Как сделать инверторы (преобразователи) 12-220 в
Содержание:
- Дружная компания «второгодников»
- Электрический сварочный аппарат для дома и дачи, виды, достоинства и недостатки
- Какой сварочный аппарат лучше купить для дома
- Виды оборудования для домашней сварки
- Принцип индукционного нагрева
- Как сделать нагреватель
- Что такое грунтовые воды?
- Порядок сборки сварочного аппарата
- Назначение манипулятора
- Основные рекомендации
- Сборка силового блока
- №7. Защита от пыли и влаги
- Изготовление инвертора
- Основные поломки оборудования
- Высота трубы над коньком
- Как определить уровень залегания
- №14. Лучшие производители сварочных инверторов
- Точечная сварка своими руками. Видео. Результаты
- Батарея и мощность
- Принцип действия
- Инструменты и материалы
- №13. Дополнительные функции
- Выбор вагонки для облицовки бани изнутри
- Распространенные причины поломок
- Заключение
Дружная компания «второгодников»
Электрический сварочный аппарат для дома и дачи, виды, достоинства и недостатки
Какой сварочный аппарат лучше купить для дома
Виды оборудования для домашней сварки
Сегодня магазины не испытывают дефицит в сварочных устройствах. Для домашнего пользования подходят 3 вида агрегатов:
- понижающие трансформаторы;
- выпрямители;
- инвенторы.
Принцип индукционного нагрева
Чтобы самому сделать какое-либо устройство, надо сначала понять, как оно работает. Действие индукционных водонагревателей мы рассмотрим на примере серийных котлов российского производства Эдисон, изготавливаемых на заводе компании Сибтехномаш. Эти котлы послужат прототипом нашего будущего самодельного прибора, поскольку все элементы их конструкции находятся на виду, в отличие от аппаратов других торговых марок.
Заводской котел Эдисон представляет собой блок из нескольких нагревательных элементов индукционного типа. Каждый элемент – это стальная труба расчетного диаметра в виде змеевика, внутри которой циркулирует теплоноситель. Она опоясывает индукционную катушку, называемую индуктором, по ней протекает ток высокой частоты, создаваемый отдельно стоящим в шкафу трансформатором. В результате вокруг катушки образуется мощное электромагнитное поле, чей вектор изменяет направление с огромной частотой. Это поле нагревает металлические стенки трубы, а от них подогревается и теплоноситель.
Возникает вопрос: зачем городить столь сложную конструкцию, когда есть старые добрые ТЭНы либо простые электродные котлы? Смысл в том, чтобы избавиться от недостатков этих нагревательных элементов, сохранив достоинства. Индукционный теплогенератор прогревает воду так же быстро, как и электродный котел, но при этом его рабочая часть не подвержена разрушению. Индукционная катушка – весьма надежный элемент и не перегорит, как обычный ТЭН, так как не испытывает большой нагрузки.
Как сделать нагреватель
Наш самодельный индукционный нагреватель из сварочного инвертора будет несколько изменен по сравнению с прототипом, чтобы упростить его изготовление. Для создания электромагнитного поля снаружи индуктора потребуется серьезная катушка с огромным числом витков, к тому же согнуть трубу в виде змеевика не так-то просто. Поэтому лучше прямую трубу поместить внутрь индукционной катушки, чтоб она работала как сердечник.
По логике, труба должна быть металлической, но в самодельной установке с небольшим индуктором она будет очень слабо нагревать теплоноситель. Так что мастера-умельцы придумали другое устройство сердечника из полимерной трубы, частично наполненной отрезками металлической проволоки. Роль индуктивного контура сыграет катушка из эмалированной медной проволоки. Ну и генератором тока высокой частоты послужит бытовой инверторный аппарат для дуговой сварки. Итак, уточняем перечень материалов:
- труба полимерная диаметром 50 мм из сшитого полиэтилена для отопления, выдерживающая температуру теплоносителя до 95 °С;
- проволока стальная диаметром 6 мм;
- провод медный эмалированный сечением 3 мм2;
- мелкоячеистая сетка из тонкой металлической проволоки.
