Принципы холодной ковки своими руками
Содержание:
- Использование покупных (локальных) красок
- Что выбрать: холодную и горячую ковку?
- Волна и зигзаг
- Знакомство с оборудованием
- Скамейки, оградки, лавочки из профильной трубы своими руками. Чертежи, фото, как сделать.
- Расчётная часть
- Понадобится
- Ещё один из секретов холодной ковки
- Твистеры или улитки?
- Домашняя мастерская – оборудование, оснащение, размещение
- Расчет количества материалов
- Уличная камера видео наблюдения. Муляж из Китая.
- Скуб для пляжного поиска
- Заключение
Использование покупных (локальных) красок
Влюбленные птицы (попугаи-неразлучники) от Марии Стежко
Давайте представим, что вам понадобилось нарисовать жизнь тропического леса: огромные растения, яркие птицы, красивые бабочки, в общем, все то, где нужны разные оттенки зеленого. Это как раз тот вариант, где использование красочных локальных цветов будет считаться допустимым. Например, на рисунке акварелью выше, были использованы такие покупные цвета, как изумрудный (Winsor (Phthalo) green) и зеленое золото (green-gold).
Ниже представлены некоторые виды зеленого, которые, при вашем желании, можно купить и добавить в свою палитру.
Что выбрать: холодную и горячую ковку?
Горячая ковка—древнее кузнечное ремесло. Издревле в кузнях по всей Руси разогревали на огне железо, и потом мастера придавали размягченному металлу нужную форму.
При такой ковке затрачивается много сил и времени, но кованые таким способом изделия поистине неповторимы.
Сегодня существует более современный вариант обработки металлов – холодная ковка. В основном здесь при создании изделия используются готовые кованые элементы. Это менее трудозатратный метод для мастера и более дешевый для заказчика.
Не просто сравнить две вида ковки. Горячая ковка – уникальность и изящество, холодная — долговечность и надежность.
Представьте ситуацию: вы решили создать бизнес по изготовлению кованых изделий. Первый вопрос: какой ковкой заняться? Горячая ковка требует, прежде всего, мастерства и навыков. А для этого нужно время. Поэтому, реально посмотрев на вещи, сначала обратимся к холодной ковке и поэтапно начнем создавать бизнес.
Волна и зигзаг
Теперь у нас на очереди инструмент и оснастка для волновой и загзагообразной гибки длинномерных заготовок. Упомянутые вначале гнутик и протяжно-нажимной гибочный станок своими руками не воспроизводимы. Кроме того, первый позволяет настраивать шаг и профиль в относительно небольших пределах, а второй дорог. Однако универсальный волногибочный станок все-таки можно сделать своими руками по образцу того, что слева на рис. Заказать придется только вальцы, они должны быть из хромоникелевой или инструментальной стали; остальное – из простой конструкционной, на скобы и дугу нужен лист (полоса) от 8 мм. В дуге устанавливаются ограничители, позволяющие точно выдерживать профиль волны, но рабочие нагрузки на нее передаются в значительной степени; собственно, дуга обеспечивает поперечную жесткость конструкции.
Оснастка для гибки волн при холодной ковке
Гнуть только плавные, но весьма разнообразные, волны можно, добавив к станку-улитке с поворотным лемехом ворот для волн, справа на рис. Рукояти используются прежние, т.к. они вворачиваются в резьбовые гнезда на головке ворота. Коренной (центральный) ролик желательно делать отдельным и крепить к станине болтами с головками впотай. В таком случае, ставя ролики разного диаметра (диаметров), возможно формировать волны переменного и несимметричного профиля. А если обводной ролик выполнить переставным (для чего в его водиле проверливается ряд отверстий), то можно в довольно широких пределах менять и шаг волны.
