Фреза по металлу: принцип работы, виды и выбор инструмента
Содержание:
- 25 нетривиальных советов, которые сделают вашу жизнь проще
- Правила фрезерования и полезные советы
- Кромочные фрезы по дереву
- Ставим замок в деревянную дверь
- Пультовая система
- Виды фрез по металлу
- ВИДЕО: Ловец снов своими руками
- Контурное фрезерование концевыми фрезами
- Какими достоинствами и недостатками обладают трёхфазные электросчётчики
- Для работы по дереву
- Фреза фасонная радиусная
- Конструкция концевых фрез
- Приспособления для ручного фрезера
- Цилиндрические фрезы — их разновидности и назначение
- Мы работаем со следующими брендами:
- Обзор видов
- Размеры
- Как ухаживать за фрезами и что следует знать
- Что это такое?
- Фреза фасонная угловая
- Конструкции фрез и их влияние на технологию производства фрезерных операций
- Геометрия фрезы
- Как сделать треугольный ловец снов?
- Виды трехфазных счетчиков
- Описание
- Заключение
25 нетривиальных советов, которые сделают вашу жизнь проще
Правила фрезерования и полезные советы
-
Станок, его шпиндель и стол должны быть чистыми.
-
Не используйте неподходящие рукоятки и ключи.
-
При фиксации в тисках поковок, черных отливок и заготовок из проката одевайте на губки накладки из латуни, меди или алюминия.
-
Накладки также нужны при фрезеровании обработанных деталей и заготовок.
-
Заготовки и зажимные приспособления должны быть очищены от стружки.
-
Не забывайте снимать заусенцы после переходов.
-
Не зажимайте слишком сильно тонкие заготовки.
-
Перед опусканием и поднятием стола не забывайте проверять затяжку.
-
В процессе фрезерования следите за инструментом. О том, что фреза затупилась, можно понять по вибрациям станка и чрезмерному нагреву стружки.
-
Не подводите детали под фрезы резко.
Кромочные фрезы по дереву
Разнообразие кромочных фрез
Кромочные приборы применяют для изготовления разнообразного вида кромок и выемок. Изделия из древесины поддаются обработке ручным фрезером с кромочными фрезами полной обработке. Кромочный вид наиболее распространен в использовании и имеет множество модификаций:
- Профильные наборы обрабатывают детали таким образом, чтобы придать необходимую форму краям.
- Калевочными имеется возможность округлить на четверть окружности край детали.
- Конусные снимают фаску, угол которой зачастую составляет 45 градусов.
- Дисковые служат для изготовления фасок в деталях, делая возможным последующие соединения.
- Фальцевые обрабатывают деталь с кромки, оставляя четверть от высоты.
- Галтельные необходимы для изготовки желобки, которая выведена в четверть окружности.
Кромочные фрезы по дереву, используемые для ручного фрезера зачастую оснащены подшипником, функции которого ограничить глубину необходимой обработки. Вылет регулировки площади обработки производится регулировкой на самом инструменте. Выполнение обработки массивных деталей требует множество попыток. Ручным фрезером производится работа по дереву в несколько этапов, пока не начнет действовать упорный подшипник.
Ставим замок в деревянную дверь
Монтаж врезного замка для деревянной входной двери осуществляется на любой высоте от уровня пола, но как правило 95-105 см от пола. Процесс врезки осуществляется по следующей схеме:
Схема врезки замка в деревянную дверь
- прикладывание заднего торца устройства к торцу полотна. Обвод контура карандашом. Рисунок должен находиться в центре торца;
- просверливание отверстий;
- чтобы подровнять стенки паза, используется молоток и стамеска;
- замок вставляется в отверстие;
- обвод контура лицевой накладки;
- вырубка древесины;
- разметка положения личинки;
- обустройство нужных отверстий;
- окончательная вставка защитного устройства с последующей фиксацией;
- конструкция вставляется в личинку;
- проверка работоспособности устройства;
- смазывание механизма;
- фиксация планки.
На дверное полотно можно установить накладное защитное устройство. Для этого прикладывается к полотну шаблон запора. Выполняется разметка отверстий под цилиндр и крепеж. Просверливается сквозное отверстие.
С внешней стороны вставляется цилиндр с кольцом. Изнутри прикручивается пластина. При этом её край должен быть на одном уровне с торцом дверного полотна. Затем рекомендуется освободить задвижку, а устройство прикрутить к пластине.
