при использовании электродов марки МР-5, сварщику приходится стучать часто и долго.
В первом случае не остается значительных следов на деталях, второй способ важен при большом слое обмазки на кончике электрода. Иногда приходится обтачивать концы электродов перед сваркой.
Научиться очень просто. Просто постукиваете, и при зажигании дуги главное не втыкать электрод в расплавленный металл и не относить его на большое расстояние. В первом случае дуга потухнет. Второй вариант приведет к образованию сильных брызг и нарушения валика шва.
Обучаться лучше на толстом металле. Только научившись зажигать дугу и поддерживать ее горение можно переходить к следующему этапу обучения.
Вырабатываем правильный угол наклона
Самое распространенное положение электрода – это промежуток наклона от 30 ° до 60 °. Очень редко возникает необходимость варить, держа сердечник под прямым углом. Выбирая наклон, надо следить за поведением шлака в сварочной ванночке.
Он должен надежно укрывать ее, но без растекания металла. Нельзя уходить сильно вперед ванны. Для начала поставьте держатель под прямым углом, и постепенно делая угол острее, добивайтесь нормального заполнения сварочной ванны шлаком.
Освоив азы, можно постепенно переходить к горизонтальному и вертикальному шву. В зависимости от толщины деталей придется также регулировать угол. Со временем эта операция будет выполняться на автомате.
Азы электросварки
Сварное соединения металла на сегодня — самое надежное: куски или детали сплавляются в единое целое. Происходит это в результате воздействия высоких температур. Большинство современных сварочных аппаратов для расплавления металла используют электрическую дугу. Она разогревает металл в зоне воздействия до температуры плавления, причем происходит это на небольшой площади. Так как используется электрическая дуга, то и сварка называется электродуговой.
Это не совсем правильный способ сварки)) Как минимум, вам нужна маска
Виды электросварки
Электрическая дуга может образовываться как постоянным, так и переменным током. Переменным током варят сварочные трансформаторы, постоянным — инверторы.
Работа с трансформатором — более сложная: ток переменный, потому сварная дуга «скачет», сам аппарат — тяжелый и громоздкий. Еще немало напрягает шум, который издает при работе и дуга и сам трансформатор. Имеется еще одна неприятность: трансформатор сильно «садит» сеть. Причем наблюдаются значительные скачки напряжения. Этому обстоятельству очень не рады соседи, да и ваша бытовая техника может пострадать.
Технология сварочных работ
Для возникновения электрической дуги необходимы два токопроводящих элемента с противоположными зарядами. Один — это металлическая деталь, а второй — электрод.
При касании электрода и металла, имеющих разную полярность, возникает электрическая дуга. После ее появления, в том месте, куда она направлена, начинает плавиться металл детали. Одновременно плавится металл стержня электрода, переносясь с электрической дугой в зону плавления: сварную ванну.
Как образуется сварная ванна. Без понимания этого процесса вы не поймете, как варить металл правильно (Чтобы увеличить размер картинки щелкните по ней правой клавишей мышки)
В процессе также горит защитное покрытие, частично плавясь, частично испаряясь и выделяя некоторое количество раскаленных газов. Газы окружают сварную ванну, защищая металл от взаимодействия с кислородом. Их состав зависит от типа защитного покрытия. Расплавленный шлак также покрывает металл, способствуя еще и поддержанию его температуры. Чтобы правильно варить сваркой, необходимо следить за тем, чтобы шлак покрывал сварную ванну.
Сварной шов получается при движении ванны. А двигается она при перемещении электрода. В этом и заключается весь секрет сварки: нужно с определенной скоростью передвигать электрод
Важно также в зависимости от требующегося типа соединения правильно подбирать его угол наклона и параметры тока
По мере остывания металла на нем формуется корка шлака — результат горения защитных газов. Она также защищает металл от контакта с кислородом, содержащимся в воздухе. После остывания его оббивают молотком. При этом разлетаются горячие осколки, потому защита глаз обязательна (надевайте специальные очки).
О том, как сделать из баллона или бочки мангал можно прочесть тут. Как раз попрактикуетесь.
КЕДР MMA 220F – простой в использовании
Средняя цена – 8000 рублей.
Технические характеристики
- Напряжение сети: 220 В
- Мощность при максимальной нагрузке: 5.94 кВт
- Ток в режиме ММА: 20 — 220 А
- Диаметр электродов (min — max): 1.6-5.0 мм
- Класс защиты: IP 21
- Артикул: mma220f
- Габаритные размеры: 320x123x220
- Вес: 5 кг.