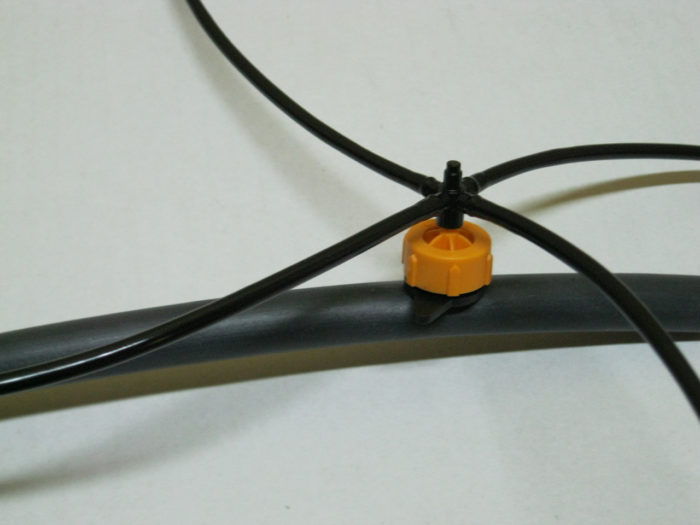
Стальную катанку нарезают частями длиной 4—6 мм, чтобы получились цилиндрики разных размеров. Затем один торец трубы закрывают мелкоячеистой сеткой и засыпают внутрь отрезки проволоки. Чтобы они не выпадали наружу, сетку надо поставить и с другой стороны. Из медного провода поверх трубы своими руками выполняют индукционную обмотку, что будет служить нагревателем. Число витков – от 85 до 95, концы тщательно изолируются и подсоединяются к выходу сварочного инвертора, как это показано на схеме:
Теперь после включения сварочного аппарата катушка создаст электромагнитное поле, вызывающее течение вихревых токов в металлическом сердечнике из кусков катанки. Он станет быстро прогреваться, поднимая температуру протекающей по трубе воды. Собственно, на этом изготовление индукционного нагревателя закончено, остается его установить в помещении топочной и подключить к отопительной системе.
Что такое грунтовые воды?
Грунтовые воды – это первый от поверхности водоносный горизонт, который залегает на водонепроницаемом пласте породы. Воды пропитывают водопроницаемые суглинки или супески, заполняя их не на полную мощность. По этой причине поверхность грунтовых вод — свободная и ненапорная.
В природе грунтовые воды в том или ином районе существуют длительное время. Родники в оврагах и долинах – не что иное, как грунтовые воды, вырвавшиеся на свободу из недр земли. Мощность родников не постоянна, что свидетельствует о чувствительности грунтовых вод к изменениям, происходящим в атмосфере. К примеру: с течением времени меняется их температура; в засуху понижается их уровень и, наоборот, повышается в дождливые периоды. Грунтовые воды – самый доступный способ водоснабжения различных по величине населенных пунктов и объектов народного хозяйства.
Поверхность почвенных или грунтовых вод – зеркало. Пространство между зеркалом и поверхностью земли называется зоной аэрации. Во время таяния снега и в периоды затяжных дождей в ней образуется свободная вода, которая, достигая водонепроницаемого пласта, питает грунтовые воды. Глубина аэрационной зоны различна, так как зависит от климатических условий, рельефа и типа пород на каждой отдельной территории. Чем меньше зона аэрации, тем ближе подходят грунтовые воды к поверхности земли, образуя подтопленные и заболоченные участки. И если подобные явления в природе мало заботят дачников и владельцев загородных участков, то близкое залегание грунтовых вод на собственных участках часто становится настоящей проблемой, решение которой требует немало сил и терпения.
Порядок сборки сварочного аппарата
Порядок сборки сварочного аппарата достаточно прост. Если это трансформаторный тип аппарата, то вначале устанавливают его, а затем производят его обвязку.