На косяке выполняется разметка положения запора. На коробке делается выемка. Это обеспечит укладку планки вровень с коробом. При отсутствии перекосов дверь закрывается легко. В таком случае фиксируется пластина на косяке.
Пультовая система
Виды фрез по металлу
Электродрель со вставленной фрезой может заменить ручной фрезер по металлу. Фрезеровать дрелью не так удобно как специальным инструментом, но выполнять многие работы можно. Виды фрез по металлу для ручного фрезера:
- Торцевые. Это наиболее часто применяемый вид инструмента по металлу. Ось вращения торцевой фрезы располагается вертикально. Фрезеровке подвергаются плоские поверхности, с которых снимается слой металла.
- Дисковые. Это инструмент для образования различных канавок и пазов. Зубья могут располагаться как на боковой, так и на торцевой поверхности инструмента.
- Цилиндрические. Ось вращения такого инструмента располагается горизонтально. Зубья находятся на боковой поверхности. Они могут быть прямыми или винтовыми. Винтовые зубья обеспечивают более точную и плавную работу инструмента.
- Концевые фрезы обрабатывают пазы, выемки, уступы. Имеют зубья как на боковой поверхности, так и в торце.
- Фасонные и угловые фрезы служат для обработки фасонных и угловых поверхностей. Это реже всего применяемые виды инструмента.

ВИДЕО: Ловец снов своими руками
Контурное фрезерование концевыми фрезами
Существуют две основные технологии контурного фрезерования концевыми фрезами.
С комбинированием ручных подач
Технология выглядит так.
-
Заготовка фиксируется на столе или в тисках.
-
Деталь обрабатывается концевой фрезой по размеченному контуру (стол при этом перемещается в продольном и поперечном направлениях).
Обратите внимание! За один раз профрезеровать контур невозможно. Деталь сначала обрабатывают начерно, а затем — начисто.
Изображение №21: фрезерование криволинейного контура с комбинированием ручных подач
С использованием круглого поворотного стола
При фрезеровании заготовок на круглых поворотных столах контуры дуг образуются за счет их круговых подач. Приспособления бывают ручными и механическими. По этой технологии получают высокоточные контуры.
Изображение №22: круглый поворотный стол с ручной подачей
Обратите внимание! Выше мы рассмотрели лишь основные сферы применения концевых фрез. Об иных операциях и особенностях их выполнения читайте в специальной литературе.
Какими достоинствами и недостатками обладают трёхфазные электросчётчики
Как и любое оборудование, трёхфазный счётчик обладает как определёнными преимуществами, так и недостатками. Среди минусов подобного оборудования:
- при подключении трёхфазного счётчика электроэнергии в квартире, если имеется такая возможность, потребуется разрешение от энергосбытовой компании;
- повышенная опасность возникновения аварийных ситуаций по причине увеличения количества токоведущих жил;
- необходимость увеличения габаритов распределительного щита.
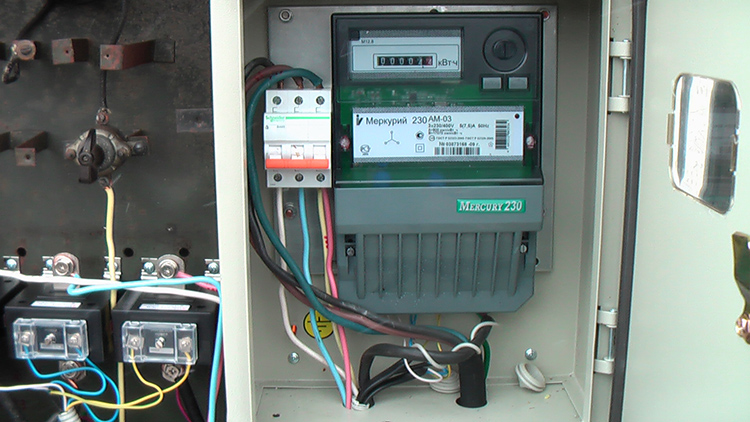 Иногда для установки может не хватить места, приходится менять щитокФОТО: omrrie.narod.ru
Иногда для установки может не хватить места, приходится менять щитокФОТО: omrrie.narod.ru
Но все эти недостатки с лихвой перекрываются достоинствами, которыми обладает трёхфазная сеть. Отметим следующие:
- появляется возможность подключения более мощного оборудования;
- жилы вводного кабеля будут иметь меньшее сечение;
- нагрузку можно равномерно распределить по разным фазам;
- домашняя сеть полностью не отключается при обрыве одной из фаз на подстанции или линии.