О соединении элементов и покраске
Кованые детали нужно собрать в единую композицию. Простейший способ – сварка и последующее заглаживание швов болгаркой с зачистным кругом: он толще отрезного (6,5 мм) и выдерживает изгибающие усилия. Но гораздо эффектнее смотрятся соединения фасонными хомутами, их штампуют из полосы от 1,5 мм на инерционном штампе; можно также достаточно быстро и без опыта отковать по-горячему, см. ниже. Заготовку хомута делают в виде П-образной скобы на оправке в размер соединяемых деталей и загибают ее крылья с тыла на месте большим слесарным молотком или кувалдой 1,5-2 кг по-холодному. Красят готовое изделие, как правило, кузнечными эмалями или акриловыми красками по металлу. Эмали с пигментом из кузнечной патины дороже, но лучше: высохшие, они цвета благородного несколько под старину, не отслаиваются, не выгорают, износо- и термостойки
Как обойти камень
Т.е. камень преткновения во всем вышеописанном: фасонные наконечники прутьев; без них забор не забор, ворота не ворота и калитка не калитка. Инерционный штамповочный пресс (поз. 3 на рис. с видами станков) дорог, но эффективен. Он работает по принципу маховика: вначале, плавно вращая коромысло (штангу с грузами), отводят винтовой боек назад до упора. Затем вкладываютт в гнездо сменный штамп, ставят заготовку. Далее быстро раскручивают коромысло в обратную сторону (это момент травмоопасный!) и оставляют его свободно вращаться – пошел рабочий ход. В конце него боек очень сильно бьет по хвостовику штампа; за счет инерции грузов развивается усилие, достаточное для штамповки.
Станок для холодной ковки концов прутьев
Нагрузки, особенно ударные, в инерционном штамповочном станке велики, приходятся на малые площади, а точность изготовления его деталей нужна высокая, поэтому делать его своими силами лучше и не пытаться. Самостоятельно возможно сделать ручной прокатный стан, см. рис. справа, но лишь частично: валки из спецстали, валы и подшипниковые втулки придется заказывать, а шестерни покупать или искать б/у. Получать же на таком стане можно только наконечники гусиная лапка и лист (копье), причем по их шейкам сразу будет видно, что это машинная работа.
Между тем такие же, и некоторые другие, наконечники прутьев можно отковать горячим способом, не будучи опытным кузнецом. Хороший, явно ручной работы наконечник-лист куется просто кувалдой и молотком, а ковочный штамп (штемпель) для лапок делается из негодного напильника, в котором болгаркой выбираются канавки. Кузня для этого нужна? Для эпизодической мелкой работы совсем не обязательно; главное – разогреть металл. Пропановая горелка не годится, нагрев должен быть равномерным со всех сторон и без пережога. Итак, приходим к выводу, что холодная и горячая ковка не исключают друг друга: чтобы с помощью простых станков для холодной ковки или вовсе подручными средствами получать качественные изделия, очень даже не помешает вдобавок к ним небольшой кузнечный горн из подручных материалов.
***
2012-2020 Вопрос-Ремонт.ру
Вывести все материалы с меткой:
Перейти в раздел:
Знакомство с оборудованием
Чтобы исследование было полным, необходимо классифицировать все имеющиеся приспособления по техническим особенностям и возможностям. Эти знания позволят выбрать то оборудование, которое подойдет для изготовления именно тех конструкций, что нужны мастеру в данный момент.
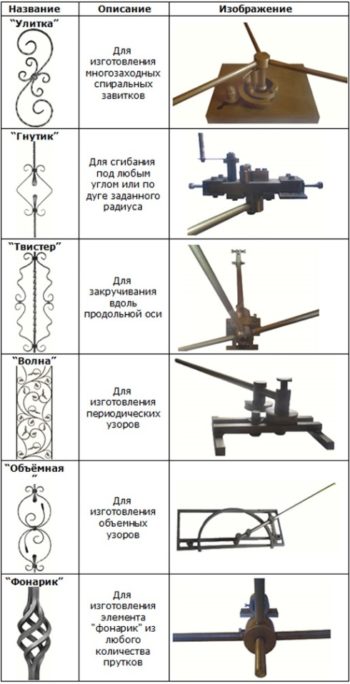
Волна
Этому станку подойдет эпитет «минималистичный»: волна — это система валов и роликов, которые расположены на расстоянии друг от друга. Это оборудование ручное: мастер передвигает заготовку самостоятельно, придавая изделию необходимую форму. Простейшая конструкция дает возможность работать с любым металлическим материалом — с прутом, полосами и профильными трубами.
Гнутик
Это самое незамысловатое оборудование, однако, несмотря на элементарность, «гнутик» является основным приспособлением для этого вида ковки. Благодаря ему «холодный кузнец» может изготовить только две простые заготовки — дугу либо кольцо. Поэтому данный станок идеально подходит для ознакомления с процессом: именно с него мастера начинают пробовать силы в новом деле.
