Дюймовая коническая резьба
Содержание:
- Глубина ленточного фундамента под баню
- Обозначение резьбы трубной конической на чертеже гост
- Дюймовая продукция, поставляемая компанией «Трайв-Комплект»
- Конструктивные особенности
- Видео: Как мыть натяжные потолки
- Параметры конической трубной резьбы
- Коническая трубная резьба
- Рисунок из геометрических фигур»Космический полет»
- Правила работы с ручным фрезерным инструментом
- Розетка с выключателем в одном корпусе: особенности совмещенных изделий
- Как правильно наносить затирку?
- Способы нарезки резьбы
- Отдых
- ПРИЛОЖЕНИЕ (справочное). ПРЕДЕЛЬНЫЕ ОТКЛОНЕНИЯ ОТДЕЛЬНЫХ ПАРАМЕТРОВ РЕЗЬБЫ
- Нюансы заливного пола с рисунком
- Способы нарезки конической трубной резьбы
- Рубрики
- Заключение
Глубина ленточного фундамента под баню
Классическая глубина ленточного фундамента состоит из двадцатисантиметровой, хорошо утрамбованной песчаной подушки. Выше расположен фундамент 60 см в высоту: 40 см залегают в грунте, а остальные 20 см выходят на поверхность. Поскольку ленточный фундамент стал самым популярным, универсальным вариантом основания бани, правильное высчитывание его глубины требуется изучить более детально.
В первую очередь, отталкиваются от свойств грунта. Часто встречающиеся проблемы, связанные со строением почвы, при проектировке фундамента, как раз влияют на глубину его застройки. Угроза появления трещин возникает при возведении на скалистом грунте. В этом случае используют мелкозаглубленный или незаглубленный фундамент. Земля, склонная к вздутию, требует глубокого погружения фундамента ниже уровня промерзания. Возможность провала фундамента свойственна мелкопесчаным почвам. При застройке фундамента на таком грунте проектируется глубокий фундамент для увеличения сопротивляемости сжатию.
Обозначение резьбы трубной конической на чертеже гост
Трубная коническая резьба
Стандарт распространяется на трубную коническую резьбу с конусностью 1 : 16, применяемую в конических резьбовых соединениях, а также в соединениях наружной конической резьбы с внутренней цилиндрической резьбой с профилем по ГОСТ 6357-81.
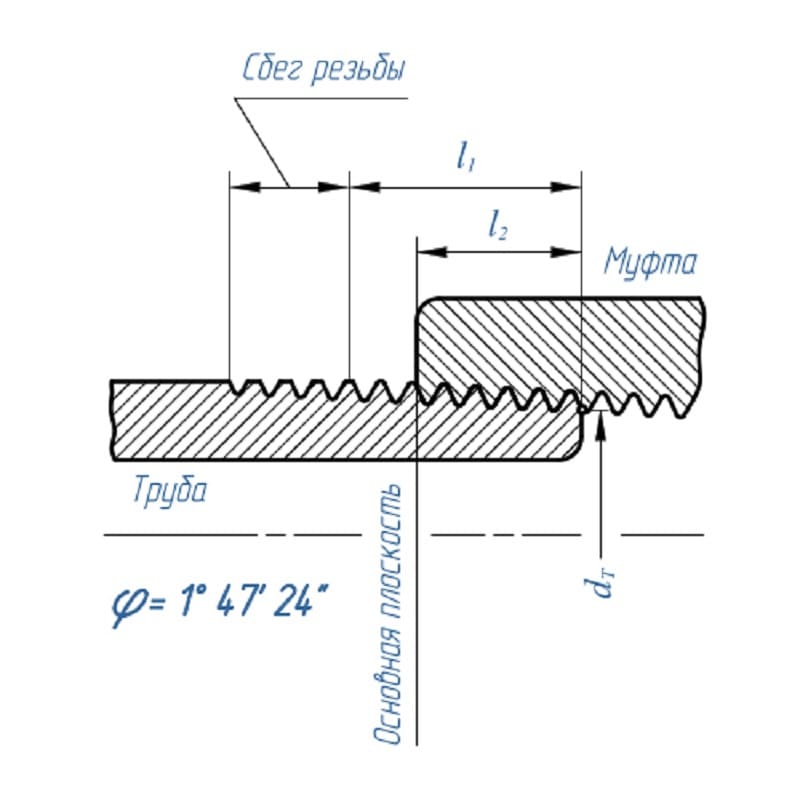
98. Профиль и основные размеры, мм, трубной конической резьбы
Конусность 2 tg (j/φ 2) = 1 : 16; φ = 3 ° 34′ 48 »; φ /2 = 1 ° 47′ 24 » d и D — наружные диаметры соответственно наружной и внутренней резьбы d1 и D1 — внутренние диаметры соответственно наружной и внутренней резьбы d2 и D2 — средние диаметры соответственно наружной и внутренней резьбы P — шаг резьбы φ — угол конуса φ/2 — угол уклона H — высота исходного треугольника H1 — рабочая высота профиля R — радиус закругления вершины и впадины резьбы С — срез вершин и впадин резьбы
H = 0,960237P H1 = 0,640327P С = 0,159955 P R =0,137278P
l1 — рабочая длина резьбы l 2 — длина наружной резьбы от торца до основной плоскости
Обозначение размера резьбы
