Принципы изготовления плазменного резака своими руками
Содержание:
- Преимущества
- оплата ON-LINE
- Плазморез своими руками
- Устройство и принцип работы плазмореза
- Приборы для плазменной резки
- Опросник для подбора установки плазменной резки
- Топ-10 недорогих плазморезов
- Как правильно выбрать инструмент для плазменной резки
- Особенности работы плазмореза
- Цветность и прозрачность
- Что представляет собой плазменная резка
- Приёмы плазменной сварки
- Принцип работы устройства
- Об отрицательных и положительных качествах
- Как выполняется процесс плазменной сварки в нижнем положении?
Преимущества
Плазменные резаки для металла часто используются на строительных площадках и в частных мастерских. Востребованность объясняется преимуществами плазмореза:
- С помощью плазмотрона можно обрабатывать разные виды металлов и сплавов.
- Не нужно подготавливать рабочую поверхность. Высокого качества обработки можно достичь без очистки металла от ржавчины и краски.
- При аккуратном и медленном ведении резака по обрабатываемой поверхности получается высокоточный рез. Не остаётся окалин и наплывов.
- Даже при не большой толщине металлического листа, он не будет повреждён из-за сильного нагревания. Связано это с особенностями используемого оборудования.
- С помощью плазмореза можно делать ровные, фигурные резы.
Во время работы плазмотрона практически не выделяется вредных веществ, что делает процесс обработки безопасным для здоровья.
Плазменная резка металлов — технологический процесс с использованием специального инструмента, который позволяет разрезать металлические листы. Выбор плазмотрона зависит от того, какие материалы будут обрабатываться. Если устройство выбрано неправильно, плазменная дуга не сможет разрезать металлическую заготовку.
оплата ON-LINE
Плазморез своими руками
Самодельный кабель-шланговый пакет
Видео
Посмотрите полезный видеоролик, где умелец показывает, как сделать кабель-шланговый пакет своими руками:
https://youtube.com/watch?v=02kj0bWojGU
Самодельный трансформатор для плазмореза
Один из возможных источников питания аппарата плазменной резки — это самодельный трансформатор для плазмореза. Он обладает рядом достоинств:
- не чувствителен к перепадам напряжения;
- позволяет резать толстый металл.
Но, вместе с тем, у него имеется несколько минусов: низкий КПД и большая масса.
Подготовка
Подберите для самоделки сварочный трансформатор, который сможет обеспечить работу вашего плазмореза в удобных для вас условиях. Бытовая однофазная электропроводка может выдерживать нагрузку до 25А, соответственно трёхфазная – до 60А. Удобнее всего использовать трёхфазную с плавной регулировкой исполнительных параметров:
- изменением размеров воздушного промежутка между первичной и вторичной обмотками;
- согласованным изменением числа витков первичной и вторичной обмоток;
- применением подмагничиваемого шунта и т. п.
Необходимо проверить и отрегулировать все органы настройки. Если демонтировалась вторичная обмотка, то, будет не лишним, намотать дополнительную первичную обмотку и предусмотреть возможность её подключения при необходимости настройки режима реза. Это позволит получать ровные и гладкие стенки. Кроме того следует предусмотреть несколько ответвлений во вторичной обмотке по той же причине.
Полезное видео:
Посмотрите ролик плазмореза, где используется самодельный трансформатор:
Эксплуатация такого трансформатора не вызывает каких-либо трудностей. Положительная особенность таких гаджетов – они легко переносят токовые перегрузки. Недостатком (кроме неподъёмного веса) является необходимость частого применения осциллятора. Но, и этот «недостаток» очень быстро, с приобретением опыта, проходит.
Устройство и принцип работы плазмореза
Оборудование для плазменной резки состоит из:
- источника питания;
- горелки;
- кабеля массы;
- компрессора или баллона со жатым воздухом.