-
Дробилка для зерна своими руками: виды, принцип работы и советы как и из чего сделать эффективную дробилку (85 фото)
-
Крепление на лыжи своими руками: монтаж и советы как установить правильно различные виды креплений (115 фото и видео)
-
Как сделать замок своими руками: постройка декоративных средневековых замков и крепостей (110 фото)
При сборке инверторного аппарата то вначале монтируют саму схему и запускают ее, а только затем устанавливают ее в корпус.
Назначение манипулятора
Помимо вращателей существуют и другие разновидности дополнительного сварочного оборудования — кантователь, позиционер, манипулятор. Особо подробно стоит рассказать о манипуляторах, потому что они их чаще всего применяют на производстве и в домашних условиях.
Манипулятор может перемещать или вращать деталь в любом направлении, которое необходимо для проведения сварочных работ. Он более универсален, чем вращатель.
Значимым преимуществом современных манипуляторов является лёгкость их переналадки. При желании, скорректировать работу таких аппаратов не составит труда.
Для этого надо лишь перенастроить программное обеспечение, то есть изменить рабочую программу, после чего инструмент начнёт двигаться по новой траектории. Линия соединения или линия шва в данном случае тоже претерпит изменения.
Модульная конструкция большинства распространённых сегодня манипуляторов позволяет с лёгкостью менять ориентацию рабочего инструментария. В результате один и тот же прибор можно использовать при различных технологиях сварки.
Основные рекомендации
Перед сборкой нужно внимательно ознакомиться со схемой инверторной сварки и приобрести все необходимое для изготовления: купить радиодетали в специализированных радиомагазинах, найти подходящие каркасы трансформаторов, медную жесть и провод, продумать дизайн корпуса. Планирование работы значительно упрощает процесс сборки и экономит время. При пайке радиокомпонентов следует применять паяльную станцию (индукционная с феном), для исключения возможного перегрева и выхода из строя радиоэлементов. Соблюдать нужно и правила техники безопасности при работе с электричеством.
Сборка силового блока
Силовой блок снижает напряжение тока, но увеличивает его силу. Его основой тоже является трансформатор. Для него нужны 2 сердечника шириной 20х208 2000 нм. Обматывать такой трансформатор нужно медной полосой шириной в 40 мм и толщиной в четверть миллиметра. Для обеспечения термоизоляции каждый слой обматывайте износоустойчивой термобумагой. Вторичную обмотку формируйте из трёх медный полос, изолируемых с помощью фторопластовой ленты.
Распространённой ошибкой является создание обмотки понижающего трансформатора из толстой проволки. Этот трансформатор работает с высокочастотным током, поэтому оптимально будет использовать широкие проводники.
№7. Защита от пыли и влаги
Инверторные сварочные аппараты чувствительны к влаге и пыли, поэтому производители научились дополнительно их защищать. Об уровне защиты говорит числовой показатель, следующий за аббревиатурой IP: первая цифра – это степень защиты от твердых частиц, вторая – от влаги:
- обычно сварочные аппараты получают 2 класс защиты от твердых веществ (IP 2x). Это значит, что внутрь агрегата не попадут частицы более 12,5 мм, т.е. пыль и фрагменты окалины могут проникнуть легко;
- 1 класс защиты от влаги (IP 21) значит, что устройство защищено от вертикально падающих капель. Нормальный вариант, если вы собираетесь работать внутри сухих помещений;
- 2 класс защиты от влаги (IP22) значит, что устройство выдержит еще и падение капель под углом 15 градусов к вертикале. Хороший вариант, если основная часть работ выполняется в помещении, но иногда придется варить заборы и калитки – на улице возможно всякое;
- 3 класс защиты (IP23) значит, что устройство спокойно вынесет даже попадание капель под углом 60 градусов к вертикали. Если предстоит частая работа на улице, то это отличный вариант.
Не переплачивайте за защиту, если планируется работа в чистых сухих помещениях.