Улитка
Это еще одно известное изобретение. Название приспособления довольно точное, так как действительно улитка похожа на разрезанную раковину моллюска. С помощью этой конструкции относительно легко создавать завитки, спирали и другие заготовки из прутков или полос. Чтобы максимально облегчить холодную ковку, лучше выбирать электрическое оборудование.
Твистер
Благодаря этому оборудованию, закручивающему детали по продольной оси, можно изготавливать шампуры, заготовки для оригинальных оград, защитных решеток для окон. Твистер относится к торсионным станкам, его другая разновидность — фонарик. Главное отличие «осветительного прибора» — возможность работать сразу с несколькими полосами или прутами, квадратным профилем.
Глобус
Этот объемник немного похож на другое оборудование — на улитку, но принцип работы здесь совершенно иной. После фиксации одного конца заготовка, кузнец передвигает рукоятку, тем самым повторяя форму используемого шаблона. Сам процесс напоминает способ запечатывания консервных банок. Тем, кто знает, как закручивают домашние заготовки, такая работа не будет в диковинку.
Еще есть модели-универсалы, которые дают возможность делать на одном оборудовании несколько операций. Такие станки очень привлекательны, так как почти «всемогущи», но они быстро отпугивают покупателей своей «чудесной» ценой. Универсальные устройства хороши для массового производства. Если декоративные элементы будут изготавливать небольшими партиями, покупать это оборудование нет большого смысла.
Скамейки, оградки, лавочки из профильной трубы своими руками. Чертежи, фото, как сделать.
Профильная труба ― востребованный стройматериал из углеродистой стали с полой структурой и сечением в форме овала, многоугольника, квадрата или прямоугольника. Преимущества металлопроката ― малый вес, простота монтажа, невысокая стоимость.
Изделия из профильной трубы
Для работы с материалом нужны: болгарка, дрель, сварочный аппарат, напильник, трубогиб для трубы, ножовка, молоток, метр, плоскогубцы. Для защиты от влаги и образования ржавчины, профиль обрабатывается антикоррозийными составами. При использовании в конструкциях древесины нужна морилка и лак для защиты материала от грибков, плесени, механических повреждений.
Простая скамейка из профильной трубы своими руками
Вам понадобятся:
- Профиль― длиной 8 метров с сечением 25 на 25 мм.
- Деревянная доска ― на сиденье толщиной 30 мм, для спинки ― 25 мм. Длина рассчитывается по металлическому каркасу.
- Крепёж ― болты с гайками ― 24 шт.
Помогут лучше познакомиться с процессом изготовления конструкций чертежи для скамейки из профильной трубы. Традиционно скамейки изготавливаются из металлического каркаса. Сиденье и спинка делаются из дерева.
Каркас
Труба длиной 1,55 м на перекладину между опорами.
- Гнутые отрезки 10 см, длиной (d) 78 см на спинку.
- Пара прямых отрезков длиной 35 см на сиденье. Еще 2 штуки длиной 39 см для формирования передних опор и пара штук для усиления последних длиной 20 см.
- Четыре пластины из металла 40 на 40 мм для производства подставки, устанавливающейся на опоры.
- Пара гнутых планок 45 см длиной для крепления между собой опор.
Сиденье и спинка
Доска ― 3 шт. длиной 160 см, шириной 6 см и толщиной 3 см для дна сидения и три с аналогичными параметрами на спинку. Болты и гайки ― 24 шт.
Сборка
Сначала соединяют перекладину, идущую поперек, и пару отрезков длиной по 35 см. Перекладина устанавливается по центру отрезков, строго перпендикулярно последним. Теперь понадобится сварочный аппарат для присоединения к конструкции пары гнутых отрезков длиной по 78 см. Чтобы сварить элементы правильно, делайте это на участке сгиба профиля. Затем к каркасу приваривают передние элементы опор. Соединение располагается на расстоянии девяти сантиметров от основания сиденья. Для усиления конструкции передние опоры соединяют отдельной трубой, выполняющей роль перекладины. Затем между опорами приваривают гнутые дуги и закрепляют их на ножках. Места сварки шлифуют. Металлические детали грунтуют и покрывают ЛКМ. Дерево обрабатывают морилкой и лаком. Доски крепят к металлическому каркасу на болты.
Лавочка своими руками
Для изготовления самой простой конструкции понадобятся:
- Профильная труба для каркаса ― лучше выбрать прямоугольное или квадратное сечение, 30 на 30,мм, длиной одиннадцать метров. Понадобится пара отрезков по 2,3 м, шесть по 0,6 м, шесть по 0,45 м.
