Как выбрать сварочный инвертор для дома и дачи
Содержание:
- Российские сварочные инверторы
- Это просто!
- Описание видов
- Точечный сварочный аппарат
- Необходимые инструменты
- Чем отличаются сварочные полуавтоматы от других аппаратов
- Описание видов
- Что такое инвертор
- Оборудование для аргоновой сварки
- Лучшие модели для полуавтоматической сварки (MIG/MAG)
- Вместо заключения
- Классификация оборудования для сварки
- Аппараты аргонодуговой сварки TIG
- Преимущества и недостатки
- Разновидности сварки
- Использование термина в ролевых играх
- Правильная техника сварки с помощью полуавтомата
- Проходной выключатель: схема подключения устройства из разных мест
- Лучший бюджетный сварочный аппарат инверторного типа Wert SWI 190 (TIG, MMA)
- Как выбрать и установить видеодомофон для частного дома
- Почему поросята плохо едят: основные причины, что делать в этой ситуации
Российские сварочные инверторы
Сварочных аппаратов, которые производятся в России, немного. Несколько лет назад появились инверторы «Торус», которые отвечают заявленным характеристикам и дают стабильную дугу. Что радует — длительная гарантия — 3 года. Такой срок встречается очень нечасто, так что это уже вселяет надежду на то, что работать все должно хорошо.
Линеек две:
- Бытовые аппараты «Торус» — 165 , 175, 200, 210 (это мощность в амперах). Цена от 13 тыс. руб. за 165 амперную модель до 15 тыс руб. за более мощные — 200-210 ампер, ПВ на максимальном токе 60%.
- Профессиональная линейка Торус 235 Прима, 250 Экстра, Торус 255 Профи (от 17,3 тыс. руб до 20,5 тыс. руб), ПВ на максимальном токе 80%.
Заявленное питающее напряжение 165-242 В
Обратите внимание, сварочные кабели не входят в базовую комплектацию. Их нужно покупать отдельно
Испытания сварочного инверторного аппарата Торус 250 смотрите на этом видео.
Выпускают в Росии и инверторные сварочники Inforce. Они относятся к категории профессиональных, есть всего две модели на 200 и 250 ампер. Работать могут как в режиме MMA так и TIG (горелка и баллоны с газом приобретаются отдельно). Регулировка тока плавная — от 50 до 200/250 ампер, соотношение работы/отдыха на максимальном токе — 60%. Цена инверторов Inforce 16-21 тыс, рублей.
Источники
- https://m-strana.ru/articles/svarochnyy-apparat-dlya-doma-i-dachi/
- https://market.yandex.ru/journal/knowledge/kak-vybrat-svarochnuj-apparat
- http://met-all.org/obrabotka/svarka/kak-vybrat-svarochnyj-invertor.html
- https://www.kp.ru/guide/svarochnyi-invertor.html
- https://vyborexperta.ru/elektroinstrument/luchshie-svarochnye-invertory/
- https://expert-kachestva.ru/luchshie-tovary/tehnika-dlja-remonta/top-luchshix-svarochnyx-invertorov.html
- https://zen.yandex.ru/media/healthman/reiting-svarochnyh-apparatov-20192020-goda-luchshie-invertory-dlia-doma-i-professionalnogo-ispolzovaniia-top10-5e2b09a34e057700adbc9122
- https://zen.yandex.ru/media/svarkaed/vybiraem-svarochnyi-invertor-prislushivaias-k-mneniiu-ekspertov-5d7f8f059515ee00acb397b5
- https://stroychik.ru/tools/kak-vybrat-svarochnyj-invertor
Это просто!
Описание видов
Точечный сварочный аппарат
Они бывают переносным, удобными для дома, и стационарными, устанавливаемыми преимущественно на заводах. Кроме того, оборудование может предназначаться для односторонней (в виде пистолета и шланга, с обратным молотком) и двухсторонней сварки, предназначенной для соединения листов металла внахлест. Она востребована в автосервисе для кузовного ремонта.
Преимущества такой технологии следующие:
- низкие расходы на электричество и расходные материалы;
- высокую эффективность;
- не нужен опытный сварщик;
- не прожигает детали толщиной 0,5-1,0 мм.
Исходя из того, какие бывают типы сварочных аппаратов, выбирают модель, которая будет отвечать всем требованиям покупателя.