Изготовление инвертора
Перед началом изготовления высокочастотного трансформатора для инвертора нужно изготовить гетинаксовую плату, руководствуясь схемой 2. Трансформатор выполнен на магнитопроводе типа «Ш20х28 2000 НМ» с рабочей частотой 41 кГц. Для его намотки (I обмотки) необходимо использовать медную жесть толщиной 0,3..0,45 мм и шириной 35..45 мм (ширина зависит от каркаса). Нужно сделать:
- 12 витков (площадь поперечного сечения (S) около 10..12 кв. мм.).
- 4 витка для вторичной обмотки (S = 30 кв. мм.).
Высокочастотный трансформатор нельзя мотать обыкновенным проводом из-за возникновения скин-эффекта. Скин-эффект — способность высокочастотных токов вытесняться на поверхность проводника, тем самым нагревая его. Вторичные обмотки следует разделить пленкой из фторопласта. Кроме того, трансформатор должен нормально охлаждаться.
Дроссель выполнен на магнитопроводе типа «Ш20×28» из феррита 2000 НМ с S не менее 25 кв. мм.
Трансформатор тока выполняется на двух кольцах типа «К30×18×7» и мотается медным проводом. Обмотка l продевается через кольцевую часть, а II обмотка состоит из 85 витков (d = 0,5 мм).
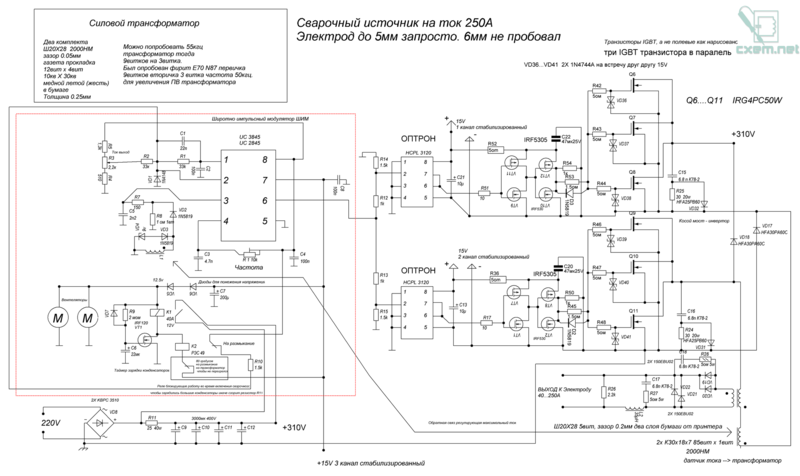
Схема 2 — Схема инверторного сварочного аппарата своими руками (инвертор).
После успешного изготовления высокочастотного трансформатора нужно осуществить монтаж радиоэлементов на печатной плате. Перед пайкой обработать оловом медные дорожки, детали не перегревать. Перечень элементов инвертора:
- ШИМ — контроллер: UC3845.
- MOSFET-транзистор VT1: IRF120.
- VD1: 1N4148.
- VD2, VD3: 1N5819.
- VD4: 1N4739A на 9 В.
- VD5-VD7: 1N4007.
- Два диодных моста VD8: KBPC3510.
- C1: 22 н.
- C2, C4, C8: 0,1 мкФ.
- C3: 4,7 н и C5: 2,2 н, C15, С16, С17, C18: 6,8 н (только использовать К78−2 или СВВ- 81).
- C6: 22 мк, С7: 200 мк, С9-С12: 3000 мк 400 В, C13, C21: 10 мк, C20, C22: 47мк на 25 В.
- R1, R2: 33k, R4: 510, R5: 1,3 k, R7: 150, R8: 1 на 1 Вт, R9: 2 M, R10: 1,5 k, R11: 25 на 40 Вт, R12, R13, R50, R54: 1 к, R14, R15: 1,5 k, R17, R51: 10, R24, R25: 30 на 20Вт, R26: 2,2 к, R27, R28: 5 на 5Вт, R36, R46-R48, R52, R42-R44 — 5, R45, R53 — 1,5.