Число шагов на длине 25,4 мм
Диаметры резьбы в оновной плоскости
99. Допуски трубной конической резьбы (по ГОСТ 6211-81)
Обозначение размера резьбы
Смещение основной плоскости резьбы
Предельные отклонения диаметра внутренней цилиндрической резьбы
Примечание. Предельное отклонение ± Δ1 l 2 и ± Δ1 l 2не распространяется на резьбы с длинами, меньшими указанных в табл. 98. Допускается применять более короткие длины резьб. Разность действительных размеров l 1 — l 2 должна быть не менее разности номинальных размеров l 1и l 2 указанных в табл. 98. Осевое смещение основной плоскости Δ1 l 2наружной и Δ2 l 2внутренней резьбы относительно ее номинального расположения не должно превышать значений, указанных в табл. 99. Допускается соединение наружной конической резьбы с внутренней цилиндрической резьбой класса точности А по ГОСТ 6357-81. Длина внутренней конической резьбы должна быть не менее 0,8 (l 1 — Δ1 l 2 ), где Δ1 l 2— см. табл. 99. Конструкция деталей с внутренней резьбой (конической и цилиндрической) должна обеспечивать ввинчивание наружной конической резьбы на глубину не менее l 1 + Δ1 l 2 В условное обозначение резьбы должны входить буквы (R — для конической наружной резьбы; Rc — для конической внутренней резьбы; Rp, — для цилиндрической внутренней резьбы) и обозначение размера резьбы. Условное обозначение для левой резьбы допускается буквами LH. Примеры обозначения резьбы :
внутренняя трубная цилиндрическая резьба: 1 1/2; Rр 1 1/2;
левая резьба: R 1 1/2LH; Rc 1 1/2LH; Rp 1 1/2LH.
Трапецеидальная резьба (по ГОСТ 9484-81)
100. Профили и размеры резьбы Размеры, мм
Основной профиль наружной и внутренней резьбы
d — наружный диаметр резьбы (винта); D — наружный диаметр внутренней резьбы (гайки); d2 — средний диаметр наружной резьбы; D2 — средний диаметр внутренней резьбы; d1— внутренний диаметр наружной резьбы; D1 — внутренний диаметр внутренней резьбы; Р — шаг резьбы; Н — высота исходного треугольника; H1— рабочая высота профиля.
Пример условного обозначения трапецеидальной однозаходной резьбы номинальным диаметром 20 мм, шагом 4 мм и полем допуска среднего диаметра 7е:
Сегодня поговорим об обозначении трубной резьбы на чертеже. Почему это актуально – объяснять не надо, не найдется в доме помещения, где бы не использовались трубы.
Пара слов о теории. Трубная резьба (ТР) получается в результате нарезки спиралевидных каналов на теле трубы (или внутри ее).
Такая резьба предназначена для монтажа разъемного (это обязательное условие) соединения любых трубопроводов (полимерных, металлических и др.).
Когда мы имеем дело с ТР, необходимо помнить, что она обычно исполняется у двух видах.
- Цилиндрическом (G-тип). В этой версии нарезается спиралевидная канавка, имеющая треугольный профиль и угол 55° градусов на вершине.
- Коническом (R-тип). В этом случае нарезается аналогичная канавка на пологом участке с конусностью 1:16.