Источником питания выступает инвертор, выдающий постоянный ток, который до этого был преобразован несколько раз с повышением частоты. Для подключения необходимо 220 или 380 V, в зависимости от характеристик прибора. На выходе аппарат выдает напряжение до 400 V и силу тока от 25 до 125 А. Горелка в таком оборудовании называется плазмотроном. На ней есть сопло и кнопка для запуска питания. Плазмотрон бывает ручной или автоматического типа на кронштейне с рельсами.
Составные элементы плазмореза.
Устройство плазмотрона.
Принцип работы плазмореза заключается в возбуждении электрической дуги, в которую подается сжатый воздух. От нагрева он переходит в плазму, которой осуществляется резка всех видов металлов и даже керамики. Температура плазмы составляет около 20000 градусов, что превосходит показатель кислородной резки в 6 раз.
Еще плазма обладает высокой скоростью иссечения 1500 м/с, которой нет у газо-кислородного пламени, режущего за счет давления в 10 атм из баллона. Такие характеристики дуги обеспечивают чистый рез, узкую кромку и минимум шлака на обратной стороне детали.
Для резки плазмотроном в оборудовании осуществляются следующие процессы:
1. Источник тока подает напряжение на катод и анод, расположенные в сопле плазмотрона. Между ними возникает электрическая дуга. Одновременно от компрессора поступает сжатый воздух, пропущенный через фильтр-осушитель. Воздух, проходя через дугу, ионизируется и превращается в плазму. Эта дуга называется дежурной и горит только на плазмотроне.
Работа плазменной горелки.
2. Затем сварщик подносит горелку к заготовке. Благодаря кабелю массы, несущему положительный заряд и подключенному к изделию, дуга замыкается на материале. Дежурная дуга становится режущей. Сварщик управляет горелкой и ведет резку по намеченному контуру. Длину плазмы и ширину можно регулировать силой тока и диаметрами устанавливаемых сопел.
3. Когда резка выполнена, сварщик убирает горелку от изделия и снова горит дежурная дуга. Отпуская кнопку, она гасится и еще какое-то время подается воздух для охлаждения сопла.
Схема работы плазмореза.
Приборы для плазменной резки
На прилавках специализированных магазинов вы встретите приборы двух типов: для бесконтактной и контактной резки.
Бесконтактная резка используется для обработки пластика и натурального камня. В таких устройствах плазма образуется между соплом и электродом.
Бесконтактная резка используется для обработки пластика и натурального камня
Контактная обработка подразумевает непосредственное соприкосновение электродуги с металлом. Именно такие устройства обычно приобретают для бытовых нужд.
Автоматические устройства
Такие приборы можно встретить на промышленных предприятиях. Они управляются с помощью компьютеризированных систем и позволяют точно кроить серийные листовые детали толщиной до 7 см. Обычно это очень мощные агрегаты, которые питаются от сети в 380 В.
Стоимость подобных агрегатов – от миллиона рублей и выше
Ручные резаки
Устройства с ручным управлением мобильны и довольно компактны. Они состоят из самого плазмотрона, шланга, трансформаторного блока и выпрямительной подстанции.
Работа с такими аппаратами может происходить в двух направлениях:
- косвенной, бесконтактной резки струёй плазмы. Этот принцип используется для неметаллических поверхностей;
- прямой контактной резки для металлических деталей.
Такие устройства используются не только в быту, но и на предприятиях, осуществляющих металлообработку
Вес таких приборов редко превышает 25 кг, работают они от сети с обычным напряжением в 220 В. Подобные устройства универсальны и стоят от 15 тысяч рублей.
Источники питания плазматрона
Не все приборы для ручной резки работают от переменного тока. Некоторые резцы могут иметь преобразователи и усилители. Но КПД у них ниже, чем у инструментов, получающих питание постоянным током. Получается, что только такие приборы являются универсальными для резки любых изделий.