Для работы по дереву
Обработка деревянных заготовок не вызывает таких трудностей, как работа с металлом. С помощью фрез для дрели по дереву можно осуществлять и черновую, и чистовую обработку заготовок. Для ручного инструмента применяются фрезы, у которых хвостовик имеет диаметр 8 или 12 мм. При обработке различных материалов из древесины используются разные виды фрез. Виды фрез по дереву:
- Калёвочные. Применяются для скругления углов.
- Дисковые. Служат для вырезания различных пазов и канавок.
- Галтельные — для создания полукруглых канавок.
- V-образные. Используются для вырезания пазов на плоских поверхностях.
- Шиповые — для выполнения пазов типа ласточкин хвост.
- Кромочные — для обработки краёв изделий.
- Цилиндрические — для обработки плоских поверхностей.
- Торцевые — для производства углублений и выемок.
- Конусные — снимают фаски с кромок.
- Свёрла, предназначенные для выполнения отверстий в дереве.
Для выполнения различных технологических операций подбирается необходимый вид инструмента. При работе с режущим инструментом нужно соблюдать правила техники безопасности. В процессе обработки отлетают кусочки обрабатываемого материала, возможны и поломки режущего инструмента. В целях безопасности надо одевать защитные очки и перчатки.
Originally posted 2018-07-04 08:34:07.
Фреза фасонная радиусная
Фреза фасонная радиусная — это универсальное изделие, которое может быть использовано для обработки пазов с внутренними и внешними закруглениями. Изготавливаются по ГОСТ 9305-93.
Режущая часть радиусной фрезы позволяет выполнять не только отрезные работы, но и осуществлять выборку пазов и создавать скульптурную отделку на поверхности обрабатываемой заготовки. Использовать данный инструмент можно как в ручных станках, так и на автоматизированном оборудовании.
Фото №3: фреза радиусная вогнутая
Фото №4: фреза радиусная выпуклая
В зависимости от назначения, фреза радиусного типа может быть:
- вогнутой;
- выпуклой;
- комбинированной.
Конструкция концевых фрез
В общем виде концевая фреза представляет собой монолитный металлический цилиндр, состоящий из двух частей: поводка (хвостовика) для установки в оборудование и фрезерной части с расположенными по спирали режущими элементами (зубьями). Ее основные геометрические параметры — это общая длина, диаметр режущей части, а также диаметр, тип и длина хвостовика.
Хвостовики
В соответствии ГОСТ 53937-2010 концевые фрезеры в зависимости от их назначения и области применения могут выпускаться со следующими видами хвостовиков различных типоразмеров:
- гладкий цилиндрический;
- цилиндрический с резьбой;
- цилиндрические с несколькими видами лысок;
- с конусами Морзе, дополненными резьбой и лысками;
- с конусами 7:24 для ручной и автоматической смены инструмента;
- с полым конусом HSK для ручной и автоматической смены инструмента.

Для закрепления концевого фрезера в шпиндели и патроны с другими посадочными отверстиями применяют переходные втулки. На практике в обозначениях хвостовиков часто применяют сокращения, например, «фреза концевая к/х» означает «с конусным хвостовиком», а «КМ2» — это инструмент с конусом Морзе N2.
Режущая часть
Конструкция режущей части бывает двух типов: цельнометаллическая и со вставными режущими элементами. Режущие плоскости и разделяющие их канавки для отвода стружки огибают цилиндрическую поверхность по спирали в правом направлении (выпускается инструмент и с левым вращением). На их верхней части находится либо острая режущая кромка, либо ближе к ее концу закреплены вставные режущие пластины. Цельнометаллические фрезеры, как правило, изготавливают из быстрорежущей стали. Твердосплавные зубья с покрытием крепятся к корпусу концевого фрезера следующими способами:
- напайкой;
- эксцентриками;
- винтами;
- специальными болтами с клиновидной головкой.