- Деревянная доска толщиной 35 см (на сидение). Понадобится восемь прямоугольной формы брусков шириной 6 см.
- Метизы ― болты и гайки 24 шт.
Конструкция изготавливается по такой же технологии, что и скамья.
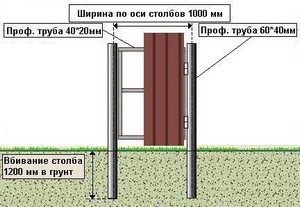
Оградки на могилу из профильной трубы
Размеры конструкции определяются параметрами участка. Традиционно он имеет площадь 2 х3 м. Основание можно сделать из трубы квадратного сечения (размер 2,5х2,5; 3х3; 4х4 см), секции каркаса изготовить из металлопроката (2х2; 2,5х2,5 см). Понадобится также труба на калитку и декоративные элементы.
Для изготовления столбов нарезают отрезки длиной 1 м. На верхние торцы приваривают пластины 10х10 см. Опоры вкапывают в грунт на глубину 40 см и заливают бетоном. Для верхнего и нижнего пояса секций нужны два отрезка трубы длиной 1 м. Для изготовления каркасных стоек используйте профиль 40-50 см. С помощью сварки детали соединяются между собой. Получившуюся конструкцию крепят к опорным столбам. Для монтажа калитки на оградку приваривают петли. Затем вешают дверцу. Готовое изделие покрывают антикоррозийной пропиткой и красят эмалью.
Беседка из профильной трубы
Для изготовления конструкции понадобится чертеж и список материалов. Каркас может быть квадратным, прямоугольным, восьмигранным, шестиугольным, круглым. Традиционно его собирают отдельными секциями с помощью сварочного аппарата. При установке конструкции вертикальные опоры заглубляются в грунт и бетонируются. Затем к стоякам крепится остальные части сооружения. Настилают деревянный пол или покрывают поверхность тротуарной плиткой. Секции каркаса соединяют между собой с помощью сварки или на болты, если требуется изготовление сборно-разборной конструкции. Сверху крепится лёгкая кровля.
vsedlyastroiki.ru
Расчётная часть
Руководствуясь предварительно разработанным чертежом, можно легко рассчитать количество материалов и выбрать необходимые для работы инструменты.
Необходимые материалы
Независимо от выбранной конструкции скамейки, для изготовления изделия необходимо подготовить следующие материалы:
- профильную трубу, сечение которой соответствует разработанной документации. Материал используется для изготовления силового каркаса скамейки;
Сечение металлопрофиля может быть различным
- планки толщиной 20–30 мм, изготовленные из древесины хвойных пород. Доски или бруски необходимы для формирования основания и спинки;
Необходимо подготовить заготовки равной длины
- оцинкованные винты резьбой М6-М8 и длиной 80–100 мм, а также гайки и шайбы. Метизы с полукруглой головкой применяются для крепления планок к трубчатому каркасу.
Квадратный подпятник не позволяет проворачиваться винту при завинчивании гайки
Рассчитаем количество материалов для изготовления простой лавочки.

Для изготовления потребуется минимум материалов
Для изготовления лавки размером 2,3х0,6х0,45 подготовьте:
- трубу квадратного сечения 30х30 мм общей длиной 10 метров;
- сосновые доски толщиной 30 мм и шириной 100 мм — 5 штук длиной 230 см;
- болты с полукруглой шляпкой М8х80 с гайками и шайбами — 10 комплектов.
Незначительно отличается номенклатура применяемых материалов для изготовления скамейки со спинкой.

Потребность в материалах определяется конструкцией скамейки
Для самостоятельной постройки скамейки 1,5х0,44х0,9 потребуется:
- прямоугольная труба 40х20 мм — суммарно 12 метров;
- бруски 30х30 мм — 9 отрезков по 150 см;
- винты М8х100 с потайной головкой с гайками и шайбами — 18 комплектов;
- стальные подпятники толщиной 2 мм размером 50х50 мм под ножки скамейки — 4 штуки.
Профилированную трубу следует предварительно нарезать заготовками, соответствующими чертёжным размерам.
Для повышения ресурса эксплуатации изготовленных изделий понадобится:
- краска для защиты металлического каркаса скамейки от коррозии;
- материал для антисептической обработки древесины;
- морилка или лак для финишной отделки деревянных планок.