Для цветных металлов, температура плавления которых ниже стали, достаточно использования резака с инвертором. Это самый оптимальный выход, позволяющий работать в мобильном режиме
Трансформаторы весят гораздо больше, но и мощность выдают соответствующую. Они не дают сбои при перепадах напряжения. Плюс трансформаторы можно использовать постоянно, не делая перерывы на остывание. Но и счётчик электроэнергии при этом мотает киловатты с космической скоростью.
Опросник для подбора установки плазменной резки
Мы рассмотрели основные узлы плазменных машин и особенности, которые нужно учитывать при подборе данного вида оборудования. В заключении я представляю вашему вниманию краткий список вопросов, ответ на которые поможет вам подобрать оптимальный для вас станок:
- Какой тип металла вы будете раскраивать?
- Какова минимальная и максимальная толщина резки?
- На какой максимальной толщине вам необходима врезка (прошивка)?
- Какие требования к чистоте и точности реза?
- Нужно ли вырезать окружность, диаметр которой равен или меньше толщины листа?
- Нужно ли осуществлять рез под углом?
- Какой размер листа вы планируете резать?
- Сколько часов в сутки планируется эксплуатировать установку?
- Какое количество деталей необходимо раскраивать в смену/месяц/год?
- Какие есть ограничения по производственным площадям?
- Какие есть ограничения по электрической сети?
- На какой бюджет вы рассчитываете?
Ответ на эти вопросы и определит технические параметры для подбора подходящей установки.
Рис. 3 Установка плазменной резки от турецкого производителя
Типы плазморезов:
| По типу резки: | По типу используемого газа: | По типу поджига дуги: | По типу охлаждения: |
| Для ручной резки | Плазмотроны на сжатом воздухе | С контактным поджигом | С воздушным (газовым) охлаждением |
| Для автоматической резки | Плазмотроны на аргоне, кислороде, азоте или их смесях | С пневмоподжигом (PN) | С жидкостным охлаждением |
| С высокочастотным поджигом (HF) |
- Для ручной резки. Используются для работ в небольших производствах, мастерских, станциях технического обслуживания, гаражах, личном хозяйстве и т.д. Даже инвертор небольшой мощности позволяет ручным резаком быстро и эффективно резать металл толщиной до 30 мм. Можно резать листовой металл, трубы, различные детали и конструктивные элементы.
- Для автоматической резки. Используются в станках стационарного типа для автоматического раскроя листового металла или профильных труб. В работе обычно управляются с помощью ЧПУ. Комплектуются мощными инверторами зачастую с несколькими сменными плазмотронами и соплами.
По типу используемого газа:
- Плазмотроны на сжатом воздухе. Наиболее распространенный вид плазморезов. К их достоинствам относятся простота, низкая стоимость оборудования и расходных материалов (электроды, сопла), простота в управлении, высокая эффективность и универсальность. Могут использовать обычный или очищенный сжатый воздух.
- Плазмотроны на аргоне, кислороде, азоте или их смесях. Используются в работах более сложных систем больших производств на стационарных раскройных станках для резки меди, алюминия и их сплавов. Требуют более точной настройки.
По типу поджига дуги:
- Контактные. В контактных плазмотронах соплом нужно дотронуться на поверхности рабочей детали для формирования дуги. Такой тип поджига у бытовых инверторов небольшой мощности.
- Пневмоподжиг. Инверторы с пневмоподжигом формируют стартовую (дежурную) дугу внутри плазмотрона, без контакта сопла с поверхностью детали или высокачастотного разряда, который может нанести вред электронике станка с ЧПУ.
- Высокочастотный (HF) поджиг. В данном случае дуга возбуждается при помощи входящего в состав источника тока устройства – осциллятора. Дуга образовывается, только когда имеется высокочастотный электрический разряд между поверхностями заготовки и соплом плазмотрона (при этом поверхности между собой не соприкасаются). Стартовая дуга инициируется по команде сварщика внутри поверхности плазмотрона между электродом и внутренней поверхностью сопла с помощью тока высокой частоты. Рабочая дуга автоматически поджигается от стартовой каждый раз при поднесении плазмотрона к поверхности детали и гаснет по команде сварщика или при увеличении этого расстояния.