Инвертор данной фирмы применяется для электродуговой сварки плавящимися электродами диаметром от 1,6 до 4 мм. Если подключить баллон с газом и горелку, можно проводить аргонодуговую сварку.
Аппарат не теряет своей функциональности даже при падении напряжения до 140 В. Поэтому его часто используют для загородных работ.
PROS:
- Качественный и ровный шов – за счет применения инверторной технологии.
- Наличие множества полезных функций: горячий старт, форсирование дуги, антизалипание.
- Легкость, компактность и простота управления.
- Система охлаждения тоннельного типа с автоматически включающимся при определенной температуре вентилятором.
- Инновационные транзисторы, работающие по принципу PWM.
- Медные дорожки – минимизируют вероятность выгорания.
- Надежный микропроцессор, который контролирует работу аппарата.
- Встроенные в систему охлаждения жалюзи, которые защищают внутренние механизмы от сторонних частиц, грязи.
CONS:
Штатное табло отсутствует.
Как передать показания счетчиков в Санкт-Петербурге
Передача показаний счетчиков воды
В Санкт-Петербурге передать показания счетчика воды через интернет можно на государственном сайте kvartplata.info, принадлежащем предприятию ГУП ВЦКП «Жилищное хозяйство», которое специализируется на расчетах в сфере ЖКХ.
Обзор трансформаторов
Трансформаторная сварка – это классическая разновидность электрической сварки, обладающая простейшей конструкцией, где главной деталью является понижающий трансформатор, отвечающий за преобразование напряжения до требуемого показателя. Изменения силы тока происходитт за счет применения различных методик, среди которых самой распространенной является смещение 1-ой обмотки относительно 2-ой. В данной ситуации ток меняется по мере изменения промежуточного расстояния между обмотками.
Отличительной чертой сварочных трансформаторов является переменность тока, провоцирующего разбрызгивание металла. К сожалению, от этого ухудшается качество соединительных швов. При работе с цветными металлами аппарат необходимо дополнять массивными компонентами.
Главным элементом представляемой разновидности сварки является сам трансформатор. Он не отличается небольшими габаритами и легким весом. При его эксплуатации в условиях повышенной сложности требуются специфические электроды и огромный опыт сварщика.
КПД трансформаторной сварки составляет практически 90%. Однако часть энергии направляется на нагрев. В охладительном процессе важную роль играют вентиляторы. Чем крупнее и массивнее трансформатор, тем мощнее вентилятор.
Сегодня становится заметно, что сварочные трансформаторы постепенно отходят на задний план. Но это не значит, что от них полностью отказываются. Ведь они характеризуются недорогим обслуживанием, отличаются надежностью и долговечностью. С их помощью удается соединять низколегированную сталь, а в этом виде работ им нет равных.
Вклад на третье лицо
Классификация способов сварки
Основными способами создания сварочных швов выделяются три основные виды сварки. Плавление элементов без прилагаемого усилия или давления применяется к оборудованию, способному работать электрической дугой или газовым пламенем. Расплавленные металлы соединяются в сварочной ванне, образуя защитный слой поверх деталей для предотвращения окислов и взаимодействия с кислородом.
Электродуговая сварка
Термомеханическим видом соединения подразумевается применение давления и тепловой энергии. Подогрев заготовок элементов осуществляется за счет тепловой энергии, механическое усилие придает нужное соединение пластичному металлу. Классификация сварки имеет третий вид, при котором производится давление на части материалов. В результате действий, материал сжижается, становится текучим, что дает возможность соединить материалы в труднодоступных местах. Загрязнённый слой отводится на поверхность текучей жидкости, в результате чего появляется обновлённый слой, чистый шов.