Эти материалы повысят устойчивость каркаса скамейки к коррозии, и обеспечат сохранность древесины при эксплуатации в условиях повышенной влажности.
Применяемые инструменты и оборудование
Для выполнения работ по изготовлению скамейки любого уровня сложности понадобятся следующее оборудование и инструменты:
- сварочный аппарат в комплекте с электродами диаметром 3 миллиметра;
- болгарка с отрезным кругом по металлу;
- электрическая дрель со свёрлами;
- шлифовальная машинка (можно использовать напильник и наждачную бумагу);
- рулетка;
- строительный уровень.
Если в конструкции будущей скамейки применяются радиусные заготовки, то необходимо подготовить приспособление для гибки профильных труб.

Приспособление позволяет плавно выгнуть профильную трубу
Понадобится
Ещё один из секретов холодной ковки
Наверняка все знают, что такое трубогиб. Многие домашние мастера устанавливают в гараже или мастерской подобное оборудование.
ФОТО: YouTube.comТрубогиб иногда бывает крайне полезен
Проблема его в том, что при обработке труб он может их немного заминать. И всё бы ничего, но если, к примеру, изготавливается полотенцесушитель, то по этим изгибам должна легко проходить вода. Одна подобная точка не испортит общей картины. А какое сопротивление напору будет, если на каждом этаже стояка вода встретит подобное препятствие?
ФОТО: YouTube.comПроблема работы с трубогибом – на углу заметно, что изделие замято
В этом случае поможет обычный песок, который необходимо засыпать внутрь сгибаемой трубы, а её концы заглушить. В этом случае даже труба толщиной ¾ дюйма легко сгибается без каких-либо складываний и переломов. На примере это можно заметить, сравнив результаты.
ФОТО: YouTube.comА вот и результат сгибания трубы, когда внутри неё находится обычный песок
Комментарии излишни, результат говорит сам за себя.
Твистеры или улитки?
Описание станков для ковки.
И те, и другие – это одно и то же. Самый популярный станок для холодной ковки среди широких масс кузнечной общественности. В самом деле: на первый взгляд станок кажется чересчур примитивным.
Но в нем простота объединена пополам с гениальностью:
- его легко сделать самим;
- он дешевый;
- он чрезвычайно удобен в работе;
- с его помощью можно изготовить целые массивы красивейших металлических кружев.
По принципу действия твистеры являются разновидностью гибочных станков, о них см. ниже, с некоторыми усовершенствованиями, на них спокойно могут работать новички. Одним словом, улитка или твистер – поразительный станок по всем возможным критериям: простоте изготовления, широким художественным возможностям, дешевизне и удобстве в работе, других таких просто нет.
Твистеры встречаются в двух инженерных вариантах:
С воротом и поворотным лемехом с принципом жесткой фиксации изделия на поверхности и поворота улитки по часовой стрелке. Поворот производится рычагом, чаще всего ручным. Это самый демократический станок холодной ковки профилей: на нем можно работать одному даже в квартире. Недаром в рунете самое большое число ссылок, касающихся холодной сварки, наполнены картинками, чертежами и видеороликами с действием именно поворотных улиток. Все, кто с них начинает, чувствуют себя мастерами и спешат поделиться собственными находками в кручении плоских завитушек
Так что этому станку можно добавить еще несколько очков за повышение самооценки мастера – это всегда важно, а особенно в начале работ. Максимальное количество возможных завитушек – 5
У этой улитки есть слабые стороны, куда ж без этого. Все дело в складном лемехе: важен и правильный материл, из которого его нужно делать, и сложность изготовления сочленений звеньев лемеха. Эти сочленения должны быть чрезвычайно точными – именно ими выполняется форма завитка. В конструкции и материале сочленений нужно учитывать многократные повторения поворотов с серьезной рабочей нагрузкой. Второе и последнее слабое место – эксцентриковый зажим детали.
Чемпион по популярности и положительным моментам в работе! Рычажная улитка с неподвижным шаблоном и обводным роликом. По своей сути это трубогиб. Нужно сразу заметить, что этот вариант по производительности труда уступает твистеру с воротом и лемехом. Во-вторых, для него не подойдет никакая столешница, здесь нужна будет настоящая стальная станина с креплениями на опорной поверхности. Станину дома не поставишь: на рычажной улитке можно работать только в мастерской.