По типу охлаждения:
- С воздушным (газовым) охлаждением. Сопло плазмореза охлаждается поступающим воздухом или рабочим газом.
- С жидкостным охлаждением. Жидкостное охлаждение плазмореза используется в высоконагруженных промышленных резаках с большими токами от 150 А.
Топ-10 недорогих плазморезов
Дорогостоящие плазменные резаки промышленного типа могут стоить сотни тысяч рублей. Однако на рынке в широком ассортименте представлены устройства из средней и низкой ценовой категории.
TSS Pro Cut-40
Инверторный плазменный резак работает от сети 220 В и выдает максимальный ток 40 А. Периодичность включения у модели составляет 60%, а наибольшая толщина пропила равна стандартным 12 мм. Работает с любыми металлами и сплавами, но требует подключения отдельного компрессора.
 Стоимость плазмореза начинается от 18000 рублей
Стоимость плазмореза начинается от 18000 рублей
Fubag Plasma 30 LV
Бытовой аппарат со скромным потреблением 3,6 кВт функционирует от обычной сети и выдает максимум 30 А при работе. Периодичность включения невысокая — 32%, в отдыхе плазморез нуждается часто. Расходует 115 л газа в минуту, обладает толщиной резки до 10 мм.
 Небольшие возможности плазмореза Fubag модели 30 LV окупаются доступной ценой — всего 4500 рублей
Небольшие возможности плазмореза Fubag модели 30 LV окупаются доступной ценой — всего 4500 рублей
Русэлком Cut 40
Один из самых хороших плазморезов для дома предлагает силу режущего тока до 35 А и справляется с заготовками толщиной 12 мм. Встроенного компрессора у агрегата нет, поэтому для него потребуется приобрести внешний источник. Охлаждение у модели воздушное, но КПД составляет не менее 60%, что и обуславливает высокую популярность агрегата.
 Купить резак Русэлком можно за 18700 рублей
Купить резак Русэлком можно за 18700 рублей
Bars Profi Cut 47 D
Бытовой плазменный резак способен выдавать от 20 до 40 А тока при сварке. Поддерживает подключение к сети 220 В, справляется с металлами до 12 мм. Не коробит и не деформирует листы в процессе работы, выполняет распил точно и быстро.
 Bars Profi без встроенного компрессора стоит около 17000 рублей
Bars Profi без встроенного компрессора стоит около 17000 рублей
FoxWeld Plasma 43
Плазморез с высоким КПД 85% отличается долговечностью и устойчивостью к износу — расходники и энергоносители устройства долго не выходят из строя. Прибор оснащен автоматической продувкой и возможностью электронной регулировки. Обладает компактными размерами и относительно небольшим весом 8,5 кг.
 Цена FoxWeld Plasma 43 средняя, примерно 20000 рублей
Цена FoxWeld Plasma 43 средняя, примерно 20000 рублей
Ресанта ИПР-40К
Плазморез латвийского производства оснащен ручной системой поджига, поддерживает ток до 40 А, при максимальной нагрузке демонстрирует продолжительность действия 35%. Справляется со сталью 12 мм и с алюминием 6 м, работает от бытовой электросети.
 Купить Ресанта ИПР-40К можно от 21000 рублей
Купить Ресанта ИПР-40К можно от 21000 рублей
Kedr Cut-40
Недорогой профессиональный резак потребляет целых 6,6 кВт при работе, поэтому чаще всего используется в промышленных условиях. Обладает максимальным током 40 А и показателем периодичности включения 60%, распиливает металл до 12 мм.
 Приобрести плазморез Kedr можно за 22000 рублей
Приобрести плазморез Kedr можно за 22000 рублей
FoxWeld Saggio Plasma 40
Еще один плазменный резак от FoxWeld поддерживает стандартную толщину сечения 12 мм и демонстрирует периодичность включения 35%. Способен выдавать ток от 15 до 40 А, отличается высоким классом защиты и изоляции. Требует приобретения внешнего компрессора, причем подача воздуха не должна быть ниже 110 л.
