Особенности и принцип работы, виды токарно-револьверного станка
Содержание:
- Инструкция по первому запуску и эксплуатации
- Какие работы можно выполнять
- Основные конструктивные особенности
- Станина
- Чем и как утеплить фундамент?
- Сортировка деталей
- Навигация
- Устройство токарного станка
- Управление резцедержателем
- Устройство станины
- Что понадобится для изготовления
- Задняя бабка
- Хромированная краска в баллончиках: лучшие производители
- Устройство токарного станка
- Процесс изготовления комплектующих в домашних условиях
- Инструменты, материалы и чертежи
- Токарные станки после капитального ремонта: восстановление и эксплуатация
- Порядок сборки
- Паспорт станка
Инструкция по первому запуску и эксплуатации
Прежде чем эксплуатировать станок, после распаковки приступают к монтажу и проверке оборудования:
станок прикручивают к поверхности стола 6 винтами, идущими в комплекте;
проверяют положение ремня привода на приводном шкиве;
учитывая габариты и массу станка, проверяют правильность установки по горизонтали;
осуществляется заземление через боковые отверстия станины, провода прижимают болтом;
питающий шнур от щита, обязательно оснащенным предохранителями, изолируются;
проводится тщательный осмотр станка, уделяя особое внимание узлам. При необходимости меняется смазка;
проводится пробный запуск, сначала вхолостую, затем с нагрузкой.
Какие работы можно выполнять
На оборудовании можно выполнять различные работы по металлу и различным сплавам.
Токарная обработка
На токарно-карусельных станках производят заготовки различной формы диаметром до 10000 мм, при относительно небольшой длине.
Точение растачивание
Растачивание —самый распространенный способ обработки отверстий. Его получают при литье, штамповке или сверлении. При глубине резания более 10 мм растачивание выполняют двумя резцами. Чистовое растачивание выполняют одним резцом.
Подрезание торцов
Торцы обрабатывают и вертикальным, и боковым суппортом. Вертикальным обрабатывают любые поверхности путем подачи от краев к центру детали. Боковой суппорт обрабатывает неширокие поверхности. Широкие заготовки можно обработать несколькими резцами.
Прорезывание
Точение канавок до 25 мм не требует большой точности, поэтому их прорезают одним резцом за один проход. При повышенных требованиях к точности делают два хода резцом: черновой и чистовой. Более широкие канавки прорезают за несколько ходов одним или несколькими резцами.
Точение фасонных поверхностей
Фасонные поверхности обрабатывают специальными резцами. При большой длине окружности используют обычный резец с подачей по дуге окружности.
Сверление
Цилиндрический проем диаметром менее 40 мм сверлят одним сверлом; если диаметр больше 40 мм, используют сверление с рассверливанием; калибр первого сверла 20 мм. Кольцевое сверление применяют для создания отверстий диаметром 60 — 200 мм и длиной до 500 мм в плотном материале.
Зенкерование
Зенкерование употребляют при обработке отверстий размером до 100 мм вместо рассверливания или как метод первоначальной обработки проемов в отливках и штампованных заготовках.
Основные конструктивные особенности
Универсальный токарно-винторезный станок состоит из основных конструктивных узлов, которые являются типовыми элементами. К ним относятся:
- суппорт;
- станина;
- упорная и шпиндельная бабки;
- электрическое оборудование;
- ходовой вал;
- гитары шестерен;
- коробка, которая обеспечивает выбор и смену подач;
- ходовой винт – именно эта деталь отличает токарно-винторезный от стандартного токарного станка.
В зависимости от некоторых особенностей может различаться точность станка. Поэтому универсальное оборудование может быть как класса точности Н, так и повышенного – П.
Передние и задние бабки
У передней или шпиндельной бабки есть основная роль – фиксировать заготовку в обработке и передавать вращение заготовке от электрического двигателя.
Внутри корпусной части бабки расположен шпиндель. На корпусе станка снаружи монтируется рукоятка регулировки скорости. Задняя бабка или упорная необходима для фиксации заготовки.