- Следует добавить, что существует еще дюймовый вариант. Это тот случай, когда треугольного профиля канавка с углом в 60° градусов на вершине нарезается на конической поверхности. Этот вариант в настоящее время применяется очень редко, его обозначение не рассматриваем.
Таким образом, на чертеже трубная резьба будет обозначено либо G-типом, либо R-типом. Но каким конкретно будет обозначение? Есть ли какие-то отличия в идентификации? Что мы должны увидеть?
Дюймовая продукция, поставляемая компанией «Трайв-Комплект»
Конструктивные особенности
Вначале внутреннюю резьбу нарезали нехитрыми приспособлениями в виде заточенного под конус четырехгранного стержня. На коническом конце выпиливали режущие зубы, которые при завинчивании стержня в отверстие процарапывали в нем резью. В ходе дальнейших усовершенствований у метчика появился положительный передний угол, канавки для выброса стружки и лучшее соответствие режущих кромок профилю резьбы.
В современном метчике присутствуют следующие обязательные конструктивные элементы:
- Головная (или заборная) часть в форме пологого конуса, служащая для начала формирования профиля резьбы.
- Некоторое число (2-6) боковых канавок, обеспечивающих отведение стружки и поступление смазки (СОЖ).
- Калибрующая часть, в форме протяженного цилиндра, завершающая точное формирование профиля.
- Хвостовик, служащий для закрепления метчика в зажимном устройстве патрона или ворота.
Различают канавки для стружки следующих типов:
- Однорадиусные – поперечный разрез представляет собой дугу окружности, применяются на калибровочных инструментах.
- Прямолинейные — поперечное сечение U-образное, используются для нарезки гаечной резьбы.
- Смешанные — прямолинейная передняя и дугообразная задняя. Так делают большую часть универсального инструмента.
Разновидности канавок метчика
Кроме того, канавки делятся на:
- Прямолинейные. Используются в универсальном инструменте.
- Левые спиральные. Левозаходные применяют для нарезания резьбы на проход. Стружка выталкивается в пространство перед метчиком, предохраняя, таким образом, уже сформированный профиль от повреждения.
- Правые спиральные. Правозаходными снабжают метчики для нарезания глухих отверстий, такими канавками стружка выталкивается наружу и не забивает отверстие.
Коническая форма головной части облегчает центровку метчика в отверстии и заход на нарезку первых ниток резьбы. Угол наклона конуса варьируется между 3° и 20°, конкретное значение определяют, исходя из назначения инструмента — чернового, промежуточного или чистового прохода.
Цилиндрическая часть в действительности представляет собой обратный конус с очень маленьким углом конусности . Занижение достигает 0,1 мм, это позволяет снизить трение в ходе нарезки.
Оновные размеры метчиков:
- шаг резьбы;
- высота профиля;
- полная высота профиля;
- наружный диаметр резьбы;
- длина заборной части;
- угол заборного конуса;
- величина затылования.
Кроме всего, инструменты делятся на метчики с левой и с правой резьбой.
Видео: Как мыть натяжные потолки
Параметры конической трубной резьбы
Для правильного соединения двух труб проводят нарезку резьбы на каждой из них. Для этого на одной трубе создается наружная резьба, а на другой внутренняя. Угол наклона конуса имеющего резьбу составляет 1°47’24», что соответствует конусности этой резьбы на трубе 1:16. А также этот угол профиля при котором трубная коническая дюймовая резьба на его вершине составляет 55°.
На всех чертежах трубная коническая резьба имеет свои различные буквенные обозначения, например, такие как: R для наружной конической резьбы трубы, Rs — для внутренней конической, а LH — это обозначение используемое для левой резьбы, которая применяется намного реже.
Размеры трубной конической резьбы могут быть двух типов. Раньше были распространены только дюймовые конусные резьбы, но в последнее время все чаще стали использоваться и метрические.
Существующие в настоящее время отечественные, а также международные стандарты:
- ГОСТ 6211-81, в котором обозначены основные нормы взаимозаменяемости различных видов конической резьбы.
- ISO R7, BS 21, DIN 2999, JIS B 0203
Каждая резьба обладает определенными параметрами которые строго регламентируются нормативами ГОСТа 6211 81:
- резьба трубная коническая имеет выступ резьбы, это возвышающееся «ребро» резьбы
- канавка резьбы, это пространство между выступами. У каждого выступа имеются две боковые стороны, которые сходятся на вершине выступа.