 Saggio Plasma 40 от FoxWeld стоит около 15000
Saggio Plasma 40 от FoxWeld стоит около 15000
Ресанта IPR-25
Недорогой аппарат плазменного действия подходит для домашнего применения. Максимальная сила тока устройства составляет всего 25 А, при этом периодичность включения довольно высокая — 60%. Поддерживает систему бесконтактного поджига, работает от сети 220 В и не создает перегрузок для электросистемы.
 Купить модель плазмореза IPR-25 от Ресанта можно всего за 7000 рублей
Купить модель плазмореза IPR-25 от Ресанта можно всего за 7000 рублей
FoxWeld Plasma 33
Недорогой воздушно-плазменный аппарат от FoxWeld применяется для резки стали, алюминиевых сплавов и других металлов. Обладает КПД на уровне 85%, поддерживает ток 15-30 А, выполняет пропил до 8 мм. Система поджига в устройстве контактная, для работы с плазморезом рекомендуется покупать компрессор с производительностью не менее 170 л за минуту. В комплекте с аппаратом идут шланг, заземляющий кабель и узел редуктор-осушитель для подготовки воздуха.
 В среднем цена FoxWeld Plasma 33 начинается от 13000 рублей
В среднем цена FoxWeld Plasma 33 начинается от 13000 рублей
Как правильно выбрать инструмент для плазменной резки
Любой работавший с плазменной резкой сварщик отметит, что чем выше сила подающего на электрод тока, тем быстрее проходит процесс. Но есть определенные условия, на которые влияют и другие параметры оборудования.
Тип металла и толщина среза. От этих параметров будет зависеть выбор оборудования, с которым придется работать. А именно такой параметр, как сила тока. Внизу таблица соотношений.
| Вид металла | Сила тока для резки металлического листа толщиною 1 мм, А |
|---|---|
| Цветные металлы | 6 |
| Черные металлы и нержавейка | 4 |
Чтобы разрезать медный лист толщиною 2 мм, потребуется резак плазменный с силой тока 12 А. И так далее.
Особенности работы плазмореза
Чтобы сделать плазморез, используя для его изготовления инвертор, необходимо разобраться в том, как такой аппарат работает.
После включения инвертора электрический ток от него начинает поступать на электрод, что приводит к зажиганию электрической дуги. Температура дуги, горящей между рабочим электродом и металлическим наконечником сопла, составляет порядка 6000–8000 градусов. После зажигания дуги в камеру сопла подается сжатый воздух, который проходит строго через электрический разряд. Электрическая дуга нагревает и ионизирует проходящий через нее воздушный поток. В результате его объем увеличивается в сотни раз, и он становится способным проводить электрический ток.
При помощи сопла плазмореза из токопроводящего воздушного потока формируется уже струя плазмы, температура которой активно повышается и может доходить до 25–30 тысяч градусов. Скорость плазменного потока, за счет которого и осуществляется резка деталей из металла, на выходе из сопла составляет порядка 2–3 метров в секунду. В тот момент, когда струя плазмы соприкасается с поверхностью металлической детали, электрический ток от электрода начинает поступать по ней, а первоначальная дуга гаснет. Новая дуга, которая горит между электродом и обрабатываемой деталью, называется режущей.
Характерной особенностью плазменной резки является то, что обрабатываемый металл плавится только в том месте, где на него воздействует плазменный поток
Именно поэтому очень важно сделать так, чтобы пятно воздействия плазмы находилось строго по центру рабочего электрода. Если пренебречь этим требованием, то можно столкнуться с тем, что будет нарушен воздушно-плазменный поток, а значит, ухудшится качество выполнения реза
Для того чтобы соблюсти эти важные требования, используют специальный (тангенциальный) принцип подачи воздуха в сопло.