Суппорт
Суппорт предназначен для того, чтобы перемещать резцедержатель с резцом в продольном, поперечном направлении по отношению к оси станка. Нижняя часть суппорта именуется салазками или кареткой.
Спустя определенное время работы станка суппорт будет нуждаться в регулировке, поскольку, в противном случае снизится скорость обработки. Регулировка от зазоров заключается в подтягивании клиновой планки.
По сравнению с другими деталями суппорт имеет большие размеры. Выбор резцедержателя определяется классом станка. Для крупногабаритного оборудования обязательно закреплять резцы дополнительно четырьмя винтами.
Коробка скоростей
Это основная часть привода шпинделя. Она осуществляет передачу энергии двигателя остальным частям станка. Еще одна функция – изменение частоты вращения шпинделя и скорости работы всего станка.
Коробка встраивается в корпус бабки шпинделя или в отдельном корпусном блоке. Изменение скорости может происходить бесступенчатым или ступенчатым способом. В стандартную коробку передач входят следующие составляющие:
- система зубчатых передач;
- клиноременная передача;
- реверсивный электродвигатель;
- электромагнитная муфта с системой торможения;
- рукоять для переключения скоростей.
Работает коробка скоростей за счет шестерен.
Шпиндель
Это основная часть станка, которая сделана в виде вала с конусным отверстием для закрепления заготовок. Чтобы деталь имела высокую прочность и долговечность, ее изготавливают из высокопрочной стали.
В классическом варианте шпиндель сделан на высокоточных подшипниках качения. На опоре детали установлено специальное кольцо, которое обеспечивает точность работы станка.
На торце конструкции расположено коническое отверстие. Полость шпинделю необходима, чтобы установить пруток, помогающий при необходимости выбивать центр из посадочного места.
Непосредственно прочность и долговечность шпинделя зависит от имеющихся там подшипников.
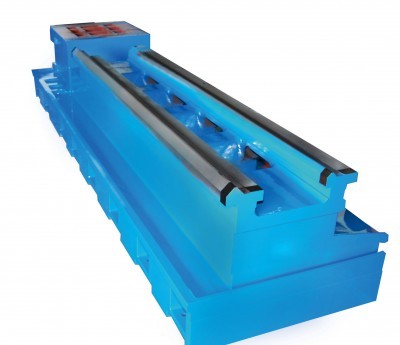
Станина
Это основная часть станка, которая выполнена с помощью чугунного литья. К ней прикреплены все наиболее важные детали и элементы данной конструкции.
Сама станина состоит из двух стальных балок. Балки, в свою очередь, соединены между собой ребрами жесткости. У каждой из балок – соединение к двум направляющим.
Направляющие с обоих сторон относятся к призматической группе. Направляющая плоской формы расположена внутри с левой стороны.
Нарезание резьбы
Нарезать резьбу при помощи токарно-винторезного станка можно несколькими способами. Для этого используется плашка, метчик, резец и другие виды инструмента.
С их помощью есть возможность нарезать внутреннюю и внешнюю резьбу
При использовании резца важно соблюдать полностью технологию. Она включает:
- правильную заточку резца;
- аккуратную настройку режимов работы станка;
- при помощи шаблона правильная установка резца по центру детали;
- замер полученных размеров калибрами или шаблонами.
В такой работе недопустим брак в виде заострений, рваных нитей, задир и дробления.
https://youtube.com/watch?v=e9wjriIoRWw
Электрический блок управления
В стандартный блок управления токарно-винторезным станком входит сразу несколько рукояток и кнопок:
- рукоятка для настройки количества оборотов;
- система управления для установки параметров резцовой поверхности;
- рукоятки для управления суппортом.
Станок с ЧСПУ обладает более сложным устройством, но при этом может работать без участия оператора на промежуточных этапах.
Фартук
В фартуке токарно-винторезного станка расположены механизмы, которые преобразуют вращательное движение ходового винта и ходового вала в поступательное движение суппорта.