- линия условна проведенная по середине выступов называется профилем резьбы.
Коническая трубная резьба
Такой резьбой называют резьбу на трубных изделиях с сужающемся профилем к концу изделия. Если внутренняя резьба резьбового соединения является уже изношенной или сорванной и не подлежит полной замене, применяется именно резьба с коническим профилем. Она может придать на некоторый период времени герметичность соединению. Так, если в зимний период года надо осуществить запуск теплосети можно использовать эту особенность. Однако, как появится возможность, следует поменять полностью соединение.
Согласно техническим регламентам резьбу с коническим профилем используют лишь тогда, когда есть необходимость в обеспечении участка, находящемся в условии большого давления, полной герметичностью. Так, системы гидравлического привидения в работу габаритных машин являются подобным случаем.
Технические регламенты
Нельзя забывать и о действующих нормах:
1. Необходимо соблюдать значение угла профиля резьбы равным 55 градусам.
2. По стандартам для разных диаметров существует свой шаг.
3. Должно соблюдаться значение угла отклонения конусной поверхности от оси трубы в независимости от её диаметра. Должен соблюдаться уклон равный соотношению 1 к 16.
4. Шесть дюймов составляет максимально возможный диаметр. Сварочное или соединение фланцами применяется к трубам, характеризующимися большими диаметрами.
5. Необходимо соблюдать фиксированное соотношение диаметра с длиной конической резьбы. Вся длина наружной резьбы и рабочая её длина разделяются. Должно строго соблюдаться отношение всей длины с рабочей длиной нарезанной резьбы.
6. Стандарты также регламентируют варианты обозначений. Буква R говорит о наружной конической трубной резьбе. Буквы LH говорят о резьбе с левой спиралью. Также в обозначение входит размер резьбы. Rc обозначает внутреннюю резьбу конического профиля, а Rp цилиндрического профиля, часто используемая вместе с рассматриваемой резьбой.
Нарезка резьбы с конусным профилем
Основными инструментам нарезки резьбы являются:
1. резцы и гребенки на станках;
2. метчики, плашки, резьбонарезные головки;
3. накатные плашки;
4. фрезы для нарезки резьбы;
5. круги с абразивным покрытием.
Нарезка с использованием резца. Резцы для нарезки и гребенки на станках позволяют изготавливать как наружные, так и внутренние резьбы. Метод можно охарактеризовать как имеющий невысокую скорость нарезки. Сейчас его применяют в мелком производстве или при изготовлении винтов, обладающими высокой точностью. К достоинству можно отнести легкость использования инструментом и изготовление резьбы высокой точности.
Нарезание с использованием плашки и метчика. Плашки для труб бывают двух видов: круглые и раздвижные. Первые используются для нарезки 52 миллиметровой резьбы. Вторые включают в себя две половины, которые сближаются при резке труб. Метчиком называют стальной стержень с резьбой с режущими кромками. Метчики бывают машинные и ручные.
Нарезка резьбы накатыванием. Этот метод является основным промышленным способом. Изделие пропускают между двух плоских плашек, которые имеют резьбовой профиль, а на детали образуется соответствующая ему резьба.
Фрезерование резьбы производят на соответствующих станках. Фреза, которая вращается с большой угловой скоростью, при радиальной подаче углубляется в деталь и нарезает резьбу на ее поверхности. Деталь или фреза постепенно перемещается в осевом направлении на расстояние, которое равно шагу будущей резьбы.
Шлифование используется в основном при нарезке резьбы на деталях, небольшой длины. Шлифовальный круг расположен по отношению к детали под таким углом, который соответствует подъему резьбы.
Как обозначаются соединения деталей с резьбой
Так как соединяемые детали могут иметь разные резьбы, их соединение обозначают отношение внешней резьбы к внутренней. Например, Rp/R ¾ R является соединением деталей с левой резьбой посредством внутренней цилиндрической и наружной конической.
При присоединении детали с резьбой одного типа ко второй детали с резьбой другого типа необходимо соблюдать осторожность, дабы избежать повреждения гребней. Поэтому всё же рекомендуется соединять детали, имеющие один тип резьбы
Итак, были подробно разобраны все вопросы, которые могут возникнуть при работе с резьбой конического профиля. Можно быть уверенным, что полученные знания пригодятся в будущем.