Необходимые инструменты
Чем отличаются сварочные полуавтоматы от других аппаратов
Схема сварочного аппарата с тиристорным управлением.
В отличие от ручных дуговых аппаратов в инверторных сварочных полуавтоматах кроме преобразователя тока имеется еще один элемент – механизм для автоматической подачи присадочной проволоки во время сварки. В результате дуга получается стабильной и ровной, а сварочный шов – чрезвычайно высокого качества. По сути полуавтоматические инверторные аппараты выполняют такие же функции, как и ручные дуговые РДГ. Принципиальное отличие сварочного полуавтомата в том, что он состоит ровно из двух частей:
- Преобразователя тока, который меняет качество сварочного тока так же, как в ручных дуговых инверторах.
- Специальной кассеты для проволоки, чтобы подавать ее автоматическим способом в зону сварки.
Зачем нужна автоматическая подача проволоки? Для высокого качества шва, конечно. Технология сварки полуавтоматом гениальна по своей простоте: сварочная дуга аккуратно располагается между заготовками и проволокой, которая идеально ровно подается автоматом. Металл заготовок и проволоки плавится, перемешивается в сварочной ванне и по ходу движения электрода твердеет, превращаясь в качественный шов. Во время плавления в ее зону подается инертный газ в виде аргона для защиты от ненужных окислительных процессов.
Описание видов
Конструкция деревянного навеса может быть консольной, пристроенной и отдельно стоящей. А деревянными их называют из-за материала стоек, обрешетки на крыше и стропил.
- Козырек над крыльцовой частью дома, который закреплен на стене и не имеет других опор, – самый простой двухскатный навес.
- Одной стороной пристроенный навес упирается на 2 столба, а с другой он примыкает к стене либо дома, либо другого дворового строения: летней кухни, сарая, гаража.
- Навес, который стоит отдельно – совершенно независимое сооружение, представляющее собой крышу, опирающуюся на стойки (пергола).
По типу крыши навес бывает следующих видов:
- шатровым;
- односкатным;
- двускатным;
- плоским;
- купольным;
- многощипцовым.
Навес совместим с любым типом крыши, но наиболее часто навесы бывают арочными, односкатными и двускатными, поскольку они самые легкие в возведении. Но вместе с тем они гарантируют качественный водосток и избавление от полуденной жары при правильном расположении относительно сторон света.
Назначение навеса более обширно, нежели у садовой беседки:
- защищенность зоны отдыха и расположенной в ней садовой мебели от осадков и солнечных лучей;
- укрытие обеденной зоны – около дома (летняя кухня около зоны барбекю);
- защищенность террасы или крыльца от дождей и грязи;
- крыша для машины над автомобильной парковкой;
- укрытие детской игровой зоны;
- защита запаса дров, а также садовой техники;
- укрытие для бассейна.
Из различных видов навесов самым востребованным до сих пор является деревянный, и это никого не удивляет, поскольку стоимость постройки вполне доступна, а качество – высокое. Как раз поэтому стоит рассказать, как соорудить навес из дерева самостоятельно.
Что такое инвертор
По сути, это обычный выпрямитель тока, который отличается от сварочных трансформаторов тем, что он выдает высокую частоту, измеряемую в герцах.
Как работает инвертор:
- его подключают к сети переменного тока, где частота равна 50 Гц;
- ток в первую очередь попадает на выпрямитель, где выпрямляется, то есть становится постоянным;
- затем он сглаживается фильтром;
- а после попадает на инвертор, где опять преобразуется в переменный только с огромной частотой, равной 20-50 кГц;
- переменное напряжение при этом падает до значения 70-90 В;
- а сила тока возрастает до 100-200 А.
Все сварочные инверторы имеют небольшой вес и размеры. Потому что преобразование тока происходит не за счет ЭДС, которая образуется в катушках, а за счет высокочастотных токов. А для этого необходим маленький трансформатор.
Конструкция сварочного инвертора
Оборудование для аргоновой сварки
Швы, получаемые с помощью такого аппарата, аккуратнее, чем при технологии ММА. Их не нужно зачищать, а для соединения доступно 8 видов металлов. Несмотря на то что их использование в домашнем хозяйстве ограничено, в продаже есть немало плазменных моделей, не отличающихся по функционалу от промышленных.