Количество режущих плоскостей определяет сколько резов металла за один оборот (заход) совершает фрезерный инструмент. Самыми распространенными являются одно-, двух- и трехзаходные концевые фрезеры (их также называют «фрезы концевые одно- (двух-, трех- и т.д.) перьевые»). Концевые фрезеры с большим числом заходов применяется для чистовой обработки, а также для фрезеровки твердых и хрупких материалов.
Также дополнительные режущие поверхности имеют пазовые, копирные и шпоночные фрезеры.
Приспособления для ручного фрезера
Основная задача, которую выполняют различные приспособления для данного агрегата – это расширение функциональных возможностей устройства. Некоторые из приспособлений идут в комплекте с аппаратом, но остальные приставки к фрезеру необходимо приобретать отдельно или изготавливать собственноручно.
Параллельный упор
Данное приспособления имеется в стандартной комплектации любого фрезера.
Упор позволяет производить прямолинейные резы на заготовках. В качестве базовой направляющей используется кромка заготовки либо направляющая шина.
Направляющая шина
Шина выполняет роль направляющей, по которой движется упор аппарата. Используя данное приспособление, производят прямолинейное фрезерование заготовок.
Циркуль
Данное приспособление крепится к подошве агрегата и позволяет производить радиальную фрезеровку и вырезание окружностей.
Выборка пазов
Для выборки пазов определенной ширины используют приспособление для фрезера, показанное на следующем рисунке.
Ширина паза регулируется одной площадкой. В данном случае применяется прямая пазовая фреза с верхним подшипником.
Копир
Для перенесения какого-либо сложного орнамента или узора на заготовку используют специальные приспособления — копиры (пантографы).
Работает копир следующим образом:
- заготовка укладывается под установленный в пантографе агрегат;
- на нужном расстоянии от копира размещается орнамент или узор, который необходимо скопировать;
- указка пантографа устанавливается в начальную позицию, после чего включается двигатель агрегата;
- все движения указки по рисунку с точностью передаются на фрезер, и он вырезает на заготовке копию требуемого узора.
Копировальные кольца и шаблон
Копировальная втулка нужна, в первую очередь, для защиты шаблона от воздействия лезвий инструмента. Кроме этого, копировальное кольцо, передвигаясь по кромке шаблона, передает все его формы фрезе, которая и обрабатывает деталь, находящуюся под приспособлением.
Обработка тел вращения
Данное нехитрое приспособление позволяет вырезать поперечные и продольные пазы в заготовках цилиндрической формы (точеные ножки стола, столбы, балясины).
Шипорезное приспособление
Чтобы изготовить шипы для ящичного соединения, прямые или ласточкин хвост, используют шипорезное приспособление.
Использование данной приставки позволяет изготавливать шипы с равными расстояниями между ними, благодаря чему соединение деталей происходит идеальным образом.
Приспособление шип-паз
Соединение шип-паз является самым распространенным в столярном деле.
Чтобы изготовить данное соединение, существуют специальные приспособления, называемые пантороутерами.
Несмотря на кажущуюся сложность конструкции, данный станок легко изготавливается своими руками по чертежам, которых достаточно в интернете.
Стол для фрезера
Устанавливая ручной агрегат в стол, вы получаете стационарный мини-станок. С его помощью удобно обрабатывать мелкие и длинные детали, которые не получается зажать струбцинами. В продаже имеются уже готовые фрезерные столы, специально предназначенные для закрепления ручных фрезерных машин. Ниже показан стол, выпускаемый компанией Корвет.
Но как показывает практика, большинство мастеров предпочитают изготавливать фрезерные столы своими руками, поскольку конструкция их не отличается сложностью. Стол под фрезер можно изготовить из толстой фанеры или из ЛДСП толщиной от 16 мм.
Приспособление для филенок
Если вырезать равнобедренный треугольник, например, из фанеры, и закрепить его на подошве фрезера, как показано на следующем рисунке, то получится нехитрое приспособление для обработки филенок дверей.
Данная накладка позволяет проводить дополнительное декорирование уже готовых дверей, не разбирая их, без применения шаблонов.
Цилиндрические фрезы — их разновидности и назначение
Для работы со сложными деталями и заготовками применяются цилиндрические фрезы. Для изготовления оснастки применяются такие виды сталей, как легированная, углеродистая и быстрорежущая. Выпускается оснастка с режущими кромками прямого и наклонного (винтового) типа. Оснастка эффективно справляется не только со сложными и многослойными поверхностями, но еще и с такими видами материалов, как чугун, конструкционная и жаропрочная сталь, оргстекло, а также стеклопластик.