Рисунок из геометрических фигур»Космический полет»
Правила работы с ручным фрезерным инструментом
Работа с электроинструментом требует особых правил, тем более, когда имеются быстро вращающиеся элементы. Кроме этого, в результате работы образуется стружка, которая разлетается во все стороны. Несмотря на то, что большинство моделей оборудованы защитным щитком, это не защищает в полной мере от потока стружки. Поэтому, работать с таким инструментом лучше в защитных очках.
На фото представлена модель, где подключается пылесос для отвода стружки.
Общие требования
Если выполнять основные требования безопасной работы с электрическим ручным фрезером, то конечный результат порадует качеством работы и безопасным исходом. Вот эти условия:
- Следует всегда использовать только острый инструмент. Насколько острая фреза можно судить по качеству обработки поверхности. К тому же, в таких условиях начинает сильно греться мотор.
- Материал, который требуется обработать, должен быть надежно закреплен, иначе нормальной работы не будет.
- Не рекомендуется снимать всю поверхность за один проход, так как это увеличивает нагрузку на фрезу и на инструмент (двигатель). Это влечет за собой снижение скорости обработки, а значит и к снижению качества. Поэтому, если глубина приличная, то лишнее лучше убрать за несколько раз.
- Заменяется фреза только на обесточенном агрегате, причем одного отключения выключателем мало. Необходимо вытащить вилку из розетки.
Требования не очень сложные и вполне выполнимые, а игнорировать их, значит подвергать себя опасности
И еще одно, не менее важное – это умение держать в руках фрезерный инструмент и чувствовать, как он работает. Если чувствуются серьезные вибрации, то нужно остановиться и проанализировать причины
Возможно, что фреза затупилась или попался сучок. Иногда требуется правильно установить скорость вращения фрезы. Здесь можно поэкспериментировать: или добавить обороты или их уменьшить.
Розетка с выключателем в одном корпусе: особенности совмещенных изделий
Современный дизайн жилых помещений стал более рациональным. Данное правило не обошло стороной и элементы электротехнической арматуры. Это касается объединенного блока розетки с выключателем в одном корпусе. Подобный дизайн позволяет сократить время монтажа и улучшить эксплуатационные характеристики, что и послужило причиной высокой популярности этих изделий.
Цельный корпус розетки с выключателем позволяет уменьшить число задействованных проводов
Преимущества совмещенных конструкций:
- возможность подключения электрических розеток в комплексе с выключателем на любых поверхностях, включая бетонные, каменные, гипсокартонные и деревянные;
- для укладки проводки требуется минимальное количество монтажных канавок и отверстий;
- простая схема подключения, не требующая прокладки к каждой точке потребления отдельного провода;
- одинаковые параметры компонентов упрощают процедуру разметки на месте установки;
- при необходимости в объединенных конструкциях можно совместить бюджетные варианты изделий с более дорогими.
Обратите внимание! Если один из компонентов конструкции выйдет из строя, придется выполнить замену всего блока. Это единственный недостаток таких изделий
Благодаря совмещенному корпусу розетки и выключателя можно не делать лишние отверстия в стене и сэкономить полезное пространство
Как выбрать блок розетка выключатель: розетки, их виды и расценки
На рынке представлен широкий ассортимент изделий, совмещенных на одном блоке
Подбирая подходящий вариант нужно обращать внимание не только на расценки и популярность производителя, хотя и эти параметры имеют для покупателей не последнее значение. Перед тем, как купить розетку с выключателем в одном корпусе, стоит проверить изделие на соответствие необходимым параметрам
Основные критерии выбора:
- Технические параметры электрической сети и ее особенности.
- Дизайн (конфигурация, расцветка и т. п.).
- Степень функциональности (следует учитывать количество и мощность приборов, которые будут подключаться).
Современные производителя предлагают широкий выбор дизайна розеток с выключателями
В продаже присутствуют изделия с различной комбинаторикой элементов. Благодаря этому у покупателей появляется возможность подобрать конструкцию с разным количеством выключателей и розеток, а также клавиш. Поэтому нужно точно знать, сколько источников света и электрических приборов будет подключаться в помещении.
Розетки могут иметь как внутреннюю, так и наружную конструкцию. Первый вариант используется, если проводка в комнате скрытая. Наружные розетки рассчитаны на открытое размещение системы. Если помещение не располагает условиями для прокладки скрытой проводки, отказаться от применения громоздких наружных розеток не получится.