Станина
Основной неподвижной частью станка является станина, состоящая из 2 вертикальных рёбер. Между ними находятся несколько поперечных перекладин, обеспечивающих жёсткость и неколебимость статора.
Станина
Станина располагается на ножках, их количество зависит от длины станины. Конструкция ножек-тумб такова, что в них могут храниться необходимые для работы станка инструменты.
Верхние поперечные рейки станины служат направляющими для передвижения по ним суппорта и задней бабки. Сравнивая схемы станков, легко заметить, что в некоторых конструкциях используются направляющие 2 видов:
- призматические для перемещения суппорта;
- плоская направляющая для хода задней бабки. В очень редких случаях её заменяет призматического типа.
Чем и как утеплить фундамент?
Сортировка деталей
Для того чтобы упорядочить процесс сборки, на начальном этапе желательно рассортировать детали в соответствии с инструкцией. Отдельно разложите составляющие каркаса шкафа: днище, крышу и боковые стенки. Во вторую стопку уложите внутренние перегородки, а полки оставьте в стороне.
Иногда, для облегчения процесса сборки, особенно если шкаф слишком высокий или длинный, проектировщики разбивают его на несколько отдельных модулей, например, корпус и антресоль, или несколько секций, которые впоследствии скручиваются между собой. В этом случае сортируйте детали помодульно, опять-таки в соответствии с инструкцией.
Навигация
Устройство токарного станка
токарный станок по металлу
Чтобы лучше понять принцип работы оборудования изучим строение его главных механизмов:
- передняя шпиндельная бабка;
- станина;
- гитара сменных колес;
- фартук;
- коробка подач;
- суппорт;
- задняя бабка;
- коробка с электрооборудованием.
Передняя бабка металлообрабатывающего станка представляет собой металлическую деталь, обычно из чугуна, в которой располагается переключатель скоростей и главная рабочая часть — шпиндель. На бабке крепится болванка будущей детали. Коробка скоростей принуждает деталь вращаться. Основной компонент передней бабки — это вал в виде металлической трубки — шпиндель. Вал оканчивается резьбой особого размера для крепления патрона (используются поводковые, а также кулачковые типы) либо планшайбы, которая удерживает деталь. Здесь же находится прорезь в виде конуса для установки переднего центра. В шпинделе есть сквозное отверстие, сюда вставляют прут при необходимости его обработки. Для вращения шпинделя в передней бабке установлены подшипники, движение передается заготовке. В обычных станках используются подшипники скольжения, а в скоростных — роликовые или шариковые (качения). Именно от правильного движения шпинделя зависит точность обработки детали на станке.
Таблица переключателя вращения шпинделя
На внешней стороне стойки находится переключатель скоростей и информационная таблица. В таблице разъясняется, в какое положение устанавливать переключатель, чтобы получить требуемую скорость (число оборотов за минуту) вращения шпинделя.
Гитара сменных колес это устройство, контролирующее характер шагового движения при нарезке резьбы. Каждый тип нарезки соответствует определенному набору зубчатых сменных колес. Такой механизм можно обнаружить на токарно-винторезном оборудовании старого образца. Он управляет движением резцедержателя.
Коробка подач — одна из основных частей механизма передачи, которая от шпинделя подает движение на суппорт. На этом участке скорость кручения движущихся элементов меняется, благодаря чему суппорт передвигается с необходимой скоростью в поперечном или продольном направлении.
Фартук — преобразовывает вращение вала хода в движение суппорта в обоих направлениях.
Станина (подставка) — основание машины, обычно выполняется из тяжелого металла (чугуна). Крепится на пару толстых столбов. Верхние части подставки — пара гладких рельс и пара направляющих в виде призмы, по ним перемещаются задняя бабка и суппорт.