- R3: 2,2 k и 10 к.
- К1 на 12 В и 40А , К2 — РЭС-49 (1).
- Q6-Q11: IRG4PC50W.
- Шесть MOSFET-транзисторов IRF5305.
- D2 и D3: 1N5819.
- VD17 и VD18: VS-HFA30PA60CPBF; VD19-VD22: VS-HFA30PA60CPBF.
- Двенадцать стабилитронов: 1N4744A.
- Две оптопары: HCPL-3120.
- Катушка индуктивности: 35 мк.
Перед проверкой схемы на работоспособность нужно еще раз визуально проверить все соединения.
Основные поломки оборудования
Чаще всего аппарат не работает из-за поломки таких узлов, как:
- Выпрямители. Неисправности связаны с перегоранием диодов входного или выходного моста, вызванным резким повышением напряжения и силы тока.
- Инверторный компонент. Если аппарат перестает варить, в первую очередь нужно проверить этот узел. Для устранения неполадки в условиях мастерской транзистор заменяют аналогичной деталью на 32 А и 400 В.
- Высокочастотный трансформатор. Компонент включает в себя несколько обмоток, необходимых для повышения силы тока и снижения напряжения. Они имеют вид медной проволоки или полосы. Такая конструкция способствует частому возникновению замыкания.
В вышеуказанных случаях устранить проблему самостоятельно не получится.
Ремонт инверторных сварочных аппаратов своими руками возможен при возникновении следующих проблем:
- Нестабильности электрической дуги, образовании большого количества брызг. Неисправность появляется из-за неправильного выбора силы тока.
- Залипании электрода. Возникает при низком напряжении, сопровождается поломкой контактов, к которым подключаются элементы сварочного оборудования.
- Отсутствии электрической дуги. Наблюдается при перегреве инвертора или нарушении целостности питающих проводов.
- Самопроизвольном отключении агрегата. Если во время работы устройство внезапно останавливается, речь идет о коротком замыкании.
- Большом расходе электроэнергии при холостой работе. Неисправность связана с замыканием обмотки проводящих катушек.
- Периодическом отключении аппарата. Связано с перегревом сварочного прибора. Аппарат охлаждают, после чего продолжают работу.
- Появлении посторонних звуков. Наблюдается при расслаблении винтов, удерживающих компоненты магнитопровода. Реже шум возникает при замыкании кабелей.
Высота трубы над коньком
Как определить уровень залегания
В древности, подземные источники воды искали по характерным внешним признакам. Даже, если земля не выглядит заболоченной, но на ней произрастают влаголюбивые растения:
- наперстянка,
- болиголов,
- камыш и т.п.
— это говорит о близости воды к уровню почвы.
Кроме того, о глубине залегания грунтовых вод может рассказать и характер зеленого «ковра» — если растения высокие, зеленые и сочные — это значит, что корни в обилии получают влагу из земли.
Также определить места близкого выхода грунтовых вод к поверхности земли помогают насекомые.
Если над участком постоянно вьется мошкара, которую привлекают места с повышенной влажностью, или там много муравейников, значит, грунтовые воды находятся высоко.
Сейчас существуют более точные методы определения уровня водоносного слоя.
Осмотр близлежащих колодцев
В радиусе 3-5 км уровень грунтовых вод не будет сильно различаться, поэтому для его определения на выбранном участке достаточно заглянуть в ближайшие колодцы.
Они наполняются только из водоносного слоя, соответственно, узнать его глубину можно, измерив расстояние от поверхности земли до воды с помощью рулетки.
Бурение пробных скважин
Если в непосредственной близости к участку нет колодцев, используют буровой метод.
С помощью садового бура по периметру участка пробивают несколько шурфов в земле, глубиной 2,5 м, и наблюдают за ними в течение 3-х суток.
Если за это время они не наполнились водой, значит, в данной местности низкий уровень расположения подземных вод и можно смело начинать строительство.