Стоимость розетки объединенной с одноклавишным выключателем не превышает 200 руб. Средняя цена варианта «евро» с двумя клавишами составляет около 300 руб. При этом комплект позволяет подключать приборы с мощностью менее 3,5 кВт. Покупка такой же модели с влагозащитными свойствами обойдется примерно в 450 руб. Для приобретения силового блока с тремя розетками и одноклавишным выключателем придется потратить более 1000 руб.
Многие производители предлагают съемный внешний корпус розеток, что позволяет подключить в одном месте розетку, выключатель, слоты для других коммуникаций и даже встроенную USB-зарядку
Как правильно наносить затирку?
Способы нарезки резьбы
Резьбовой сгон на внутренней или наружной части трубы (или муфты) можно нарезать несколькими способами, а именно:
- Накаткой резьбы в процессе изготовления трубы.
- Нарезанием резьбы с помощью метчика и плашки.
- Нарезанием резьбы на токарно-винторезном станке.
Первый способ — накатка резьбы на трубу – практикуется при изготовлении водогазопроводных труб, стандартизированных ГОСТ 3262-75. Такие изделия с диаметром от 10 до 65 миллиметров поступают на сборочные площадки с уже готовой резьбой, которая формируется в процессе изготовления трубы. Причем в шаг резьбы соответствует 11 или 14 ниткам в дюймовом формате.
Помимо водогазопроводного варианта существует еще и пластиковая труба обсадная с резьбой, диаметром в 125 миллиметров. В этом случае резьбовой сгон на трубе формируется в процессе экструзии размягченного поливинилхлорида сквозь специальную форму. Причем указанное изделие используется только для армирования шахты скважины под питьевую воду. Ну а параметры типоразмеров таких изделий регламентируют отраслевые стандарты предприятий выпускающих подобные трубы, заглушки для труб, резьбовые фитинги и прочую атрибутику для трубопроводов.
Второй способ – нарезание резьбы с помощью плашки и метчика – практикуется в процессе стыковки торцов трубопровода на резьбовую муфту. Причем данный вариант предполагает, что диаметр стыкуемых труб не превысит 6 дюймов (163,83 миллиметра по наружному габариту). Методика нарезание резьбы плашкой очень проста: вы обездвиживайте трубу, надеваете на нее плашку и, зафиксировав режущий инструмент в плашкодержателе, навинчиваете его на тело трубы. Причем данную операцию следует выполнять за два прохода, используя то черновую, то чистовую плашки.
Методика нарезания внутренней резьбы метчиком выглядит еще проще: вы просто вставляете хвостовик режущего инструмента в патрон сверлильного станка и ввинчиваете метчик в заготовку, не забывая охлаждать место обработки. Как и в случае с плашкой, нарезание резьбы метчиком предполагает использование чернового и чистового метчиков. Первый режет профиль резьбовой канавки, второй – калибрует геометрию резьбы.
Третий способ – нарезание резьбы на специальных станках – предполагает размещение трубчатой заготовки в патроне и последующее нарезание резьбовой канавки особым резцом. При этом станок работает в специальном режиме, при котором синхронизированы продольная и поперечная подачи суппорта.
В итоге, самым быстрым способом накатки является станочный (таким образом можно нарезать любую резьбу на любой трубе), а самым мобильным – вариант с плашкой и метчикам. Ведь эти инструменты можно использовать для того, чтобы нарезать резьбу даже на очень труднодоступном участке.
Отдых
ПРИЛОЖЕНИЕ (справочное). ПРЕДЕЛЬНЫЕ ОТКЛОНЕНИЯ ОТДЕЛЬНЫХ ПАРАМЕТРОВ РЕЗЬБЫ
ПРИЛОЖЕНИЕ Справочное
1. Настоящее приложение содержит информацию о предельных отклонениях отдельных параметров резьбы, которые являются исходными при проектировании резьбообразующего инструмента и расчете резьбовых калибров и не подлежат обязательному контролю, если это не установлено особо.