Параметры плазменной резки различных металлов (нажмите для увеличения)
Важным параметром плазменной резки является скорость воздушного потока, которая не должна быть слишком большой. Хорошее качество реза и быстроту его выполнения обеспечивает скорость воздушной струи, равная 800 м/сек. При этом сила тока, поступающего от инверторного аппарата, не должна превышать 250 А. Выполняя работу на таких режимах, следует учитывать тот факт, что в этом случае увеличится расход воздуха, используемого для формирования плазменного потока.
Самостоятельно сделать плазморез несложно, если изучить необходимый теоретический материал, просмотреть обучающее видео и правильно подобрать все необходимые элементы. При наличии в домашней мастерской такого аппарата, собранного на основе серийного инвертора, может качественно выполняться не только резка, но и плазменная сварка своими руками.
Цветность и прозрачность
Что представляет собой плазменная резка
В отличие от газовой резки ее плазменный аналог не способствует перегреванию всего обрабатываемого изделия. Высокая температура возникает непосредственно в месте разделки металла, а остальные части изделия не прогреваются и не деформируются.
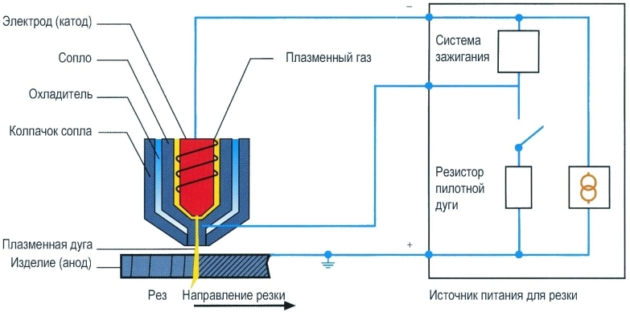 Схема плазмореза
Схема плазмореза
Принцип плазменной резки металла основывается на:
- выдаче необходимого напряжения источником тока (стандартное напряжение — 220 В, повышенное — 380 В, для резки металла на крупных предприятиях);
- передаче тока к плазмотрону (горелке) через кабели, в результате между анодом и катодом загорается электродуга;
- подаче компрессором по шлангам воздушных потоков в устройство;
- действии внутри плазмотрона завихрителей, направляющих потоки к электрической дуге;
- прохождении вихревых потоков воздуха через электродугу и создании ионизирующего воздуха, разогретого до высоких температур;
- замыкании рабочей дуги между электродом и обрабатываемой поверхностью при поднесении плазмотрона к ней;
- действии воздуха под большим давлением и высокой температурой на обрабатываемое изделие.
 Принцип работы плазменной резки
Принцип работы плазменной резки
В результате получается разрез небольшой толщины с минимальными наплывами.
Дуга способна гореть в дежурном режиме, если аппарат не используется в конкретное время. При дежурном режиме горение поддерживается автоматически. При поднесении горелки к изделию дуга мгновенно переходит в рабочий режим и моментально разрезает металл.
После выключения аппарата производится его продувание для удаления мусора и остужения электродов.
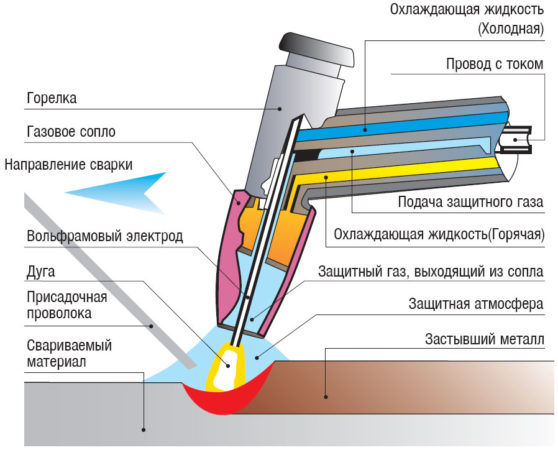
Электродуга универсальна в своем действии. Она способна не только разрезать, но и сваривать металлические изделия. Для сваривания применяют присадочную проволоку, подходящую к конкретному типу металла. Через дугу пропускают не воздух, а инертный газ.