Если же скважина наполнится, необходимо определить происхождение жидкости (верховодка или грунтовые воды). В любом случае, найденная вода может быть использована для орошения участка (посмотрите видео про капельный полив на даче своими руками).
С точностью это сможет сделать только геоморфолог — специалист по рельефу земной поверхности.
Существует еще один метод поиска грунтовых вод — экстрасенсорный.
Человек, обладающий способностью чувствовать тонкие материи, ходит по участку с двумя железными прутами, согнутыми в форме буквы «Г».
Считается, что в местах, над которыми концы прутов расходятся в стороны, грунтовые воды залегают низко.
Такой метод довольно спорный, и, разумеется, не применяется для анализа грунтов при строительстве.
№14. Лучшие производители сварочных инверторов
Мы все понимаем, что имя производителя – залог качества изделия, а когда изделие столь сложное, связываться с безымянным оборудованием как-то опасно даже. К крупным и зарекомендовавшим себя производителям стоит отнести:
- Fubag – немецкое оборудование, которое позволяет создавать качественные швы даже начинающим сварщикам. Главный плюс – возможность работать при скачках напряжения и при низком напряжении. Большинство моделей выдерживают перепады от 130 до 265 В;
- Brima – немецкая компания, одна из самых старых в мире производства сварочного оборудования. Производитель предлагает широкий модельный ряд;
- EWM – еще одна немецкая компания, где сделали первый в мире TIG AC/DC инвертор. Теперь это лидер рынка сварочного оборудования, все изделия качественные и безопасные;
- Kemppi – финские инверторы, надежные качественные, компактные и простые в обслуживании;
- Сварог – отечественный бренд, производство ведется в Китае под контролем наших специалистов. В итоге получается и качественная и недорогая техника, адаптированная к нашим условиям эксплуатации. Вся продукция сертифицирована, действует широкая сеть сервисных центров;
- Ресанта – узнаваемый бренд на отечественном рынке, зарекомендовал себя надежностью, доступными ценами и простотой эксплуатации техники;
-
среди других надежных брендов отметим ESAB, Сибирь, BestWeld, BLUEWELD, Gysmi, Merkle, Патон, Telwin.
В завершение отметим, что при выборе очень важно сохранять здравый смысл. С одной стороны, нужно не скупиться, а с другой – не переборщить и не взять излишне мощный и функциональный аппарат
Точечная сварка своими руками. Видео. Результаты
Чтобы сварка была качественной, конечно, необходимо набраться достаточного опыта, при котором будет вырабатываться знание и чувство нужной продолжительности подачи импульса при наблюдении за поведением сварной точки по ее цвету.
Еще по этой теме на нашем сайте:
- Контактная сварка своими руками — видео урок для начинающих Контактная сварка эксплуатируется при изготовлении изделий однотипного характера, а также для соединения крупных сварных деталей. В ходе работы металл нагревается при помощи тока, который проходит…
- Сварка аккумуляторов своими руками — пошаговое руководство Зачем платить приличные деньги за ремонт аккумуляторной батареи на станции технического обслуживания, если вполне реальна и доступна сварка аккумуляторов своими руками. Исполнителю данного процесса нужно…
- Схема простого сварочного инвертора – электросхема инверторного сварочного аппарата для дома Схема простого сварочного инвертора разделяется на силовую, то есть как раз ту, которая выдает ток на дугу, и управляющую части. Инвертор по сути своей –…
- Сварочный инвертор самодельный – разбираем и комментируем схемы самодельных сварочных аппаратов Сварочный инвертор, также называемый сварочным аппаратом, некогда был изобретен достаточно известным ученым Юрием Негуляевым и с тех пор стал практически незаменимым прибором. Сварочный инвертор самодельный…
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
Батарея и мощность
От АКБ зависит и пригодность преобразователя для той или иной цели. Повышающий инвертор напряжения не берет энергию для потребителей из «темной материи» Вселенной, черных дыр, духа святого или откуда-то еще просто так. Только – из АКБ. А от нее он возьмет мощность, отдаваемую потребителям, деленную на КПД самого преобразователя.