Составные части у них одинаковы:
- источник питания постоянного или переменного тока;
- редуктор газовый;
- горелка особой конструкции;
- осциллятор для преобразования тока в высокочастотный импульс для создания дуги.
Замена на новый происходит по мере выработки. Аргоновая среда позволяет обрабатывать сплавы, недоступные при других условиях из-за окисления на воздухе и образования пленки — амальгамы.
Преимущества метода TIG:
- отсутствие местного нагрева не допускает деформации заготовки;
- из-за малой толщины электрода швы получаются узкими, герметичными и аккуратными;
- возможно применение присадки;
- не образуется шлаковая корка;
- не нужна последующая механическая обработка места соединения;
- допускается сваривать цветные металлы и нержавеющую сталь;
- не образуется окалина, прилипающая к поверхности детали.
Недостатки оборудования:
- работает медленнее чем MIG;
- из-за широкой горелки нельзя работать в труднодоступных местах;
- сопло из керамики ограничивает обзор;
- для получения качественного шва нужен навык работы;
- постоянно занята вторая рука — подает присадку, которая быстро заканчивается из-за малой длины (большую неудобно держать);
- высокая стоимость электродов из вольфрама;
- расходы на покупку аргона;
- невозможность работы при сильном ветре из-за незащищенности деталей (при сдувании аргона сварочная ванна остается без защиты).
Лучшие модели для полуавтоматической сварки (MIG/MAG)
Такое соединение элементов подходит для тонких листов стали, цветных и благородных металлов.
САИПА-135
Модель снабжена охлаждаемым трансформатором, барабаном с подачей проволоки для сваривания. Применима для задач различной сложности.
Преимущества:
- плавная регулировка;
- компактность и малый вес;
- высокое качество шва;
- защита от перегрузки.
Недостатки:
- короткий кабель;
- неудобная реализация системы включения горелки;
- нет крепления защитного чехла.
Отзывы
| Андрей Гусев | Тимур Золотин |
| «Прибор покупался для кузовных работ. Аккуратно варит шов при минимальном показателе напряжения. Проволочная катушка ставится только на 1 кг, поэтому для больших объёмов работ инструмент не подойдёт.» | «Устройство небольшое и лёгкое, стойко выдерживает работу зимой, поддерживает стабильное напряжение, даже при взаимодействии с генератором.» |
САИПА-190МФ
Полуавтоматический агрегат для бытовых и промышленных строительных, ремонтных работ. Надёжен в эксплуатации, защищён от перегрузок, сообщает о перегреве при помощи специального светового датчика.
Преимущества:
- качественная сварка;
- работает с толстым металлом;
- ремонтопригодность;
- хорошая сборка.
Недостатки:
- чувствительность к скачкам напряжения в электросети;
- отсутствуют режимы 4т;
- быстрый перегрев.
Отзывы
| Виталий Поляков | Константин Хорев |
| «Устройство компактное с большим набором функций. Отлично выполняет задачи по сварке деталей автомобилей электродами и проволокой. Оснастка подаётся оперативно.» | «Сварка мягкая, как с углекислотой, так и с газовой смесью. Хороший провар материала до 10 мм.» |
САИПА-200
Инверторный аппарат для скрепления изделий из чёрных и цветных металлов, обеспечивающий ровный и качественный сварочный шов.
Преимущества:
- удобная ручка для перемещения;
- защита от скачков напряжения и перегрева;
- механизированная подача проволоки;
- съёмная горелка;
- высокая мощность.
Недостатки:
- энергозатратный;
- плохая работа на максимальной мощности.
Отзывы
| Степан Федотов | Юрий Гуляев |
| «Мощный агрегат от надёжной марки, но потребляет много электроэнергии, при большой нагрузке может не выдержать домашняя проводка.» | «Устройство варит ровный, аккуратный шов, имеет хорошую защиту от перегрева. Можно настраивать мощность и подачу оснастки. С кузовными частями машины справился на отлично.» |
Характеристики моделей для полуавтоматической сварки (MIG/MAG)
| Модель | САИПА-135 (MIG/MAG, MMA) | САИПА-190МФ (TIG, MIG/MAG, MMA) | САИПА-200 (MIG/MAG, MMA) |
| Входное напряжение, В | 140-270 | 198-242 | 140-270 |
| Число фаз питания | 1 | 1 | 1 |
| Сварочный ток (MIG/MAG), А | 30-110 | 30-190 | 30-200 |
| Сварочный ток (MMA), А | 10-110 | 10-190 | 15-200 |
| Сварочный ток (TIG), А | — | 10-190 | — |
| Напряжение при холостом пуске, В | 65 | 80 | 80 |
| Мощность, кВт | 6,60 | 5 | 5,50 |
| Рабочее напряжение, В | 15,50-19,50 | 17,60-27,60 | 15,50-23 |
| Диаметр проволоки, мм | 0,60-0,80 | 0,60-0,80 | 0,80-1 |
| Показатель защиты | IP21S | IP21 | IP21S |
| Масса, кг | 9,82 | 11,26 | 9,3 |
| Цена, р | 14030 | 19130 | 20170 |
Вместо заключения
Сварочный инвертор в разборе.