 Таблица режимов плазменной резки
Таблица режимов плазменной резки
Приёмы плазменной сварки
Существует достаточно много сплавов и их пар, которые ведут себя совершенно по-разному в расплаве. У них может быть разная вязкость по температуре, газообразование, смешиваемость в расплаве и скорость застывания. Кроме того, очень большую роль играют силы тяжести – масса ванны может оказаться достаточно большой, а поверхностное натяжение расплава достаточно малым. При этих условиях ванна просто протечет, если только она как-то не уплотнена, что возможно далеко не во всех случаях.
Техника и особенности процесса во всех пространственных положениях
В технике мы имеем дело с самыми разнообразными расположениями сварных швов. При сварке отдельных деталей работа немного облегчается тем, что расположение можно свести к горизонтальному, с горелкой, расположенной сверху.
Это наиболее выгодное расположение при сварке, но не всегда технологически возможное. Например, при варке шва на корпусе судна приходится располагать горелку как угодно – судно не повернешь в доке как игрушку. Поэтому для защиты ванны от растекания за допустимые пределы приходится подбирать выгодные положения горелки.
Например, при варке вертикального шва горелка находится немного ниже шва и плазменная струя направлена вверх. С помощью подбора угла наклона и расстояния до ванны удается “сдувать” стекающий металл наверх. Это делается динамически, по мере прохождения шва и требует хороших навыков при ручном выполнении.
Варить вертикальные швы следует снизу вверх.
Сварка плазморезом цветных металлов
Сразу нужно сказать, что плазма является лишь мощным источником местного нагрева. Если так можно выразиться, она лучше “сфокусирована”, по аналогии с фотографией. И в этом отношении, по “резкости” она уступает только лазерной сварке. Плазменная струя дает хорошее проплавление шва в узкой области. Все остальное поведение металлов зависит только от их химической природы.
Если по какой-то причине сплавы не переносят “легирования” вольфрамом, гафнием, или другими добавками в структуру шва, то в плазмотроне просто используют угольный катод. Иногда наоборот, приходится вводить в расплав промежуточный металл, чтобы шов не трескался в горячем или холодном состоянии.
Цветные металлы имеют меньшую, по сравнению с черными металлами, температуру плавления и довольно легко свариваются. Тем не менее, за счет большой теплопроводности этих металлов (напр. Cu Al Mn) требуется такой же, или даже больший по мощности источник нагрева.
Главная помеха сварке – образование оксидов. Пленки окислов не дают металлам сплавляться. У большинства цветных сплавов, а это сплавы на основе меди, окислы довольно легко восстанавливаются, поэтому варить их удается и при слабых восстановителях. Достаточно даже присутствия органических радикалов в плазме (сварка водно-спиртовыми и водно-ацетоновыми смесями).
Исключением является алюминий, чрезвычайно легко окисляющийся и образующий прочную связь с атомами кислорода. К тому же, окись алюминия очень тугоплавкое вещество. Здесь необходимо применение специальных флюсов и их постоянное присутствие в ванне.
Видео
Посмотрите ролик, где наглядно и подробно показана сварка алюминия:
Для защиты от кислорода также применяют аргон, как наиболее распространенный и дешевый из инертных газов. Но он вполне эффективен только тогда, когда ванна обдувается со всех сторон. По этой причине очень сложно варить алюминий в присутствии ветра вне помещений. Сварка титановых сплавов также требует использования аргона. Причем аргон должен быть высшего качества.
Сварка тонколистового металла плазмотроном
При сварке тонких листов плазменную горелку не следует располагать слишком близко к металлу, так как при этом можно слишком легко выдуть его. Давление плазменной дуги на металл значительно (в 5-7 раз) выше, чем обычной. Сварочный ток необходимо ограничить величиной 12-14 и менее ампер. Иногда хватает и 1-2 А.