Постановка задачи обогрева палатки для рыбалки зимой
Любимый
Аппараты аргонодуговой сварки TIG
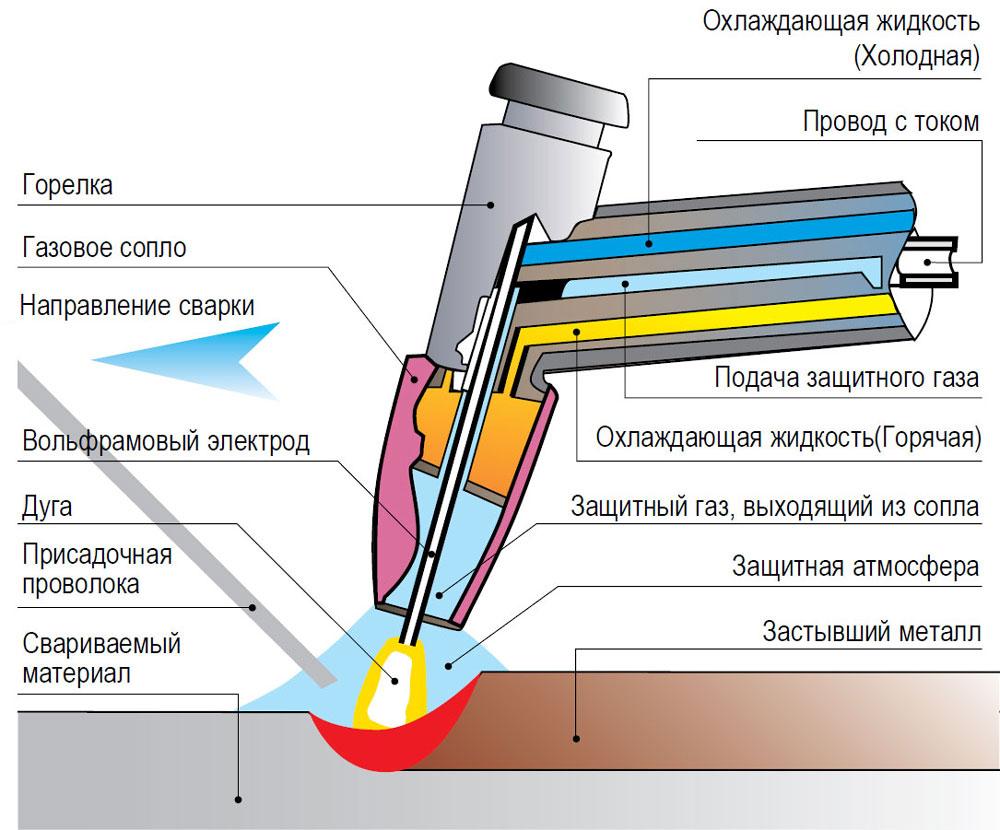
Технология Tungsten Insert Gas предусматривает сварку металлов в защитной среде с использованием присадочного материала и тугоплавких электродов из вольфрама, которые почти не расплавляются в процессе работы. Горелка tig г-образной формы подает в рабочую зону аргон. Электрод вставляется в сопло из жаропрочной керамики. Благодаря аргоновой атмосфере, на формируемом шве не образуется шлак, не надо применять при сварке защитные флюсы. Шов по технологии TIG получается наиболее прочным и аккуратным, процесс сварки не требует постоянного контроля. Производятся такие сварочные аппараты двух типов: с выпрямителем или инвертором.
Выбор маски
Каким бы способом не производилась сварка, это является небезопасным процессом, который может нанести существенный ущерб здоровью, в частности зрению сварщика. Необходимой принадлежностью является маска, которая защитит от возможного попадания искр на лицо, шею и глаза и появления ожогов.

Маска защищает от ультрафиолетового и инфракрасного излучений. Она также защитит от возможности попадания на кожный покров и в глаза раскаленных частичек металла и от вредных испарений газа. Маска является неотъемлемой составляющей экипировки сварщика независимо от того, имеется ли у него многолетний опыт или он взялся за такую работу в первый раз.
В продаже имеется большой выбор масок. Однако помимо типа этого вида защиты, необходимо правильно выбрать размер. Маска должна сидеть на голове плотно и не сваливаться в самый неподходящий серьезный момент. Иначе вместо защиты она станет вещью, которая представляет дополнительную опасность.
Не подойдет и маска, которая для конкретного человека является маленькой. Маска в идеальном варианте должна сидеть на голове плотно и не сваливаться. Поэтому имеет смысл приобретать ее не по интернету, а при личном визите в магазин.
В сварочной маске находится прозрачное смотровое окно, через которое имеется возможность наблюдать за процессом сварки. Это окно имеет покрытие из пластика или тонированного стекла. К самым элементарным видам маске относятся сварочные очки.

Открытый вид похож на обычные очки, имеющие особые стекла. Закрытий тип имеет возможность фиксации с помощью резинки. Для покрытия окна используются минеральное стекло или поликарбонат. В большинстве моделей имеется защита стекол от запотевания. Недостатком являются открытые участки лица и шеи. Для того, чтобы научиться сварке, рекомендуется приобретать другие виды защиты лица. Хорошим вариантом защиты являются защитные маски.