Суппорт — это устройство токарного станка по металлу , передвигающее резцедержатель вместе с вставленным инструментом в любом направлении по отношению к оси токарного механизма: продольном, наклонном или поперечном. Наличие суппорта освобождает токаря от необходимости удерживать инструмент в руках. Движение в нужную сторону инструменту можно придать вручную или механически. Части суппорта:
- устройство поперечных салазок;
- каретка, двигающаяся по рельсам подставки;
- фартук с устройством преобразования кручения валов хода и винта в перемещение суппорта;
- устройство резцовых салазок;
- устройство резцедержателя.
Задняя бабка нужна чтобы закрепить свободный конец крупной детали из металла во время работы. На нее крепятся и дополнительные инструменты, например, сверла.
Короб с электрическими частями содержит кнопки, рукоятки и тумблеры для пуска и остановки металлообрабатывающего станка, электромотора, управления устройствами подач и оборотов, надзора над устройством фартука.
Кроме перечисленных частей в механизме токарного станка могут применяться хомуты, цанги, планшайбы, оправки, люнеты. Не в каждом станке присутствуют описанные выше части. Так, в станках для нарезки резьбы на детали нет коробки подач, вместо нее работает гитара и зубчатые колеса. У других устройств узел подач состоит из пары механизмов.
Управление резцедержателем
Резцедержатель представляет из себя, достаточно точный механизм, обеспечивающий жесткость крепления резца в заданных позициях. Правильное положение рукоятки резцедержателя в зажатом виде должно соответствовать положению часовой стрелки на 3-4 часа. Это положение обеспечивается положением проставной шайбы под гайкой рукоятки резцедержателя. Зажим рычага производится средним локтевым усилием. А отжис рукоятки нельзя делать давлением своего веса во избежание потери веса. Отжим рукоятки делается одним или несколькими короткими толчками основанием ладони в направлении против часовой стрелки. Перед поворотом резцедержателя убедитесь в отсутствии препятствий для него самого и закрепленного в нем инструмента. Большую опасность представляют препятствия со стороны вращающихся элементов станка.

Устройство станины
Основные компоненты конструкции станины токарного станка видны из чертежа станины в разрезе:
- опорная поверхность;
- продольные ребра;
- поперечные ребра, связывающие между собой продольные;
- направляющие, имеющие форму призмы;
- плоские направляющие, предназначенные для крепления бабок и перемещения суппортов.
Ребра формируются в процессе отливки заготовки под станину станка
Сечение призматических направляющих может принимать различные формы, исходя из направлений возникающих в процессе работы усилий и их величины. Обе направляющих обязательно должны быть строго параллельны в пространстве и иметь идеально гладкую и ровную опорную поверхность. В противном случае о точности обработки деталей на станке не может быть и речи.
Для достижения такого результата их подвергают высокоточной фрезеровке либо обрабатывают на строгальном станке. Далее проводится шлифовка и шабрение. В ходе этой обработки осуществляется неоднократный контроль геометрических показателей на соответствие требованиям технических условий. Окончательная проверка осуществляется после сборки станка и установки на него подвижных деталей и узлов.
Что понадобится для изготовления
Идеальным вариантом при изготовлении самодельного токарного станка было бы использование отдельных комплектующих от списанного оборудования. Если такой возможности нет, то придётся изготовить узлы и детали самостоятельно.
Вместо литой станины применяют раму, сваренную из стальных профильных труб и уголков. Само собой подразумевается, что деревянный каркас в этом случае является неприемлемым вариантом. Металлический профиль сможет обеспечить требуемую жёсткость и устойчивость конструкции. Кроме того, с помощью ровных квадратных и прямоугольных труб совсем несложно придерживаться строгой геометрии каркаса. Неровная рама не даст возможности правильно зафиксировать центры, что в дальнейшем скажется на качестве проводимых работ.
Маломощный асинхронный двигатель — отличный силовой агрегат для самодельной конструкции
Для привода понадобится силовой агрегат. Лучше всего использовать низкооборотный электрический двигатель асинхронного типа. В отличие от коллекторных агрегатов «асинхронники» практически не подвержены риску поломки при резком снижении оборотов.