Особой популярностью пользуются устройства, которые имеют винтовую форму режущей части. Они более эффективны, но самое главное, позволяют выполнять работку качественно
Для достижения высокой точности обработки, фрезеровщику немаловажно учитывать нагрузку, которую испытывает конструкция (зависит от типа обрабатываемого материала)
Цилиндрическая фреза с прямыми зубьями нашла свое применение в обрабатывании поверхностей на заготовках, к которым имеется прямой доступ. Найти такой вид режущей оснастки достаточно трудно, так как они не пользуются популярностью, и выпускаются далеко не всеми производителями. Фреза цилиндрическая с винтовой формой зубьев используется для обрабатывания поверхностей заготовок с узкими участками или труднодоступными местами. Чтобы уменьшить осевую нагрузку, применяются оснастки, имеющие разные углы наклона рабочей части. Их еще называют сдвоенными, так как их зубцы имеют разные углы наклона. За счет такой конструкции режущих кромок, в процессе резки происходит уравновешивание нагрузки.
В группе цилиндрических фрез имеются насадки, которые также называются «кукуруза». Свое название они получили посредством прямого сходства с овощной культурой. Применяется «кукуруза» для обработки уступов, а также с целью прорезывания канавок.
Мы работаем со следующими брендами:
Обзор видов
По своему назначению кольцевые фрезы бывают по металлу и дереву, для скважин. Существуют также виды и для дрели, и для магнитных агрегатов. Однако всё разнообразие видов инструмента этим не исчерпывается.
По конструктивным особенностям хвостовых элементов выделяют 3 вида. Наиболее ходовым считается Weldon, предназначаемый для использования на магнитных станках. Производится в двух размерных модификациях: Weldon 19 (для инструментов диаметром до 61 мм – hard-line40 мм, gold-line30 мм, blue-line30 мм) и Weldon 32 (для диаметров более 61 мм).
Ещё одним видом является Nitto/Universal 19 мм, подходящий для любого оборудования, которому впору хвостовики Weldon 19.
Выпускаются такие инструменты по металлу не только для агрегатов с ЧПУ, но и для дрели, называемые борфрезами. Здесь предусматривается особая шпилька для зажима в патроне дрели. Обычно такие инструменты продаются комплектами, поскольку работа с применением дрели требует особой точности и соответствующих форм инструмента.
Для ручных фрезеров приспособление также продаётся в наборе. При этом выпускают кромочные фрезы с подшипниками и без них. Первые предназначаются для обработки кромок деталей, вторые используются на любых участках заготовок, но для точных работ требуются шаблоны. На нашем рынке чаще можем увидеть инструменты китайского производства для ручных фрезеров, но их качество оценивается как вполне высокое.
К выбору данного устройства надо подходить крайне ответственно
Важно помнить, что кольцевые фрезы по металлу для дрели бывают двух типов
- Производимые из быстрорежущих сталей и характеризующиеся отменными рабочими качествами.
- С твердосплавными зубьями. ГОСТ определяет возможность производства фрез с использованием особых сплавов, выдерживающих высокие температуры. Существуют и варианты исполнения для электродрелей.
Основные критерии выбора заключены в четырех пунктах.
- Желаемый диаметр в обрабатываемом изделии.
- Недорогие модели из быстрорежущих сталей с повышенной степенью упругости применяются для получения отверстий диаметром до 30 мм. При этом заготовка должна выполняться из мягких материалов – зубья в меньшей степени подвергаются поломкам.
- Для получения отверстий диаметром более 35 мм применяются модели, режущие кромки у которых делают способом напайки из твёрдосплавных материалов. Эти изделия обладают значительным запасом рабочего ресурса.
- Вид обрабатываемого материала. Излишне твердые поверхности приводят при обработке к перегреву рабочей зоны инструмента.
Следует знать, что в домашних условиях можно обрабатывать металл с помощью так называемого сверла-фрезы. Но использовать его нужно только для заготовок малой толщины. Эксперты не советуют вставлять такой инструмент в ручные фрезеры – он обычно используется исключительно в электродрелях.
Размеры
Все прорезные и отрезные дисковые фрезы стандартизированы по ГОСТ 2679-2014. Там прописаны размеры инструмента, посадочный диаметр втулки, число зубьев и остальные параметры.