Преимущество сварочной маски — полная защита лица, глаз и шеи. Предпочтение следует отдавать тем видам, которые имеют крепление на голове, а не тем, которые приходятся держать в руке.
Необходимо учитывать, что во время сварки время от времени приходится осматривать промежуточные результаты работы или заменить сгоревший электрод. Для этого приходится освобождать лицо от маски, что является крайне неудобным. Эту проблему решает такой вид защитной маски, как «Хамелеон».

Это можно считать прорывом в области экипировки сварщика, и дарит ему массу удобств, являясь наиболее удобным вариантом, при котором используется автоматическая регулировка затемнения стекол. Светофильтр на основе кристаллов пропускает только видимые лучи, а ультрафиолетовые и инфракрасные задерживает. Имеется основательная защита шеи. Маска сидит на голове плотно, но без лишнего напряжения, благодаря регулятору расположения. Наличие вентиляции предохраняет стекла от запотевания.
Основную важную функцию выполняет регулятор автозатемнения. Благодаря его наличию сварщик может не снимать маску с головы или приподнимать ее. Маска сама отслеживает уровень освещенности благодаря наличию поляризационных фильтров. Когда происходит сваривание, стекла приобретают максимальное затемнение, а при прекращении воздействия яркого света они становятся более прозрачными. Светофильтр также отреагирует на изменение яркости горения дуги.
Маски подобного класса имеют небольшой вес. К преимуществам относится возможность широкого обзора. Сварочные работы для начинающих рекомендуется производить в таких универсальных масках, что будет обеспечивать максимальную безопасность.
Нельзя ничего оставлять незащищенным, поэтому кроме маски следует позаботиться о плотной одежде, брезентовых рукавицах, крепкой обуви и прочном головном уборе. Идеальным вариантом будет приобретение специального костюма, изготовленного для защиты во время сварки.
Назначение и принцип действия
Существует несколько методов сварки, для каждого из которых требуется свой инвертор:
- Manual Metal Arc (MMA) – ручной режим электродной сварки с использованием покрытых электродов. Речь идет о моделях для ручной дуговой сварки металлов, обладающих малым весом и размерами. Они позволяют выполнять аккуратные качественные сварочные соединения, а их возможностей (с технической точки зрения) с лихвой хватает для сварки в условиях малого производственного участка или же мастерской. Метод ММА простейший из перечисленных, обеспечивает наименьшее качество сварки, если сравнивать с описанными ниже вариантами. Но это утверждение не означает, что он плохой, а указывает, что следующие лучше. Инвертор для сварки этим методом дает возможность работать с различными видами стали, включая чугун.
- Tungsten Inert Gas (TIG) – в большинстве случаев работа выполняется неплавящимся электродом, изготовленным из вольфрама. Этот метод также называется аргонно-дуговой сваркой, а область его применения – соединение заготовок со стенками толщиной до 6 мм. При работе в зону сварки подается присадочный материал автоматическим или ручным способом. Сама же дуга предназначена для плавки металла. Метод ТИГ подходит для сварки низкоуглеродистых и нержавеющих сталей, титановых и магниевых сплавов, а также цветных металлов. Среди преимуществ отмечается отсутствие брызг и шлаков в процессе работы, крайне высокое качество шва. Наряду с ними присутствует и минус, который заключается в невысокой скорости формирования шва.
- Metal Inert / Active Gas (MIG-MAG) – сварка в среде защитных газов (MIG – инертных, MAG – активных), причем в полуавтоматическом режиме. Проволока (одновременно электрод и присадка) подается в рабочую зону без человеческого вмешательства, а плавится теплом дуги. Качество последней определяется грамотностью настроек инвертора, то есть скоростью подачи проволоки, током, расходом и выбором самого газа. Применение – сваривание деталей с тонкими стенками. Ярким примером выступает автомобильный кузов.
Существую универсальные варианты аппаратов, которые подразумевают использование одной из приведенных выше технологий путем изменения режима работы посредством переключателя.
То есть одна модель способна выполнять все эти виды сварки.
Схема электропроводки в квартире: разводка электрики для разных помещений
Как сделать самому
Человек, разбирающийся в электротехнике, может собрать сварочный выпрямитель своими руками. На первом этапе составляют чертеж, отображающий все элементы системы.