Автолюбители знают: гонял стартер 20 мин – покупай новый аккумулятор. Правда, в новых машинах есть ограничители времени его работы, так что, возможно, и не знают. И точно не все знают, что стартер легковушки, раскрутившись, берет ток ок. 75 А (в течение 0,1-0,2 с при запуске – до 600 А). Простейший расчет – и выходит, что, если в инверторе нет автоматики, ограничивающей разряд батареи, то наша за 15 мин сядет полностью. Так что выбирайте или конструируйте свой преобразователь с учетом возможностей наличной АКБ.
Ресурс кислотных АКБ заметно не уменьшается, если они разряжаются 2-х часовым током (12 А для 60 А/ч, 24 А для 120 А/ч и 42 А для 210 А/ч). С учетом КПД преобразования это дает допустимую долговременную мощность нагрузки в прим. 120 Вт, 230 Вт и 400 Вт соотв. Для 10 мин. нагрузки (напр., для запитки электроинструмента) она может быть увеличена в 2,5 раза, но после этого АБК должна отдохнуть не менее 20 мин.
В целом итог получается не совсем уж плохой. Из обычного бытового электроинструмента только болгарка может брать 1000-1300 Вт. Остальные, как правило, обходятся мощностью до 400 Вт, а шуруповерты до 250 Вт. Холодильник от АКБ 12 В 60 А/ч через инвертор проработает 1,5-5 час; вполне достаточно, чтобы принять необходимые меры. Поэтому делать преобразователь на 1кВт для батареи 60 А/ч смысл имеет.
Принцип действия
Инвертор – источник питания электрической дуги. Обладая малыми габаритами, он обеспечивает стабильное горение электрода. Поддерживать эти процессы удается несколько раз выпрямленному и преобразованному напряжению.
Сравним обычный трансформатор с его конкурентом. Первый служит для понижения напряжения сети до 60В. Мощная медная обмотка позволяла после этого пропускать высокий ток. Простая конструкция имеет минусы – расход меди, большой вес.
Убрать эти 2 недостатка получилось с помощью повышения рабочего импульса с 0,05кГц до 65кГц.
Упрощенная схема изменения энергии показана на рисунке:

Разъяснения схемы:
- Напряжение сети 220В с колебанием 50Гц проходят через диодный выпрямитель. Это делается для питания транзисторов, на которых собрана инверторная схема.
- Под сглаженное напряжение они переключаются с огромной скоростью.
- Включение-выключение контролирует специальные драйвера и система управления.
- Полученная частота в зависимости от качества транзисторов увеличивается во много раз.
- Схема инвертора подключена к трансформатору. Он принимает около 60-65кГц и по законам физики маленький, и легкий он может выдать ток такой же силы, как и его большой брат.
- К трансформатору подключен второй набор диодов. Поскольку частота увеличена на этот выпрямитель, устанавливаются более мощные двойные диоды.
- Пройдя эти все ступени, сварочный ток зажигает дугу и создает условия для качественного процесса сварки.
Инструменты и материалы
Для изготовления полуавтоматического сварочного агрегата из инвертора (преобразователя переменного электротока в постоянный) своими руками требуется подготовить требуемые составные компоненты и оснащение.
- Инвертор с выходной силой электротока от 150 А.
- Устройство подачи присадочного материала (присадки).
- Газовая горелка-пистолет.
- Шланг подающий, который станет направляющим протоком для присадочного материала, идущего к свариваемой области.
- Шланг для подвода защитных газовых смесей к свариваемой области.
- Катушка (бобина) с присадочным материалом (проволокой).
- Узел электроники для контроля над деятельностью полуавтоматического сварочного агрегата. Здесь производится настройка силы электротока, напряжения и скорости работы.
- Схема сварочного полуавтоматического устройства.