Как вы видите, ни в одном из трех рейтинговых пакетов нет аппаратов мировых лидеров в производстве инверторов: немецких, французских и итальянских моделей. Это так, потому что критерием номер один мы выбрали распространенность и доступность хороших сварочных аппаратов в отечественных магазинах, включая далекие регионы.
Несколько слов о лидерах, это ровно три страны: Италия, Франция и Германия. Вся тройка сконцентрирована на разработке новых моделей и расширении потребительских линеек сварочных инверторов.
Самые признанные и известные фирмы, продукции которых можно доверять, следующие: итальянские бренды Selco и Helvi, французский Gysmi и немецкий Fubag. Если традиционные итальянские марки занимают нишу среднего ценового сегмента, то немецкие и французские аппараты стоят дороже и оправдывают свою немалую цену полностью: они практически не ломаются.
Желаем удачи в приобретении самого подходящего инверторного аппарата для ваших работ. Планируйте, считайте, открывайте таблицы с техническими характеристиками, сравнивайте. Современная сварка – занятие интеллектуальное.
Классификация оборудования для сварки
Существует несколько классов устройств, отличающихся по характеристикам, предназначению и применению расходных материалов.
У этого вида сварки есть несколько разновидностей:
- Дуговая — самая распространенная. Отличается широким выбором аппаратов для производства работ. В быту используют преимущественно инверторы. Полуавтоматические аппараты производят операции в среде защитного газа. Сварка в автоматическом режиме требует минимального вмешательства оператора: он лишь выбирает программу, а подбором оптимальных параметров занимается электроника.
- Газовая с горелкой и баллоном для горючей смеси.
- Электронно-лучевая. Работает на основе преобразования кинетической энергии в тепловую.
- Лазерная. Применяется на промышленных предприятиях, обеспечивает максимальную точность обработки.
- Термитная. Использует восстановительные свойства магния. При этом выделяется большое количество тепла.
- Электрошлаковая. Работает только в автоматическом режиме.
Сварка давлением использует такие технологии:
- Точечную контактную с применением медных стержней, диаметр которых ограничивает площадь контакта.
- Соединение сопротивлением на основании закона Джоуля-Ленца. Используется тепловое воздействие электричества.
- Оплавление, изобретенное для соединения больших труб под водой. Изоляция места сварки происходит с помощью специальной камеры.
- Трение, возникающее при вращении одной или обеих свариваемых деталей, дало название одноименной методике.
Кроме того, есть сварочные инструменты и оборудование для нанесения покрытий газотермическим и вакуумным методом, а также с помощью легирования. После такой обработки повышаются качественные свойства поверхностей заготовок.