При выборе деталей учитывают толщину электродов, с которым будет работать аппарат. Так, для функционирования совместно со стрежнями диаметром 3 мм агрегат должен выдавать силу тока в 150 А.
Основными компонентами электрической схемы являются:
- Трансформатор. Рекомендуется выбирать готовые устройства. Однако при необходимости блок можно собрать самостоятельно.
- Выпрямительный блок. Сюда подается напряжение с вторичной обмотки. Для обустройства узла применяют конденсаторы, диоды, дроссель. Блок собирают по мостовой схеме. Проходящее по диодам электричество является пульсирующим. Оно не подходит для сварки, поэтому в схему вводят конденсаторы, сглаживающие колебания. Дроссель делает ток стабильным, он задерживает переменную составляющую, пропуская постоянную. Элемент собирают из железного сердечника и медной проволоки с изоляцией. Между компонентами дросселя оставляют зазор.
- Радиаторы охлаждения. Они отводят тепло, выделяемое диодами. Их устанавливают в комплекте с вентиляторами.
- Основание агрегата. Все узлы размещают на прочной текстолитовой пластине. Между компонентами схемы должно оставаться расстояние, обеспечивающее циркуляцию воздуха.
Для изготовления сварочного выпрямителя используют конденсаторы, выдерживающие высокое напряжение. Применяемые в радиотехнике детали для этого не подойдут.
WESTER IWT200 – обширный набор дополнительных функций
Средняя стоимость – 9500 рублей.
Технические характеристики:
- Макс. сварочный ток — 200 А
- Мощность — 4800 Вт
- Мощность полная — 5160 ВА
- Напряжение — 220 В
- Мин. входное напряжение — 170 В
- Выходной ток — 10-200 А
- Напряжение холостого хода — 75 В
- Потребляемый ток — 20.3 А
- Мин. диаметр электрода — 1.6 мм
- Макс. диаметр электрода — 5 мм
- Тип сварочного аппарата — инверторный
- Тип сварки — дуговая (электродом, MMA)
Инвертор весом 5,87 кг практичен и прост в использовании. Корпус оснащен рукояткой, есть возможность подсоединить транспортировочный ремень. Для сварки используются плавящиеся электроды с диаметром от 1,6 до 5 мм. Модель оснащена такими дополнительными функциями, как «горячий старт», антизалипание, форсирование дуги. Аппарат справляется с перепадами напряжения и его падением до 170 В.
Преимущества:
- Защита от перегрева и перегрузки.
- Компактность.
- Встроенные вентиляторы принудительного охлаждения.
- IGBT технология, которая способствует увеличению коэффициента полезного действия.
- Малый расход электроэнергии – на 30–40% меньше, чем у традиционных сварочных аппаратов.
- Длинный кабель-держатель электродов и надежный зажим массы позволяют работать с любым протяженным объектом.
- Для элементов управления выделена отдельная плата, что упрощает и удешевляет ремонт в случае поломки.
Недостатки:
Подходит только новичкам, не предназначен для сложных бытовых работ.
Какой сварочный аппарат лучше купить для дома
Сварочный выпрямитель
Преимущества и недостатки инверторов
 Инверторы появились примерно 20 лет назад и стоили дорого, но технологии развивались, характеристики инверторов улучшались, а стоимость падала. Цена на современные инверторы начинается от 4 тыс. руб. Это недорого, учитывая то, что работа сварщика стоит недёшево.
Инверторы появились примерно 20 лет назад и стоили дорого, но технологии развивались, характеристики инверторов улучшались, а стоимость падала. Цена на современные инверторы начинается от 4 тыс. руб. Это недорого, учитывая то, что работа сварщика стоит недёшево.
Инверторы выдают стабильную дугу, которая легко поддаётся контролю. В результате качественный шов может сделать даже неподготовленный сварщик. Конструкция аппарата предусматривает широкий диапазон настроек, что позволяет легко контролировать дугу. Пользоваться одним аппаратом можно для сварки металла разной толщины. Работать можно не только с чёрным железом, но и с цветными металлами.
Преимущества:
- Невысокий вес аппарата — от 5 до 15 кг. Прибор легко везти на дачу в сумке на электричке.
- КПД доходит до 90%. Это позволяет экономить электроэнергию, поскольку аппарат практически не нагревается.
- Есть возможность регулировки силы тока, что позволяет качественно работать со многими материалами, даже с медью.
- Начинающему сварщику проще освоиться с инвертором.
- Есть функция, предотвращающая прилипание электрода к металлу.