2. Предельные отклонения среза вершин и впадин (размера ), угла наклона боковой стороны профиля , шага и угла конуса (разность средних диаметров на длине ) конической резьбы приведены на черт.1 и в таблице.
es — верхнее отклонение среза вершины и впадины наружной резьбы; ES — верхнее отклонение среза вершины и впадины внутренней резьбы; ei — нижнее отклонение среза вершины и впадины наружной резьбы; EI — нижнее отклонение среза вершины и впадины внутренней резьбы; — допуск угла наклона боковой стороны профиля резьбы.
Черт.1
3. Предельные отклонения среза вершин и впадин (размера ) внутренней цилиндрической резьбы (черт.2) не должны превышать: — среза вершин +0,05 мм (ES=+0,05 мм, ЕI=0); — среза впадин ±0,025 мм (ES=+0,025 мм, EI=-0,025 мм)
Черт.2. Предельные отклонения среза вершин и впадин внутренней цилиндрической резьбы
Черт.2
Размеры в миллиметрах
|
Обозначение размера резьбы |
Пред. откл. |
Разность средних диаметров резьбы на длине |
|||||||
|
среза |
угла |
шага на длине |
|||||||
|
вершины |
впадины |
Номин. |
Пред. откл. |
||||||
|
es=ES |
ei=EI |
еs=ES |
ei=El |
наружной резьбы |
внутренней резьбы |
||||
|
; |
+0,05 |
+0,025 |
-0,025 |
40′ |
0,04 |
0,07 |
0,250 |
+0,028 -0,014 |
+0,014 -0,028 |
|
35′ |
0,375 |
+0,042 -0,021 |
+0,021 -0,042 |
||||||
|
0,400 |
+0,044 -0,022 |
+0,022 -0,044 |
|||||||
|
0,512 |
+0,058 -0,028 |
+0,028 -0,058 |
|||||||
|
0,594 |
+0,066 -0,034 |
+0,034 -0,066 |
|||||||
|
1 |
25′ |
0,650 |
+0,073 -0,036 |
+0,036 -0,073 |
|||||
|
1; 1 |
0,794 |
+0,089 -0,045 |
+0,045 -0,090 |
||||||
|
2 |
0,994 |
+0,111 -0,056 |
+0,056 -0,111 |
||||||
|
2 |
1,094 |
+0,122 -0,062 |
+0,062 -0,122 |
||||||
|
3 |
1,288 |
+0,144 0,073 |
+0,073 -0,144 |
||||||
|
3 |
1,388 |
+0,155 -0,078 |
+0,078 -0,155 |
||||||
|
4 |
1,588 |
+0,177 -0,089 |
+0,089 -0,177 |
||||||
|
5; 6 |
1,788 |
+0,200 -0,101 |
+0,101 -0,200 |
Примечание. Значение относится к расстояниям между витками резьбы. Действительное отклонение может быть со знаком минус или плюс. Электронный текст документа подготовлен АО «Кодекс» и сверен по: официальное издание Дюймовые и специальные резьбы: Сб. ГОСТов. — М.: ИПК Издательство стандартов, 2003
Нюансы заливного пола с рисунком
Технология укладки пола с декоративным рисунком по большому счёту не отличается особой сложностью. Обрабатываем пол грунтовкой, ждём просыхания поверхности. Далее укладываем выравнивающее основание для нашего пола. После высыхания финишного слоя, укладываем декоративный рисунок.
Слои для декоративного пола с рисункомПервая важная задача этого этапа — найти рисунок нужного размера с требуемым разрешением (высокого качества), вторая — наклеить ткань без пузырей
На высохший слой базового полимера наносится тонкий слой прозрачного в 1 мм или около того, быстро прокатывается игольчатым валиком, чтобы не было пузырей.
Вот таким может быть ваш пол после проведения работ
Вся технология устройства 3D-пола продемонстрирована в видеоролике. После просмотра все неясности должны уйти окончательно.
Watch this video on YouTube
Предыдущая РемонтСильные и слабые стороны тканевых натяжных потолков: варианты и особенности монтажа своими руками
Следующая РемонтОтделка внутри деревянного дома: фото готовых проектов и рекомендации для мастеров
Способы нарезки конической трубной резьбы
В отличие от стандартной цилиндрической резьбы, где диаметр одинаков на протяжении всей длины детали, коническая делается с учетом особенностей соединения. Выполняют ее на станках, допускающих движение суппорта под заданным углом, либо с помощью слесарных приспособлений: плашек и метчиков
При нарезании конических резьб важно точно соблюдать направление движения и положение инструмента. Контролируют процесс с помощью угольника
Отклонения серьезно ухудшают качество и резьбу уже нельзя использовать в ответственных соединениях. Рабочий инструмент может состоять из комплекта метчиков, плашек с указанными на них номерами.