№13. Дополнительные функции
Для удобства и новичков, и специалистов в области сварки оборудование комплектуется набором дополнительных функций. Они удорожают прибор, так что заранее определитесь, какие возможность вам реально понадобятся.
- Функция «Горячий старт» позволяет обойтись без распыливания электрода и сразу же приступать к процессу сварки. Удобно для новичков и в случаях, когда следы от контакта с электродом должны быть минимальными;
- Функция «Форсаж дуги» позволяет на некоторое время увеличить напряжение, в обход выставленного заранее параметра, благодаря чему можно избавиться от прилипания электрода – полезно для новичков;
- Функция «Антиприлипание» сбрасывает напряжение и размыкает цепь, если устройство «чувствует», что электрод прилип к свариваемой детали.
Функцией защиты от перегрева оснащены все сварочные аппараты, и напряжение они в режиме ожидания понижают до безопасных для человека значений.
Выбор вагонки для облицовки бани изнутри
Распространенные причины поломок
Ремонт сварочных инверторов
-
Неустойчивая сварочная дуга.
Подобная неисправность в большинстве случаев связана с неправильным выбором режима работы инвертора. Для выбора оптимальной силы тока можно придерживаться правила: на 1 миллиметр диаметра электрода должно подаваться от 20 до 40 ампер тока. -
Появление усилий при отрыве электрода от металла.
Типичная неисправность, возникающая из-за низкого напряжения, приходящего на электроды. Наиболее простым способом решения данной проблемы является очистка контактов блока питания от окислов и нагара. -
Отсутствие сварочной струи.
Если при повороте тумблера включения устройства нет никакого питания, то следует проверить напряжение в электрической сети. -
Отключение инвертора при длительной работе.
Как правило, подобное поведение инвертора может быть связано с перегревом. Выход из положения прост: дать аппарату остыть и через 30 минут вновь приступить к работе.
 Схема инверторного сварочного аппарата.
Схема инверторного сварочного аппарата.
При диагностике сварочного аппарата могут выявиться неисправности:
- возникшие в результате неправильного выбора режима сварочных работ;
- возникшие вследствие выхода из строя электронных компонентов оборудования.
В любом из вышеназванных случает можно провести ремонт сварочного инвертора своими руками.
Большинство неисправностей данного узла сварочного аппарата связаны с выходом из строя электронных комплектующих.
Основные виды неисправностей электронной схемы представлены:
-
Попаданием влаги внутрь корпуса инвертора.
Окисление токопроводящих дорожек вследствие попадания влаги может служить причиной нарушения контакта между основными компонентами устройства. -
Образованием большого количества пыли на основных рабочих элементах.
Обильное пылевое загрязнение элементов инвертора может нарушить естественную циркуляцию воздуха в корпусе и привести к перегреву электронных компонентов. -
Выбором неправильного режима работы инвертора, повлекший за собой перегрев электронных компонентов.
Выход из строя инвертора по причине перегрева электронных комплектующих – это одна из наиболее типичных поломок.
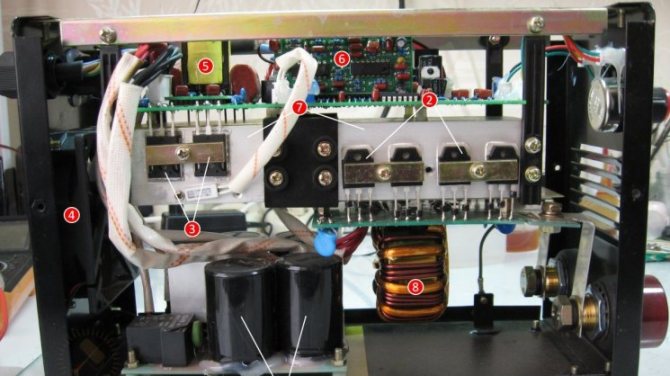
В большинстве инверторов
- входной выпрямитель;
- выходной выпрямитель;
- блок управления ключами;
- охлаждающая система.