- Работа не зависит от стабильности напряжения.
- Можно использовать любые электроды.
- Большинство моделей поддерживают программируемые режимы работы.
Недостатки:
- Дорогой ремонт при полоске. Дело в инверторном блоке, поскольку его стоимость — это половина стоимости устройства.
- Аппарат будет стоить в 2−3 раза дороже трансформаторного аналога. Но тут стоить отметить большее качество инвертора.
- Чувствителен к повышенной влажности, а также морозу и пыли. Однако проблему можно решить организацией качественного хранения.
Режимы работы
Современные инверторы — это сложные автоматизированные устройства, которые позволяют вести сварочные работы в разных режимах. Режимы выставляются в зависимости от пожелания мастера, а также задач. Виды инверторных аппаратов:
- Плазменная резка. Применяется наподобие автогена, только происходит резка металла при помощи электродуги.
- Аргоновая сварка. Это процесс сварки в среде инертного газа аргона. Применяется в работе с алюминиевыми деталями, чтобы избежать окисления материала.
- Полуавтомат. Режим работы в автоматическом режиме. В одном устройстве объединены блок управления, система подачи проволоки и защитного газа, а также горелка. Устройство позволяет работать с тонким металлом на высоком уровне производительности. Подача проволоки ведётся автоматически.
- Ручная сварка. Классический вариант работы.
Новичку следует посоветовать полуавтомат, поскольку с его помощью можно легко выполнять простые работы по даче или дому. Автоматическая подача проволки позволяет избавиться от хлопот по правильному формированию шва. А среда защитного газа даст на выходе качественный шов.
Сварочные аппараты инверторы Сварог
Сварочный инвертор Сварог REAL ARC 200 (Z238) с напряжением холостого хода 60 В
Сварочный ток – от 15 до 200 А, мощность – 7,1 кВА. Диаметр используемых электродов – от 1,5 до 4 мм, но если заменить держатель, то можно работать и с 5 мм. Напряжение холостого хода – 60 В. Продолжительность включения при максимальном токе – 80%, на практике – всего 40 – 50%.
Производитель утверждает, что при 120 А допускается 100% ПВ, но инвертор при таком режиме работы довольно быстро перегревается. Из дополнительных функций есть антиприлипание, срабатывает вовремя. Но практически по всем критериям инвертор не соответствует заявленным характеристикам, что, как показала практика, для инверторов Сварог – норма, они завышены примерно на 20 – 30%. Поэтому такой аппарат подойдет разве что для дома для нечастого использования.
С уголками и тонким металлом справляется хорошо, с арматурой – тоже неплохо. Средняя цена – 6,5 тысяч рублей, что я считаю несколько завышенной при таких характеристиках.
Плюсы:
- есть антиприлипание;
- подходит для тонких металлов.
Минусы:
- заявленные характеристики завышены;
- ощутимо греется при сварочном токе свыше 120 А.
Сварочный аппарат Сварог REAL MIG 200 (N24002) для ручной и полуавтоматической сварки
Сварочный ток – от 10 до 160 А для ручной сварки, от 40 до 200 А для полуавтоматической. Заявленная мощность – 7,7 кВА, диаметр используемых электродов – от 1,5 до 4 мм, диаметр проволоки – от 0,6 до 1 мм. Катушка – закрытая. Продолжительность включения при максимальном токе – 60%.
Постоянная работа допустима при сварочном токе 100 А, инвертор при этом нагревается ощутимо примерно через 15 – 20 минут активной работы. Горячего старта и форсажа дуги нет, но имеется возможность менять полярность. Следует учитывать, что заявленные характеристики актуально при прямой полярности, при обратной – сила тока снижается.
Вес аппарата – 13 кг, что для полуавтоматов не так уж и много. Могу рекомендовать данный инвертор тем, кому необходим простой аппарат с полуавтоматической сваркой – это один из самых дешевых вариантов. Средняя цена – 20 тысяч рублей.
Плюсы:
- есть полуавтоматическая сварка;
- небольшой вес инвертора;
- можно менять полярность.
Минусы:
- существенно греется при токе свыше 100 А;
- короткие кабели;
- хлипкая ручка для переноски.
Профессиональные советы по выбору сварочного инвертора изложены в видео:
Виды оборудования для домашней сварки
Сегодня магазины не испытывают дефицит в сварочных устройствах. Для домашнего пользования подходят 3 вида агрегатов:
- понижающие трансформаторы;
- выпрямители;
- инвенторы.