Кроме того, придётся подобрать приводной ремень (или несколько ремней различной длины). Не забудьте и о крепёжных элементах, которыми отдельные узлы будут крепиться к корпусу. Для самодельного токарного станка подойдут гайки и болты с диаметром 8 и 10 мм с обычной метрической резьбой.
В качестве салазок используют детали, выточенные из стального прутка с последующей закалкой, но лучшим вариантом будут направляющие, изготовленные из амортизационных стоек или длинных валов промышленных механизмов. Они имеют отличную геометрию, а их поверхность подвергается упрочнению в заводских условиях.
Заднюю бабку, как и шпиндель, лучше всего использовать от списанного заводского оборудования
Заднюю бабку также можно сделать из профильных труб и толстого металлического листа, а вот пиноль изготавливают из калёного заострённого болта, нескольких гаек с такой же резьбой и штурвала, изготовленного из шкива от сельхозтехники. Использование самодельной пиноли потребует каждый раз при креплении детали смазывать соприкасающиеся поверхности литолом или солидолом. Подобная процедура не понадобится с вращающимся центром заводского изготовления, поэтому если есть возможность, то эту деталь лучше купить.
Продольный и поперечный винты подачи также можно выточить на токарном станке или использовать длинный пруток с нарезанной резьбой, который можно купить в строительных гипермаркетах.
Для узлов вращения понадобятся установленные в корпус подшипники качения, а регулировать обороты позволят шкивы различного диаметра, насаженные на приводной вал. Эти детали можно купить или заказать у знакомого токаря.
Изготовление суппорта потребует запастись стальной пластиной, толщиной не менее 8мм. Её же можно использовать и для резцедержателя.
Ещё одним узлом, который невозможно изготовить в кустарных условиях, является шпиндель. Его придётся купить. Крепление шпинделя требует изготовления вала, на котором будут смонтированы ведомые шкивы. Прочность этой детали должна быть безупречной, поэтому лучше всего использовать детали от списанных заводских механизмов.
Кроме токарного станка, в процессе работы понадобятся такие инструменты и оборудование:
- сварочный аппарат;
- болгарка;
- шлифовально-наждачный станок;
- электрическая дрель и набор свёрл по металлу;
- метчики и плашки для нарезки резьбы;
- набор гаечных ключей;
- штангенциркуль, металлическая линейка;
- маркер.
Весь этот инструмент и материалы позволят изготовить полноценный токарный станок настольного типа. Если же достать какие-то детали не удалось, не отчаивайтесь — на время их можно заменить чем-то другим. Так, патрон от электродрели вполне используется вместо шпинделя, если требуется обрабатывать заготовки небольшого размера.
Задняя бабка
Опорный узел, предназначенный для поддержания заготовки соосно со шпиндельной головкой, называется задней бабкой. В состав задней бабки входит пиноль – подвижное устройство, перемещаемое вдоль оси заготовки при помощи винта, приводимого в движение маховиком подачи.
Цифрами обозначены:
- Маховик подачи.
- Рычаг эксцентриков фиксации корпуса.
- Фиксатор пиноли.
- Корпус задней бабки.
- Пиноль.
- Центр.
- Технологические отверстия.
- Основание корпуса.
- Болт поперечного перемещения корпуса.
Перед началом работы рекомендуется сдвинуть заднюю бабку в сторону шпинделя и проверить их соосность визуально. В случае возникновения сомнений, в шпиндельной головке зажимают один конец тестировочного стержня (заготовки), а центром сдвинутой на свое место задней бабки подпирают второй конец. Затем по направляющим станины передвигают по всей длине стержня жестко закрепленный микрометр. Щуп прибора должен касаться стержня – так проверяется осевое биение заготовки. Если биение существует, то под основание задней бабки подкладывают тонкие регулировочные пластины, стремясь свести осевое биение к минимальным значениям или к нулю.
Задняя бабка может выполнять не только функции опорного элемента, но и быть держателем некоторых видов инструмента. Сверло, метчик, проходной резец для внутренней обработки – многие из этих предметов могут быть закреплены в пиноли.