Станок для придания рельефной поверхности.
Еще одна особенность рычажной улитки – медленный темп работы. Завить можно 3 – 4 завитушки, чуть меньше, чем с воротниковой улиткой. Тем не менее, плюсы рычажной улитки перевешивают все ее минусы:
- Все элементы станка могут быть сделаны из обычной стали.
- Вместо прижимного ролика, который не делается из обычной стали, можно использовать подшипник.
- Материал станины и других деталей позволяет рассчитывать на долгое использование станка.
- Большее разнообразие завитков – можно изменять их формы с изгибами в обе стороны (в первом варианте улитки это невозможно).
- Удобнее работать с концами деталей, которые можно крепить.
В этом чемпионском подразделе можно сделать небольшое чемпионское резюме в виде совета новичкам: в дебютных художественных работах по холодной ковке лучше начинать с рычажного твистера – улитки с неподвижным шаблоном и обводным роликом.
Домашняя мастерская – оборудование, оснащение, размещение
Ковка дома, если речь не идёт о создании только красивого мангала или подставки под цветы рано или поздно потребует создания особых условий для комфортной работы. Даже для занятия ковкой как хобби потребуется большое, хорошо освещённое помещение, где кроме станков нужно будет предусмотреть место и под монтажный стол, и под покрасочный модуль, а также подобрать минимальный набор инструментов для работы.
Набор инструментов для мастерской холодной ковкиИсточник instagram.com
Аргументов выделить просторное помещение много, но при планировании размещения стоит взять во внимание:
- холодная ковка профильной трубы требует сначала сделать прокат профиля, для того, чтобы можно было легче придать форму завитка или улитки. Для этого вальцы должны размещаться так, чтобы длина помещения была в 2,1-2,5 раза больше отрезка трубы.
- станок улитка должен иметь доступ со всех сторон;
- для объёмных работ, например, для сборки оград или въездных ворот монтажный стол стоит делать таким, чтобы он был больше конструкции на 0,2-0,3 метра;
- станки обязательно должны иметь массивную станину и надёжное крепление к полу, а вот монтажный стол можно сделать по принципу трансформера – они должны быть мобильными и быстро складываться.
Немаловажной деталью оборудования домашней мастерской является и то, каким набором шаблонов будут оснащаться станки. Для начального уровня мастерской улитка для ковки должна иметь 2-4 шаблона, от маленького 10-12 см в диаметре до максимального в 18-20 см
Станок для скручивания профильной трубы, кроме самого ходового размера трубы 25х25 мм, стоит дополнить шаблонами для труб большого диаметра до 40х40 мм включительно.

Самодельный станок-твистер для изготовления фонариков и кручения профильной трубыИсточник pinimg.com
Вальцы для проката, кроме обычной плоской формы должны иметь валы и для работы и с профильной, и с обычной трубой круглого сечения. Для пресса необходимо иметь несколько пресс-форм для работы с листовым металлом. Здесь понадобятся формы для штамповки листьев, лепестков, полусфер и оформления концов профилей.
Расчет количества материалов
Для изготовления стандартной садовой скамьи понадобится не менее 2 штук 6-метровых профтруб сечением 30*30 мм. Примерный раскрой для лавки без спинки:
- 2 шт. по 2 метра для основы сидения, к которым будет крепиться поперечные заготовки и ножки;
- 6 шт. по 0,45 м – поперечные заготовки из профтрубы для сидения;
- 6 шт. по 0,6 м для ножек (опор) скамьи.
Из деревянных заготовок понадобятся бруски длиной от 2 до 2,2 м и прямоугольным сечением 30*60 (20*50) мм. Крепятся бруски к профтрубе болтами с плоскими шляпками. Их длина определяется высотой бруска.
Если планируется сделать садовую скамью со спинкой, то дополнительно покупается доска толщиной 30–35 мм и профтруба сечением 25*25 мм около 6–8 м.п. Не забудьте приобрести пластмассовые заглушки, чтобы защитить профтрубу от скопления дождевой воды. Для устойчивости к низу ножек привариваются металлические пятки размером 40*40 мм. Сами опоры связываются между собой или металлической полосой, или тонкой профтрубой.
Для расчета ЛКМ посчитайте площадь металлических и деревянных заготовок. Исходя из нее, сможете определить объем грунтовки, лака и эмали. На упаковке каждый производитель указывает расход краски в граммах или миллилитрах на 1 м2.