Как нарезать резьбу самостоятельно? Прежде всего необходимо надежно зафиксировать деталь в тиски с таким расчетом, чтобы обеспечить доступ измерительного угольника. Если есть сверлильный станок, то достаточно без перекосов зажать ее. Когда используется дрель, то проконтролировать угол сложнее. Можно воспользоваться дополнительными приспособлениями, например, кондуктором или направляющей муфтой. Особую аккуратность следует проявить при чистовом проходе коническим сверлом или разверткой. Точно выполненное отверстие позволит метчику правильно сделать заход. Когда уклон наружного конуса детали соответствует указанному углу, то плашка легко самоориентируется по нему и резьба получится качественной.
Оборудование для нарезки
В практической деятельности обычному слесарю не часто приходится делать коническую резьбу, если специфика производства не связанна с изготовлением деталей с таким видом соединений. Домашний мастер сталкивается с этой операцией еще реже. Помощником в работе станет таблица определения диаметров.
| Размер в дюймах | Диаметр отверстия, мм | Глубина сверления, мм | |
| dc | do | ||
| ⅛ | 8,10 | 8,57 | 15 |
| ¼ | 10,80 | 11,45 | 20 |
| ⅜ | 14,30 | 14,95 | 24 |
| ½ | 17,90 | 18,63 | 29 |
| ¾ | 23,35 | 24,12 | 31 |
| 1 | 29,35 | 30,29 | 37 |
| 1¼ | 37,80 | 38,95 | 40 |
| 1½ | 43,70 | 44,85 | 42 |
| 2 | 55,25 | 56,66 | 44 |
Наибольший диаметр конуса обозначают do, а наименьший dc. Для облегчения захода инструмента делается фаска. В цилиндрическом отверстии сделать метчиком нарезку сложно и долго. Для снижения трудоемкости и ускорения операции используют конические сверла и развертки нужного размера. Если инструмент комплектный, то сначала берут метчик или плашку с номером 1. Это черновая резка. Затем проходят инструментом №2. Иногда в комплекте может быть 3 вида метчиков. В цветных металлах коническая резьба может делаться за один проход, если использовать смазочно-охлаждающие жидкости. Работая со сталью желательно проходить отверстие последовательно всеми метчиками.
Увидеть конус можно и по губкам для внутренних измерений. Достаточно их вставить вовнутрь и будет виден уклон на плашке относительно параллельных губок штангенциркуля. Конусные плашки шире обычных, поскольку они должны полностью перекрывать длину обрабатываемой детали. Работать ими тяжелее. Нагрузка распределяется по всей режущей поверхности, поэтому используют мощный вороток с длинными рукоятками, либо удлиняют их для создания рычага. Обозначается машинная плашка 2684-0015, ручная 2684-0015р. Все характеристики указаны в ГОСТ 6228-80. Метчик имеет аббревиатуру 2680-0016. Технические характеристики описаны в ГОСТ 6227-80.

Конические соединения используется в ответственных узлах, поэтому требования в чистоте обработки поверхности высокие. Добиться ее можно только при использовании качественных смазочно-охлаждающих жидкостей. Выбор составов широк. Но если профессиональных материалов под рукой нет, то в домашних условиях можно для работы использовать животный жир. По своим характеристикам он отлично подходит для этой цели. Многие опытные мастера часто его используют в своей практике. Он гарантирует хорошее скольжение, качественную резку металла без сколов.
Режущий инструмент изготовляется из инструментальных, быстрорежущих сталей. В ГОСТе указан рекомендуемый ресурс плашек и метчиков. Рассчитывается он для инструмента из сплава Р6М5 по заготовкам из стали 45. Плашка должна гарантированно выполнить обработку от 125 (более 1 дюйма) до 225 (менее дюйма) наружных резьб, соответствующих требованиям ГОСТ. Соответственно, если в работе используются более прочные сплавы деталей, то ресурс уменьшается. Для проверки качества обработки, геометрических размеров и соответствия профилю используются специальные шаблоны — калибры. Такие же приспособления применяются при заточке резцов для токарных станков.