Внутренняя часть пиноли обработана под конус Морзе, поэтому и хвостовики инструмента должны быть иметь этот конус. Конструкция задней бабки сделана так, что при вращении назад, пиноль втягивается в корпус на определенную глубину. В это время в торец инструмента, вставленного в пиноль, упирается торец двигающего ее винта. Таким способом инструмент выталкивается из пиноли.
Простота конструкции задней бабки не отменяет необходимости ее регулировки, настройки или ремонта.
После длительной эксплуатации или по мере необходимости проводят ревизию задней бабки. В случае проведения ремонта, после выполнения всех необходимых работ или замены деталей, проводят регулировку задней бабки, которая называется юстировкой.
При любых работах по регулировке и настройке металлорежущих станков не применяются регулировочные пластины из дерева из-за их мягкости.
Хромированная краска в баллончиках: лучшие производители
У дешёвых красок сходство между настоящим хромированным покрытием и искусственным весьма отдалённоеФОТО: images.by.prom.st
Другой производитель – Bosny CHROME. Это аэрозоль с акриловой краской, которая так же стоит недорого и подходит для обновления небольших поверхностей. Рекомендуется наносить средство в 2-3 слоя.
Самая популярная сегодня краска – Chrome Effect. Она хорошо ложится на поверхности и придаёт им красивый металлический блеск.
Устройство токарного станка
Существует несколько основных деталей токарного станка. Каждая из них влияет на работу остальных. Помимо ключевых узлов, на оборудование можно устанавливать различные приспособления для токарных станков.
Станина
Чтобы станок был неподвижен во время работы, все детали закрепляются на тяжёлой станине. Она представляет собой два вертикальных ребра, которые закрепляются на неподвижном основании. В нижней части основания могут располагаться отсеки для хранения инструмента и оснастки. На верхней части закрепляются поперечные рейки, по которым передвигаются суппорта и задняя бабка (каретка).
Передняя шпиндельная бабка
В этой детали располагается шпиндель с патроном, подшипники и система управления станком. Внутри находятся подвижные шестерни, через которые на резец передаётся вращательное усилие.
Задняя бабка
Представляет собой подвижный узел станка. С помощью задней бабки закрепляется заготовка на шпинделе. Состоит из двух частей. Нижняя считается неподвижной и играет роль основания. Верхняя перемещается по валу, который проходит внутри задней бабки.
Суппорт
На верхней части суппорта закрепляются резцы и различные токарные инструменты. Суппорт является подвижным элементом. Если установить центральную точку станка, эта деталь передвигается в четырёх направлениях, обрабатывая заготовку.
Процесс изготовления комплектующих в домашних условиях
Рекомендуется процесс изготовления начать со станины, установка и выверка направляющих создание и установка передней бабки. Установка шпинделя, изготовление электропривода с механизмом натяжения. Монтаж элементов и разводка электрической схемы.
Изготовление суппорта и резцедержателя. Уже можно вытачивать короткие детали (болты, гайки, втулки). Последней изготавливаем заднюю бабку. Следующие узлы из разряда вспомогательных и идут как модернизация.
Как изготовить шпиндель
Шпиндельный узел выполняется из двух подшипниковых щитов. Лучше использовать готовые. Главное, добиться совпадения главной оси с осями направляющих. Вал шпинделя изготавливается на токарном станке или подбирается готовый.
При сборке вал запрессовывается в подшипники. С одной стороны, крепится токарный патрон, с другой шкив для ременной или цепной передачи. Для подшипников желательно обильную смазку с помощью масляных ванн.
Как изготовить патрон
Патрон для токарного станка изготовить практически невозможно. Можно попытаться изготовить самоделку из планшайбы с болтами, которые вкручиваются в предварительно приваренные гайки. Очень трудно отцентрировать деталь в таком «патроне» ни о какой точности думать невозможно.