- Диаметр стандартных инструментов составляет от 20 до 315 мм.
- На металлургических производствах для разрезки проката применяются фрезы размером 1200 мм и более.
- Ширина дисковых фрез лежит в пределах 0,2-3,5 мм. У модульных она больше.
- Наибольшее отклонение ширины – до 0,3 мм.
В любом случае следует брать как можно большую фрезу. Тогда время работы одного зуба сокращается (растёт период стойкости инструмента), и улучшаются условия охлаждения. Увеличится число зубьев, что повысит точность, но потребуется более мощный двигатель.
Кроме того, на больших фрезах проще закрепить сменные пластины.
Там прописан диапазон диаметров, выходить за который настоятельно не рекомендуется
Как и брать неизвестные инструменты, поэтому всегда обращайте внимание на фирму-производителя
Как ухаживать за фрезами и что следует знать
Наборы продаются в специальных фанерных ящичках со специальными гнездами для установки фрез. Ухаживать за таким инструментом проще всего — надо защитить их от контактов с атмосферной влагой. Проще всего поместить контейнер в полиэтиленовый пакет, что обеспечит надежную защиту от сырости. Отдельные элементы хранят в собственных упаковках (если есть) или в отдельных контейнерах.
Для них также следует обеспечить максимальное отсутствие влаги, в чем поможет полиэтиленовый пакет или герметичная коробка. Хранить их следует в сухом отапливаемом помещении, иначе при внесении в теплую мастерскую они сразу отпотеют и покроются капельками водяного пара.
Мнение эксперта
Кузнецов Василий Степанович
Советы опытных владельцев единодушны — специального ухода за режущим инструментом такого типа не требуется, надо лишь обеспечить условия для хранения.
Приходилось ли вам работать ручным фрезером по дереву?
Постоянно!Не довелось
В заключение следует отметить:
Для того, чтобы использовать наиболее качественный и надежный инструмент, надо иметь некоторый опыт обращения с продукцией разных фирм. Нередко самые дорогие модели уступают по качеству более дешевым образцам. При этом, для ответственных и чистых работ надо применять изделия ведущих производителей, которые демонстрируют наибольшую эффективность и отсутствие изъянов поверхности.
- УШМ с регулировкой оборотов и плавным пуском. Рейтинг моделей
- Электролобзик: как выбрать, характеристики, рейтинг моделей
- Аккумуляторные шуруповерты: рейтинг моделей, советы по выбору
- Сучкорезы для обрезки деревьев. Разновидности и рейтинг лучших моделей
Что это такое?
Обращаясь в салон красоты или к своему мастеру, вы хотите видеть только самый лучший результат. Несомненно, промышленность сделала огромный скачек вперед, поэтому технологии коснулись даже области маникюра. Существует два вида маникюра: обрезной и аппаратный. В отличие от обрезного, аппаратный маникюр выглядит более аккуратно, а процесс его нанесения не доставляет болевых ощущений.
Если в обычном обрезном маникюре используются пилочки, апельсиновые палочки, пушеры, бафы, маленькие маникюрные ножницы, щипчики-кусачики и многие другие инструменты, то в маникюре с помощью машинки вам достаточно лишь специального приспособления – аппарата, который похож на толстую ручку. Такой аппарат называется фрезер или фрезерная машинка.
Для того чтобы фрезер мог выполнять разные по назначению действия, необходимо использовать различного вида насадки: фрезы, сверла, боры, полировщики и другие. Такие приспособления обычно идут в комплекте, но продвинутые мастера докупают их отдельно (в зависимости от тех задач, которые необходимо выполнить с помощью них).
Маникюр и педикюр для своего качественного исполнения требуют разные по форме насадки, разные фрезы. Эти наконечники могут быть сделаны с разной текстурой или выполнены из разных материалов. Чаще всего к каждому аппарату идет описание в виде инструкции по применению, поэтому разобраться, что к чему, не составит большого труда.
Основными плюсами аппаратного маникюра является его безболезненность и скорость выполнения. Нельзя полагать, что у данной процедуры нет минусов. Аппаратный маникюр только начинает развиваться, поэтому не все мастера знают о том, как правильно работать со фрезером. К тому же, необходимо правильно выбирать насадки и качественно стерилизовать их перед каждым новым применением.