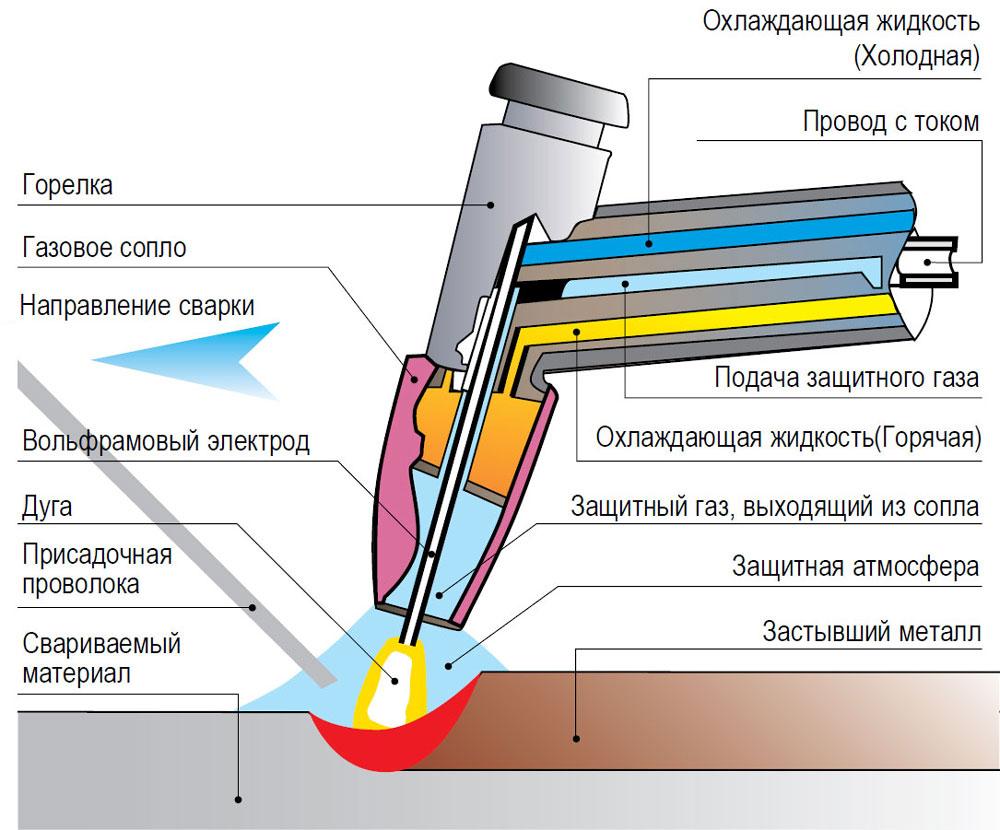
Аппараты аргонодуговой сварки TIG
Технология Tungsten Insert Gas предусматривает сварку металлов в защитной среде с использованием присадочного материала и тугоплавких электродов из вольфрама, которые почти не расплавляются в процессе работы. Горелка tig г-образной формы подает в рабочую зону аргон. Электрод вставляется в сопло из жаропрочной керамики. Благодаря аргоновой атмосфере, на формируемом шве не образуется шлак, не надо применять при сварке защитные флюсы. Шов по технологии TIG получается наиболее прочным и аккуратным, процесс сварки не требует постоянного контроля. Производятся такие сварочные аппараты двух типов: с выпрямителем или инвертором.
Преимущества и недостатки
Если сравнивать рабочий процесс, проходящий с использованием автомата, и сварку, осуществляемую ручным методом, то у первого можно выделить ряд следующих преимуществ:
- Высокая производительность труда. С помощью сварочного автомата можно не только соединять металлические конструкции значительной толщины, но и создавать небольшие швы, когда приходится выполнять однотипные работы большого объема. В обоих случаях это оборудование обеспечивает значительное повышение производительности труда, чего невозможно добиться при сварке ручным способом, поскольку здесь не приходится тратить время на замену сгоревших электродов.
- Исключение возможности влияния человеческого фактора. Поскольку человек практически не принимает участия в сварочном процессе, это позволяет создавать ровный по всей длине и однородный по толщине шов. При ручной же сварке всегда остается риск того, что рука дрогнет. С автоматом же этого никогда не произойдёт, поскольку он поддерживает стабильные параметры сварочного процесса в течение всего времени его проведения. На качество работы не может повлиять состояние оператора (не только психологическое, но и физическое).
- Возможность проведения работ в труднодоступных местах. Каждому человеку присущи определенные габариты, поэтому для комфортного проведения сварочных работ он нуждается в определённой площади. В случае со сварочным автоматом появляется возможность выполнения сварки в условиях, где человек не только не испытывает неудобства, но и при всём желании не смог бы испортить качество соединения.
- Автоматическая регулировка. Отличительной чертой современных сварочных автоматов является способность настраивать подачу проволоки в случае увеличения или уменьшения длины дуги, а также восстанавливать работу после технических сбоев без последствий для качества шва. Сварка, проводимая с помощью автоматического устройства, гарантирует высокое качество выполняемого шва, которое не подвержено воздействию никаких внешних изменений окружающей среды.