Изготовление остальных деталей
Детали токарного станка по возможности желательно подбирать из готовых
При изготовлении станины обращается внимание на точность изготовления направляющих. Любая ошибка и возможна конусность при изготовлении деталей
При изготовлении задней бабки также важно выдержать совпадение осей шпинделя и пиноли. Несоблюдение размеров может привести к конусности
При изготовлении суппорта важно точно подобрать шаг резьбы винтов продольной и поперечной подачи
Инструменты, материалы и чертежи
Изготовление настольного токарного станка и его сборку выгоднее всего проводить с использованием серьезного оборудования. Доступ к фрезерному и сверлильному оборудованию позволяет избежать некоторых проблем. Если такого доступа нет, то остается использовать то, что есть под рукой. Не только токарные станки, но и другие сложные самоделки, изготавливаются с помощью ограниченного набора слесарного инструмента и электродрели. Конечно, ко всему этому должны быть приложены «прямые» руки.Материалы для будущей конструкции выбирают из того, что есть под рукой, стараясь ограничить финансовые затраты. Востребованными окажутся металлический профиль для станины, детали из листового металла, узлы крепления подшипников шпинделя и ходовых винтов, крепежные изделия. Приобрести потребуется рельсовые направляющие, приводные винты, преобразователь частоты. Благо, сегодня существует множество фирм, предлагающих их поставку.
Возможных вариантов, как сделать мини токарный станок, существует множество. Для выбора конкретного решения следует четко определить, для чего будет использоваться станок, какие заготовки на нем будут точиться. Обработка стали требует иного подхода к проектированию, чем для мягкого исходного сырья. В техническое задание включаются габариты конечного изделия, максимальные параметры обрабатываемых заготовок, доступные ресурсы, способы транспортировки станка и иные необходимые пожелания. Проанализировав все пожелания, выполняют чертежи самодельного токарного станка.
Чертеж для сборки станка
Необходимая детализация разрабатывается под имеющиеся комплектующие и возможности. Если этот этап кажется затруднительным, готовые чертежи на токарные станки находятся в свободном доступе.
Токарные станки после капитального ремонта: восстановление и эксплуатация
В тех ситуациях, когда токарное оборудование вышло из строя, совершенно не обязательно приобретать новый дорогостоящий агрегат. После грамотного ремонта токарные станки вновь будут в состоянии качественно и эффективно выполнять все технологические операции по обработке металла. Прежде чем разбираться в таком процессе, как ремонт токарного станка, необходимо вспомнить, что собой представляет токарная обработка и как устроено оборудование для ее осуществления.
Далеко не всегда есть возможность покупать новое оборудование. Выход один — ремонт
Некоторые особенности шабрения направляющих
Поскольку шабрение является одним из наиболее распространенных методов ремонта направляющих станины, рассмотрим последовательность выполнения данной технологической операции.
- Сначала обработке подвергаются участки под задней бабкой, которые страдают от износа меньше всего.
- Затем рассматриваемые узлы токарного станка обрабатываются под прижимными планками и под кареткой. Отклонения от параллельности после такой обработки не должны превышать 15 мкм по длине элементов.
- После этого выполняют шабрение направляющих поперечного суппорта, контролируя их прямолинейность и параллельность.
- Следующий этап ремонта – это обработка ответных направляющих каретки. Контроль за выполнением этого процесса, при котором должна быть обеспечена параллельность между винтовой осью и направляющими (расхождение – не более 35 мкм), осуществляют при помощи трехгранной линейки.
- В том случае, если продольные направляющие каретки изношены достаточно сильно, для их ремонта обязательно используют антифрикционные составы. После выполнения данной процедуры контролируются следующие параметры: соосность ходового вала и его посадочной зоны; надежность зацепления реечной шестерни и самой рейки, обеспечивающих точное перемещение каретки в продольном направлении; перпендикулярность оси шпиндельного узла и поперечного передвижения суппорта.
- После этого выполняется ремонт задней бабки токарного станка (вернее, направляющих, по которым передвигается данный узел), для чего также используется антифрикционный состав.