Фреза фасонная угловая
Фреза фасонная угловая используется для обработки поверхностей со сложным профилем. Довольно часто такой вид оснастки применяют на инструментальном производстве для фрезеровки стружечных пазов различных металлорежущих приборов.
Фото №5: фреза фасонная двуугловая
Фото №6: фреза фасонная одноугловая
Важнейшие отличием данного вида фрезеровочных изделий является их коническая форма и зубья различной высоты. Различают следующие виды угловых фасонных фрез, в зависимости от месторасположения зубьев и режущей кромки:
- одноугловые;
- симметричные двуугловые;
- несимметричные двуугловые;
- концевые.
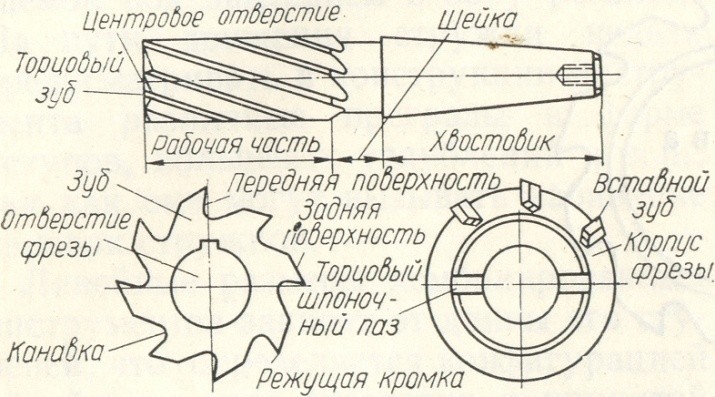
Конструкции фрез и их влияние на технологию производства фрезерных операций
Рассматриваемые инструменты подразделены на несколько основных категорий, классифицируется по типу и назначению. Они выполняют свои функции не только под осевой нагрузкой, имеют возможность перемещения во время работы, за счёт наличия боковых кромок. Режущие кромки, точнее их количество, напрямую зависит на качество выполняемых действий ручным фрезером.
Используемый инструмент, предназначенный для обработки принято считать ручной фрезер. Существуют средства исполнения корончатого типа, они позволяют выполнять работы обыкновенной дрелью. В таком случае, фрезерная головка, применяемая по дереву, выполняет роль обработки кромок, изготовления простых отверстий.
Оформление и изготовка изделий с пазами необходимой глубины, размеров осуществляется с помощью торцевых фрез. Ножи, используемые для фрезы по дереву подвергаются немалым нагрузкам. Предотвращение излишней обработки сказывается, за счет использования подшипников. Торцевые фрезы для ручного фрезера позволяют создавать соединения деревянных конструкций посредством системы шип/паз.
Чтобы изготовить на дереве необходимое отверстие, понадобится борфреза. В большинстве случаев такой инструмент используется при промежуточной обработки. Шарошки позволяют «раскрыть» отверстие на необходимую глубину, после производятся дальнейшие действия.
Геометрия фрезы
Геометрия фрезы определяется углами, которые образуются между основными поверхностями обрабатываемой заготовки и режущими кромками зубьев инструмента.
Изображение №1: геометрия фрезы: поверхности и углы
Начнем с описания трех основных поверхностей.
-
Обрабатываемая (1). Это поверхность, которая подлежит обработке.
-
Обработанная (5). Это поверхность, полученная после обработки.
-
Поверхность резания (7). Образуется в процессе резания кромками зубьев фрезы.
При расчете геометрии фрез также используют исходные плоскости.
-
Основная (3). Проходит через данную точку режущей кромки и ось фрезы (4).
-
Плоскость резания (6). Проходит через главную режущую кромку зуба фрезы и располагается касательно поверхности обработки.
-
Секущая (2). Располагается перпендикулярно к проекции режущей кромки на основную плоскость.
Геометрию фрезы определяют 8 углов.
Главные углы. Это передний угол γ, задний угол α и угол заострения β.
-
Угол наклона главной режущей кромки ω.
-
Углы в плане. Это главный угол ϕ, вспомогательный угол ϕ1 и угол при вершине ε.
-
Вспомогательный задний угол α1.
Изображение №2: геометрия фрез
Расскажем об углах геометрии фрез в деталях.
Как сделать треугольный ловец снов?