- Экономичность. При проведении работ с помощью автомата обеспечивается снижение расхода используемых материалов, поскольку автомат изначально настроен на их поступление в таком количестве, чтобы качественно выполнять соединение деталей, не допуская их расхода на бесполезный угар или разбрызгивание.
Что же касается недостатков, которые имеет технология соединения деталей с использованием автоматических устройств, то главным является возникновение дополнительных временных затрат на подготовку к рабочему процессу. Прежде чем приступить к работе, необходимо настроить оборудование для сварки: установить стационарно с настройкой подачи свариваемых элементов либо проложить рельсовый путь. А также эта технология не позволяет изменять качество шва во время рабочего процесса, поскольку все характеристики контролируются автоматическим устройством без возможности их корректировки.
Сварочный автомат стал новой ступенью развития оборудования, используемого для проведения сварочных работ. Основное их достоинство заключается в том, что они позволили практически полностью автоматизировать рабочий процесс, сведя к минимуму участие в нём человека.
Эти устройства позволяют поддерживать на протяжении всего времени стабильные показатели сварки, что является залогом получения качественного соединения деталей. Оборудование не подвержено воздействию факторов внешней среды, что может в любой момент произойти с человеком, который способен совершить грубую ошибку. А это в итоге может крайне негативно повлиять на качество создаваемого сварочного шва.
Разновидности сварки
В различных отраслях требуется совмещение разных сортов металла. Соединить их вместе можно несколькими способами. Для одних подойдёт любой, другие не поддадутся свариванию без применения особой методики.
Ручной дуговой способ
Способ появился раньше других и является основным методом соединения металлов. Его используют как на крупных производствах, так и в частных мастерских. В основе лежит возникновение между металлом и электродом электрической дуги, расплавляющей поверхность. Метод применим и на свежем воздухе, и в закрытом помещении.
Этот способ имеет и другие преимущества:
- Отличается дешевизной.
- Не требует очистки от ржавчины и грязи.
- Пригоден для работы с металлом большой толщины.
- Не требует дополнительного оснащения.
Однако такой метод освоить довольно непросто. Есть у него и другие недостатки:
- Ограничение по минимальной толщине составляет 1,2 миллиметра. Более тонкий металл прожигается.
- Большой расход электродов.
- Требуется отбивать шлак со шва.
- Следы сварки в виде брызг остаются на поверхности.
Метод работы в газовой среде
Этот способ полуавтоматической сварки в специальной литературе обозначают аббревиатурой MIG. Вместо электродов используется проволока, которая подаётся с катушки в определённом темпе на место сварки, находящееся под защитой аргона или углекислого газа. В точке соединения практически не образуется шлак. Работать можно с различным по толщине металлом.
Метод несложен в освоении и может быть использован для соединения как тонких, так и толстых металлических листов. Кроме того, сваривать можно алюминий и нержавейку толщиной от 0,6 миллиметра. Метод быстро осваивается и широко применяется в разных отраслях промышленности.
Отдельный способ сварки при помощи специальной порошковой проволоки никакой защиты не требует.
Электросварка вольфрамовыми электродами
Этот метод требует присутствия инертного газа и обозначается как TIG. В таком случае происходит образование от нерасходуемого вольфрамового спецэлектрода к поверхности металла. При этом образуется плазменный столб. Для заполнения шва используется специальный металл. Этот метод еще называют плазменным.
Можно производить сварку и без наполнителя. Это способ аргонной сварки.
С помощью этого способа можно сваривать всевозможные стальные, медные, алюминиевые, магниевые и медные сплавы.
Кроме того что это самый медленный метод сваривания, он также наиболее сложный в обучении.
Использование термина в ролевых играх
Правильная техника сварки с помощью полуавтомата
Техника варения сварочным полуавтоматом крайне важна для получения качественных соединений, которые не утратят первоначальных эксплуатационных параметров со временем. Она отличается от технологии выполнения электродуговой ручной сварки.
Существенно и различие автоматически функционирующих приборов от полуавтоматических агрегатов. Рассмотрим основные техники сварных работ полуавтоматом.
Особенности сварных работ в среде защитного газа
При выполнении сварочных работ с использованием полуавтоматического оборудования может применяться газ. Это позволяет снизить процесс окисления металлической детали, подвергаемой сварке, и повысить прочностные характеристики созданного соединения.