СОВЕТ: Тонкие листы металла обычно удобнее всего сваривать газовой сваркой. Сварка плазмой требует меньше оборудования (баллонов с газом, редукторов, шлангов), но зато требует больше специальных навыков от сварщика. Некоторые мастера, в основном, ювелиры и специалисты по лабораторному и научному оборудованию, могут сваривать микроплазмой на маленьком токе даже фольгу.
Принцип работы устройства
Выбор плазмореза нужно начинать с изучения его устройства. Электрическая дуга нагревает ионизированный воздух до температуры 30000 градусов. Через него проходит электрический ток. Он направляется на металл. В области среза происходит его выдувание. Состоит прибор из следующих элементов:
- Плазмотрон. Это плазменный резак, который с помощью кабеля и шланга подключен к аппарату. При разрезании металла дуга возникает между заготовкой и резаком. Такие плазматроны называются прямого действия. Если разрезается неметаллическая поверхность, то дуга образуется непосредственно в резаке. Это плазматроны косвенного действия.
- Сопло. Это элемент, через который проходит воздух. В зависимости от его размера изменяется величина реза и скорость проведения работы. Наименьшие диаметры сопла составляют 3 мм, а максимальные 9−12 мм. Длина сопла выбирается в 1,5—1,8 раза больше диаметра. Чем оно длиннее, тем выше скорость. Но если эта величина слишком большая, то сопло быстро разрушается.
- Электрод. Это металлический стержень из гафния, расположенный внутри плазматрона. Другое его название — катод.
Об отрицательных и положительных качествах
Изделия из газобетона наделяются следующими преимуществами:
- Морозостойкость.
- Экологичность, защита от воздействия открытого огня.
- Простая обработка, вне зависимости от применяемой операции.
- Большие размеры изделий способствуют увеличению скорости строительства.
- Широкий ассортимент по производителям и самим изделиям.
- Самостоятельное проведение работ.
Что касается отрицательных сторон, то их не так много:
- Гигроскопичность.
- Пористость.
- Необходимость дополнительно повышать адгезию с материалами для отделки.
- Хрупкость материала.
- Усадка.
Газобетон допускается применять и в жидком виде, чтобы создать монолитную конструкцию. При этом стеновые плиты снабжаются соединениями разных типа, либо объединяют в себе сразу несколько вариантов.
Материал создаётся на природной основе, либо с использованием вторичных продуктов промышленности, либо высокоосной золы. Действующие нормативы разрешают использовать большинство вариантов.
Плотность газобетона стандартно находится в пределах 300-1200 килограмм на метр в кубе. Материал крайне гигроскопичность, потому и влагопоглощение у него составляет 25%. Данную особенность надо учитывать, когда проводится отделка, укладка. Как и остальные свойства, которыми обладают газобетонные блоки, или пазогребневые плиты, что лучше – каждый решает сам.
Как выполняется процесс плазменной сварки в нижнем положении?
Используя плазменную сварку, можно сваривать самые различные металлы и их сплавы, находясь в нижнем пространственном положении. Плазмообразующими газами являются аргон и гелий, которые нередко применяются и в качестве защитного вещества. Данный способ сваривания используется в тех случаях, когда швы идут в горизонтальном направлении по горизонтально расположенной поверхности.
В процессе плазменной сварки в нижнем положении из сильно нагретого электрода жидкий металл под силой собственного веса постепенно стекает в специальный кратер, а затем накапливается в небольшой расплавленной ванне из металла. Его вытеканию препятствуют сварные кромки обрабатываемых изделий. Также из сварочной ванны выходят шлаковые и газообразные вещества, за счет чего качество швов получается значительно лучше.
Сварные швы можно выполнять либо на себя, либо слева направо. Благодаря применению такой техники можно полностью контролировать весь процесс.