Виды трехфазных счетчиков
Приборы учета различаются конструкционно:
- электронные учитывают импульсы преобразователя, передают их на контроллер;
- трехфазные индукционные счетчики считывают число оборотов диска, приводимого в движение наведенным магнитным полем.
По типу подключения выпускают трех видов подключения:
- прямого:
- полукосвенного;
- косвенного.
Счетчики прямого включения, они подцепляются к кабельной разводке сечением от 15 до 25 мм². Толстый провод к клеммам приборов прямого подключения не подсоединить.
Основные силовые характеристики:
- максимальная сила тока – 100 А;
- расчетная мощность – 60 кВт.
Из-за сложности схемы монтажа в жилых постройках не обращаются к установке трехфазных многотарифных электросчетчиков полукосвенного и косвенного запуска (12- или 10-проводных). Для работы с таким оборудованием нужна профподготовка электрика. Приборы рассчитаны на большую потребительскую нагрузку. Подключаются к сети 380 В через преобразователь трансформаторного типа, поэтому показания счетчика необходимо перед передачей данных потребления корректировать – умножать на коэффициент трансформации.
Описание
Кольцевые фрезы успешно заменили спиральные аналоги. Благодаря своим конструктивным особенностям они позволяют получать отверстия любых диаметров и глубины в разы быстрее, чем цилиндрические аналоги. Кроме того, процесс сверления корончатыми инструментами является малошумным, а степень шероховатости получаемого отверстия минимальна. Таких качественных результатов при помощи обычных фрез получить не представляется возможным.
Конструктивные возможности таких фрез позволяют получать широкий диаметральный размерный ряд высверливаемых отверстий, что даёт возможность специалисту решать любые задачи. Наибольшая глубина высверливания составляет 200 мм, а его ширина – 12–150 мм.
Кольцевая фреза состоит из тела, режущего элемента и хвостовика. Режущий элемент определяет скоростные качества инструмента и его производительность. Фрезы из легированных сталей выпускают в литом виде, их можно затачивать неоднократно (на специальных станках). Инструменты с напаиваемыми элементами снова не затачиваются. Диаметры поучаемых отверстий определяются внешними контурами инструментов.
Тело фрезы имеет гладкую и полую внутреннюю часть. Чем оно длиннее, тем более толстую деталь можно просверлить.
Спецификой инструмента является наличие специальной направляющей в виде центрующего штифта. Большинство кольцевых фрез укомплектовывается таким дополнением для фиксации центра. Штифт изготовлен в виде скруглённого стержня определённых размеров, соответствующих размерам тела фрезы.
Корончатые фрезы – это новейший, хорошо продуманный инструментарий для сверлильных агрегатов. Для них характерен ряд преимуществ.
- Возможность работать на станках с небольшими мощностями, что является следствием конструктивных особенностей инструмента. К примеру, работая такой фрезой на магнитном оборудовании мощностью до 1000 Вт, вполне реально сделать выемку диаметром 30–35 мм. Спиральный же аналог при сопоставимых мощностях агрегата позволит получить диаметр отверстия всего лишь 12–13 мм.
- Выполнение отверстий больших диаметров, минуя предварительную подготовку.
- Отменное качество обработки.
Работая с таким инструментом, можно получать исключительно сквозные отверстия – глухие производить не дано. Такое небольшое ограничение с лихвой компенсируется достоинствами инструмента:
- применяют его, когда требуются определённые показатели шероховатости, что не всегда достигается применением обычных инструментов;
- устанавливать такую оснастку можно на различные станки;
- используется и при многоинструментальных видах обработки;
- удаление значительного количества металла за один проход;
- затрачивается меньшее количество энергии для получения из металла стружки;
- высокий уровень производительности обуславливается применением быстрорежущих сталей для изготовления режущей кромки, которая обладает высокой степенью устойчивости к воздействию тепла;
- обеспечение требуемой точности и скорости резания;
- оптимальный угол зубьев улучшает процесс сверления и уменьшает степень давления на заготовку;
- угол заточки делает инструмент универсальным, пригодным для обработки различных сортов стали;
- усовершенствованная геометрия фрез значительно снижает уровень их нагрева, что облегчает выход стружки из металла;
- наименьшее количество шума при работе.
Недостаток у корончатых фрез один – высокие цены. Усложнённое изготовление инструмента повышает стоимость и снижает его ремонтопригодность. При этом осуществление его заточки возможно исключительно на специальном оборудовании.