Газ для сварочного полуавтомата можно применить разный, но чаще остальных используют: углекислый газ, гелий. Объяснить такую тенденцию можно их доступностью и низким расходованием при выполнении сварных работ.
Технология сваривания позволит понять, как пользоваться сварочным аппаратом при работе с газами.
Сварка в среде защитного газа.
Их существует несколько видов:
-
Непрерывное сваривание подразумевает ведение горелкой или электродом от начала и до конца шва.
Такая техника требует большого мастерства. - Точечная сварка предполагает соединение металлических деталей путем организации множества сварных точек, а не при помощи сплошной дорожки.
-
Сварное соединение коротким замыканием осуществляется, в большинстве ситуаций, для тонколистового металла путем его расплавления за счет подачи импульсов от короткого замыкания, образуемого в аппарате.
После замыкания расплавленный металл образует каплю, которая и соединяет две детали.
Многие мастера выбирают режим переменного тока при выполнении сварки полуавтоматом с углекислым газом. В начале работы оборудование следует настроить, исходя из типа рабочего металла и его толщины. Режим сварки определит расход газа, а вот проволока расходуется, в среднем, по 4 см за секунду.
После настройки оборудования и подготовки деталей можно начать соединение поверхностей с помощью полуавтомата. Включите подачу газа, возбудите электрическую дугу, коснувшись проволокой рабочей детали. Нажатие на кнопку Пуск на корпусе агрегата запускает механическую подачу электрода.
Качество швов определит соблюдение важных нюансов при работе:
- держите и ведите проволоку строго прямо, но не вплотную к заготовке, чтобы сохранить хороший обзор сварной ванны;
- соблюдайте нужный интервал между кромками свариваемых деталей при работе;
- согласно данной технологии толщина изделия до 1 см требует зазора не более 1 мм, а толщина изделия более 1 см требует зазора в размере 10% от данной величины.
Технология работы с алюминием
Сварка полуавтомат позволяет варить разного рода металлы, и в том числе алюминий.
Схема сварки металла горелкой.
Но при работе с таким металлом важно соблюдать особые правила, поскольку процесс характеризуется особенными свойствами:
-
Поверхность алюминия покрыта тонким слоем амальгамы с температурой плавления намного выше, нежели у самого металла.
Поэтому потребуется применить инертный газ – аргон. -
Алюминий быстро поддается плавлению, поэтому течет.
Чтобы избежать негативных последствий при работе сварочным полуавтоматом, примените подложка. -
Сама сварка осуществляется плавящимися электродами при постоянном токе обратной полярности.
То есть, на деталь фиксируется отрицательный заряд, а на горелке – положительный.
Описанные приемы выполнения сварки алюминия позволят добиться качественного плавления заготовки и быстрого разрушение верхнего слоя, что в итоге обеспечит сварщику возможность создать надежные сварные швы.
Сварка с проволокой
Сварочный аппарат
Для понимания специфики работы таким методом, стоит выяснить основные характеристики флюса. Это порошок, который помещен в середину сварного электрода.
Он плавится при воздействии высокой температуры и выделяет облако газа, надежно защищающее сварную ванну от риска окислиться. При этом инертный газ из баллона не расходуется.
Специалисты не рекомендуют использовать полуавтомат вместе с самозащитными электродами, если работать приходится со слишком тонкими листами или среднеуглеродистой сталью. Иначе могут появиться дефекты в виде горячих трещин.
А чтобы повысить температуру сварной электрической дуги для максимально оперативного расплавления порошка внутри сварного электрода, стоит применить обратную полярность.
Проходной выключатель: схема подключения устройства из разных мест
Лучший бюджетный сварочный аппарат инверторного типа Wert SWI 190 (TIG, MMA)
- два типа сваривания;
- Hotstart;
- защита от электродного залипания.
Универсальный инструмент лидирует в рейтинге лучших бюджетных моделей инверторного типа. Агрегат работает по TIG и MMA технологии. Мощность невелика – 3,5 кВт, но и стоит инструмент недорого – меньше 3000 рублей. Наибольшая токовая сила – 190 А.
Благодаря компактности, легкости (масса меньше 2,5 кг) ценится монтажниками, выполняющими высотные работы. Среди полезных опций – хот-старт, защита от залипания электрода, возможность регулировки форсирования дуги.
Малогабаритный прибор подойдет для сваривания на весу, на высоте.