Более подробно познакомиться с процессом шабрения направляющих станины в рамках ремонта токарного станка можно, просмотрев видео такого процесса.
Как выполняется ремонт каретки суппорта
Капитальный ремонт каретки суппорта предполагает восстановление ее нижних направляющих, сопряженных с направляющими станины. Кроме того, при восстановлении данного узла необходимо добиться перпендикулярности плоскости его перемещения к плоскостям, на которых фиксируются фартук токарного станка и его коробка подач. Для выявления степени отклонения данных плоскостей от нормы используются уровень и щупы различной толщины.
Каретка токарного станка в результате выполнения капитального ремонта должна быть выставлена параллельно поперечному ходу суппорта с точностью 0,02 мм на длине 300 мм. Этот параметр проверяется при помощи специального индикатора, который закрепляется в резцедержателе токарного станка.
Ремонт направляющих каретки
Восстановление параметров направляющих каретки выполняют при помощи специальных компенсационных накладок или акрилопласта, а поперечные салазки ремонтируются при помощи шлифовки. Верхние салазки суппорта, если они нуждаются в ремонте, сначала подвергают шабрению и выверке, затем их шлифуют.
Установка ходового винта и вала
Порядок совмещения осей ходового винта и вала с коробкой подач и фартуком токарного станка хорошо демонстрирует видео такого процесса.
Выполняется эта процедура в следующей последовательности.
- Корпус коробки подач токарного станка фиксируют на станине.
- Продольные салазки монтируют в середине станины, закрепляя винтами их заднюю прижимную планку.
- Фартук токарного станка соединяют с кареткой при помощи винтов.
- В отверстия фартука и коробки подач, в которые входят ходовой винт и вал, вставляют контрольные оправки.
- Каретку с фартуком подводят к коробке подач и в зоне соприкосновения контрольных оправок определяют величину их несоосности.
- Добиваются соосности оправок путем установки новых накладок, шабрения направляющих станка или переустановки коробки подач.
Порядок сборки
Начинают всегда со станины. На верхней плоскости готовятся посадочные места для крепления продольных направляющих и передней бабки. Желательно фрезеровать на промышленном фрезерном станке. На нем желательно просверлить отверстия под резьбовые отверстия.
Продольные направляющие суппорта крепятся болтами к основанию. При необходимости там же крепятся подшипниковые блоки ходового винта
При монтаже важно добиваться соосности всех элементов. Далее, на направляющие крепят подшипниковые модули суппорта
Собирается суппорт из металлических пластин с крепежными отверстиями. На подшипники поперечного перемещения устанавливается пластина, на которой крепят резцедержателя.
Шпиндельный узел собирается из двух подшипниковых щитов, которые крепятся на станине. Шпиндельный вал крепится в подшипниках. С одного конца крепится токарный патрон, с другого шкив ременной передачи
. Для изменения скорости вращения шпинделя можно ставить несколько шкивов разного диаметра. Последним монтируется шкаф с электрооборудованием. Крепятся защитные кожухи.
Паспорт станка
Станок ТВ-4 не обладает повышенной функциональностью, но успешно работает с заготовками из твердосплавных металлов. Он специально сделан так, чтобы с ним без труда мог справиться и подросток. Паспортные характеристики оборудования:
- диаметр сквозного отверстия в шпинделе – 1.6 см;
- количество возможных оборотов в течение минуты – 120, 160, 230, 375, 500, 710;
- количество ступеней при прямом и обратном вращении – 6;
- максимальные габариты монтируемого инструмента 10х12 мм;
- суппорт имеет 3 продольных ступени передач;
- пиноль задней упорной бабки смещается до 6.5 см.
При планировке рабочего процесса необходимо учитывать, что в данном механизме нет конструкции для торможения шпинделя или блокировки рукоятей управления. За счет этой особенности происходит медленная остановка будущей обрабатываемой детали.
Полностью весь паспорт вы можете, бесплатно скачать по этой ссылке — Паспорт станка ТВ-4